Файл: Методические указания по учебной практике уп 05 профессионального модуля пм. 05 Выполнение работ по профессии.docx
ВУЗ: Не указан
Категория: Не указан
Дисциплина: Не указана
Добавлен: 06.12.2023
Просмотров: 66
Скачиваний: 1
ВНИМАНИЕ! Если данный файл нарушает Ваши авторские права, то обязательно сообщите нам.
Метчики (рис. 2, г) используют для нарезания резьбы внутри цилиндрических отверстий. Различают метчики ручные, машинные и машинно-ручные. Метчик состоит из рабочей части и хвостовика, а рабочая часть содержит заборную (режущую) и калибрующую части. Заборная часть метчика нарезает резьбу, а калибрующая — направляет метчик в нарезаемое отверстие и одновременно его калибрует. Хвостовик метчика, заканчивающийся квадратом, служит для его удержания в воротке, без квадрата — для закрепления в патроне.
Метчики выпускают комплектами из двух или трех штук. В комплект из двух штук входят черновой и чистовой метчики, а в комплект из трех штук — дополнительный (средний) метчик. Различают метчики по круговым рискам (кольцам) на их хвостовиках: черновой метчик имеет одну кольцевую риску, средний—две, чистовой—три. Эти риски указывают также и последовательность их применения при нарезании резьбы.
Ручные метчики для метрической и дюймовой резьб выпускают в комплекте из двух штук для резьбы с шагом до 3 мм включительно и из трех штук — для резьбы с шагом более 3 мм.ааааааааааааааааааааааааааааааааааааааааааааааа
Плашки (рис. 2, д) служат для нарезания наружной резьбы на цилиндрических стержнях и по конструкции бывают круглые, разрезные и раздвижные. Круглые плашки (лерки) могут быть цельными и разрезными. Для нарезания резьбы круглой плашкой вручную ее закрепляют в специальном воротке. Разрезные (пружинящие) плашки отличаются от цельных небольшой (0,5 —1,5 мм) прорезью, позволяющей регулировать диаметр нарезаемой резьбы в пределах 0,1—0,25 мм. Раздвижные (призматические) плашки состоят из двух половинок (полуплашек), на каждой из которых указаны размер нарезаемой резьбы и выбиты цифры 1. и 2, показывающие порядок правильного их закрепления в приспособлении (клуппе). Клупп состоит из косой рамки, двух рукояток и зажимного винта. На поверхности внутри, рамки клуппа имеются угловые выступы, а на плашках — соответствующие этим выступам канавки (пазы), которыми плашки устанавливаются в выступах рамки клуппа и закрепляются зажимным винтом.
Измерительный инструмент. Изготовление и обработка заготовок и деталей для ремонтируемого электрооборудования требуют соблюдения определенной точности ряда размеров, что достигается путем различных измерений с помощью измерительного инструмента. В ремонтной практике при разметке, обработке и изготовлении заготовок и деталей применяют главным образом штангенциркули, микрометры, калибры, щупы, кронциркули и нутромеры.
Штангенциркули (рис. 3, а) — наиболее распространенные универсальные измерительные инструменты, позволяющие с высокой степенью точности измерять различные внутренние и наружные размеры (диаметр, длину, толщину, глубину). На штанге 8 штангенциркуля имеется шкала миллиметрового деления, а на его подвижной рамке 4 — нониус 10, предназначенный для определения долей, т. е. дробной величины цены деления штанги. Величина отсчета по нониусу составляет 0,05 мм, поэтому штангенциркуль можно считать инструментом высокой точности измерений. Штангенциркуль имеет две пары губок, из которых нижняя пара (7 и 11) служит для измерения внутренних размеров, а верхняя пара (2 и 5) — наружных размеров. При измерении внутренних размеров следует к числу миллиметров, отсчитанных на шкале штанги, прибавить толщину нижних губок, указанную на одной из них. Чтобы повысить точность отсчета, подвижную рамку устанавливают относительно штанги с помощью механизма микрометрической подачи.
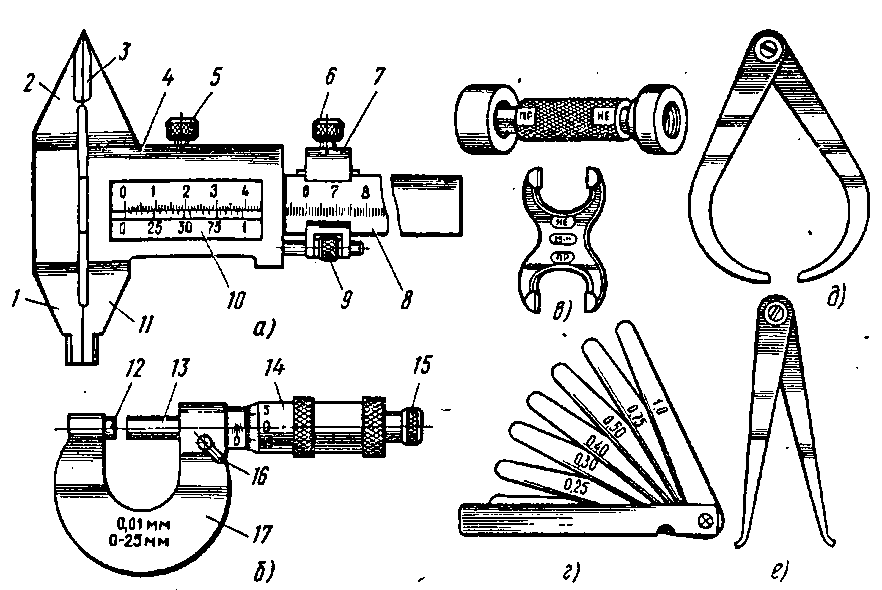
Рис. 3. Измерительные слесарные инструменты:
а — штангенциркуль, б — микрометр, в — двусторонние калибры (калибр-пробка и калибр-скоба), г — пластинчатые щупы, д — кронциркуль, е — нутромер; 1 и 2 — нижняя и верхняя неподвижные губки, 3 и 11 — верхняя и нижняя подвижные губки, 4 — рамка штангенциркуля, 5 и б — стопорные винты рамки с нониусом и микрометрического устройства, 7 — рамка микрометрического устройства, 8 — штанга, 9 — винт микрометрической подачи, 10 — нониус, 12 — пятка, 13 — микрометрический винт, 14 — барабан, 15 — трещотка, 16— стопор, 17 – скоба
Микрометры служат для измерения линейных размеров контактным способом с точностью до 0,01 мм. Микрометр МК (рис. 3,б) выпускается промышленностью с пределами измерений от 0 до 600 мм. Существуют микрометры для измерений листов и лент (MJ1), толщины стенок труб (МТ), зубомерные (М3), резьбомерные (МВТ) для измерения метрических и дюймовых резьб. ааааааааааааааааааааааааааааааааааааааааааааааааааааааааааа
Калибры (рис. 3, в) — это бесшкальные измерительные инструменты, с помощью которых можно устанавливать пределы отклонений различных размеров, например внутренних и наружных диаметров, высоты и длины деталей, расстояний между центрами отверстий и др. С помощью калибров определяют не числовое значение измеряемых величин, а правильность действительных размеров, ограниченных предельными отклонениями, т. е. годность проверяемой детали. При ремонте электрооборудования годность ремонтируемых, вновь изготовляемых и готовых деталей проверяют в ряде случаев с помощью калибра-скобы и калибра-пробки.
Калибры-скобы применяют, например, для проверки диаметров валов, изготовляемых для ремонтируемых электрических машин. Они состоят из двух частей: проходной (ПР), выполняемой по наибольшему предельному размеру и свободно находящей на вал, и непроходной (НЕ), изготовляемой по наименьшему предельному размеру вала и поэтому не находящей на него.
Калибры-пробки используют для контроля диаметров отверстий в ремонтируемом электрооборудовании, а также в изготовляемых для него деталях. Номинальным размером проходной стороны (ПР) калибра-пробки является наименьший предельный размер отверстия, а непроходной, стороны (НЕ) — наибольший предельный размер отверстия. При контроле диаметра отверстия проходная сторона пробки должна проходить в отверстие под легким усилием, а непроходная сторона не должна в него входить. Проходную и непроходную стороны калибра-пробки можно легко различить: проходная сторона длиннее непроходной. Щупы (рис. 3, г) состоят из набора тонких стальных пластин и служат для измерения зазоров между сопрягаемыми поверхностями. Для измерения небольших (до 1,5 мм) зазоров применяют щуп с пластинами толщиной от 0,05 до 1 мм, для больших — специальные щупы.
Кронциркули (рис. 3,д) используют для сравнения диаметров деталей и других размеров с размерами, взятыми по масштабной линейке, концевым мерам или калибру, а нутромеры (рис. 3, е) — для измерения внутренних линейных размеров. Нутромеры имеют и другое название — штихмас.
При ремонте электрооборудования в электроцехах крупных предприятий и на электроремонтных заводах для выполнения слесарных работ кроме инструментов, рассмотренных выше, широко применяются металлообрабатывающие станки (сверлильные, фрезерные, строгальные, шлифовальные и др.); электрифицированные инструменты различного назначения, сложные измерительные инструменты, в том числе индикаторы, индикаторные нутромеры и др. При использовании в ремонтной практике станков, механизмов и точных измерительных приборов обеспечивается большая эффективность труда электрослесаря, а также достигаются минимальные допуски и высокие классы шероховатости обрабатываемых деталей.
4. Нормативно-техническая документация
4.1. Документальную основу технического обслуживания и ремонта электрооборудования составляют эксплуатационная, ремонтная и технологическая документация.
4.2. Эксплуатационная документация поставляется заводом-изготовителем вместе с электрооборудованием. Она предназначена для изучения электрооборудования и технических условий его эксплуатации. Согласно ГОСТ 2.601-68 к эксплуатационной документации относятся: техническое описание (ТО); инструкция по эксплуатации (ИЭ); инструкция по техническому обслуживанию (ИО); инструкция по монтажу и пуску, регулированию (ИМ); паспорт; ведомость ЗИП; ведомость эксплуатационных документов (ЭД). Текущий ремонт электрооборудования проводится, как правило, по эксплуатационной документации. Ремонтные документы на текущий ремонт разрабатываются только при необходимости.
4.3.Ремонтные документы разрабатываются на электрооборудование, которое технически возможно и экономически целесообразно восстанавливать. Согласно ГОСТ 2.601-68 к ремонтной документации относятся: общее руководство по капитальному ремонту; руководство по капитальному ремонту; общие технические условия на капитальный ремонт; технические условия на капитальный ремонт; каталог деталей и сборочных единиц; нормы расхода запасных частей для капитального ремонта; нормы расхода материалов для капитального ремонта; ведомость документов для ремонта. Последние документы являются обязательными для подготовки и проведения капитального ремонта, разработка остальных документов ведется с учетом их производственной необходимости.
4.4. Технологические документы находятся в ремонтных мастерских и цехах и предназначены для описания технологического процесса ремонта электрооборудования в технологической последовательности. К ним относятся: маршрутная карта технологического процесса; ведомость деталей (сборочных единиц) к типовому технологическому процессу; маршрутная карта ремонта ; технологическая инструкция.
Допускается применение упрощенных карт технологического процесса (с меньшим, чем в ГОСТ 3.1601-74 количеством граф), но с обязательным содержанием следующих граф: наименование операций; наименование технологического оборудования и оснастки; наименование материалов и норм расхода; трудовые затраты (разряд работы, нормы времени и расценок).
4.5. Основным документом, по которому осуществляется ремонт оборудования, является годовой план-график ремонта, на основе которого определяется потребность в ремонтном персонале, в материалах, запасных частях, покупных комплектующих изделиях. В него включается каждая единица подлежащего капитальному ремонту оборудования. Основой для составления годового плана-графика служат приведенные установленные на предприятии нормативы периодичности ремонта оборудования и необходимые технические средства.
5. Техническое обслуживание электрооборудования
5.1. Виды технического обслуживания и ремонта
5.1.1. Система технического обслуживания и ремонта предусматривает следующие виды плановых работ: техническое обслуживание (ТО); текущий ремонт (Т);капитальный ремонт (К).
5.1.2. Техническое обслуживание - это комплекс работ для поддержания работоспособности или исправности электроустановок в процессе эксплуатации, при хранении, ожидании и транспортировке.
Техническое обслуживание предусматривает: осмотр, систематическое наблюдение и выявление неисправностей; эксплуатационный уход за электрооборудованием (пополнение смазки, чистка, проверка состояния систем охлаждения и т.п.); контроль (проверка, испытание) режимов работы и надежности в соответствии с требованиями действующих правил и норм, производственных инструкций; устранение мелких дефектов, подтяжка расслабленных креплений и деталей.
5.1.3. Осмотр (ОС) - это операция контроля и поддержания исправности электроустановок с большой трудоемкостью ремонта. Во время осмотра проводится: проверка состояния оборудования и сетей; выявление дефектов эксплуатации и несоответствия требованиям правил безопасности;
уточнение состава и объема работ, подлежащих выполнению при текущем и капитальном ремонтах.
5.1.4. Проверка (испытание) (ПР) - это контроль работоспособности и безопасности электроустановок в период между двумя очередными плановыми ремонтами, проводимыми с целью своевременного обнаружения и предупреждения возникновения аварийной ситуации.
5.1.5. Текущий ремонт - это вид ремонта, выполняемый для обеспечения или восстановления гарантированной работоспособности электрооборудования (линии электропередачи) и состоящий в замене и (или) восстановлении отдельных частей. Текущий ремонт требует остановки оборудования и отключения сетей.
5.1.6. Капитальный ремонт - это вид ремонта, выполняемый для восстановления исправности и полного (или близкого к полному) восстановления ресурса электрооборудования (линии электропередачи) с заменой или восстановлением любых его частей, включая базовые.
Капитальный ремонт требует остановки оборудования и отключения сетей. После окончания капитального ремонта производится полная программа испытаний согласно нормам.
5.1.7. Неплановый ремонт - это ремонт, выполнение которого оговорено в нормативной документации, но осуществляемый в неплановом порядке. Неплановый ремонт проводится с целью устранения последствий отказов или повреждений в результате аварии.
5.2. Типовой объем работ по техническому обслуживанию и видам ремонта.
5.2.1.Типовой объем работ - это состав и постоянный объем работ по техническому обслуживанию и видам ремонта, характерный для отдельных элементов и узлов электроустановок. Типовой объем работ по видам электроустановок приводится в нормативных документах.