Файл: Учебный курс для студентов очной и заочной форм обучения.doc
ВУЗ: Не указан
Категория: Не указан
Дисциплина: Не указана
Добавлен: 11.12.2023
Просмотров: 903
Скачиваний: 6
ВНИМАНИЕ! Если данный файл нарушает Ваши авторские права, то обязательно сообщите нам.
Расчет угловых швов нахлесточных соединений.
При действии осевой растягивающей (или сжимающей) силы считают, что срез угловых швов происходит по сечению I-I (рис. 12), проходя щему через биссектрису прямого угла.
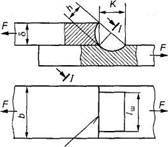
Рис. 12. К расчету соединения внахлестку. Лобовой шов
Опасным напряжением считают касательное напряжение и расчет ве дут на срез (напряжениями изгиба пренебрегают). Для нормальных угловых швов длина биссектрисы
, (3)
где h — длина биссектрисы (высота шва в опасном сечении); К — катет шва (принимается не менее 3 мм).
Проверочный расчет. Условие прочности одностороннего лобового шва на срез:
, (4)
где , — расчетное и допускаемое напряжения среза для шва (см. табл.1); lш — длина шва; F — нагрузка, действующая на шов.
Проектировочный расчет. Длину одностороннего лобового углового шва (см. рис. 12) при осевом нагружении определяют по формуле
; (5)
длина двустороннего лобового углового шва
. (6)
Фланговые угловые швы (см. рис.5, б) рассчитывают по уравнению (6), т. е. аналогично рассмотренному случаю расчета двустороннего ло бового шва. Во фланговых швах нагрузка по длине шва распределяется не равномерно (по концам шва увеличивается), поэтому длину фланговых швов стараются ограничить lш < (50 ÷ 60)К.
Расчет точечных сварных соединений.
Для сваривания тонкостенных листовых конструкций часто используются точечные сварные соединения. Такие соединения проверяют на срез. Условие прочности имеет вид
,
где d – диаметр сварных точек;
z – число сварных точек.
Расчет тавровых швов.
Рассмотрим наиболее характерные случаи нагружения тавровых швов, которые могут встречаться также и в комбинациях.
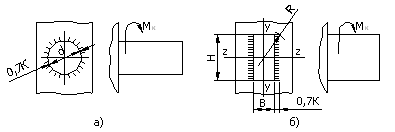
Рис. 13
а) нагрузка моментом в плоскости шва
Если привариваемая деталь круглая (рис.13, а) (шов круг лый кольцевой), то расчет шва проводится на кручение в коль цевом сечении, расположенном под углом 45° к основанию шва.
где - полярный момент инерции расчетного сечения;
R - расстояние до наиболее удаленного от центра волокна, сечения шва.
Если сечение шва не круглое (рис.13, б), то оно всё же условно рассчитывается по уравнение кручения для круглых стержней. В этом случае принято пренебрегать возникающим при такой расчетной схеме короблением сечения и нелинейный характером эпюр напряжений:
где - условный полярный момент инерции сечения;
- допускаемое напряжение кручения для наплавленного металла шва.
Для указанного на рис. 7, б примера:
; .
б) внецентренно приложенная нагрузка или нагрузка моментом
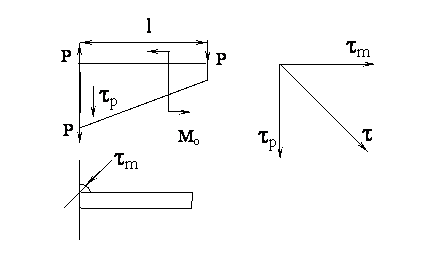
Рис. 14
Нагрузка состоит из изгибающего момента M = M0 или M = Pl и перерезывающей силы Р (при нагрузке только моментом M0 перерезывающая сила отсутствует).
Шов рассчитывается на изгиб и срез, но не по нормальным, а по касательным напряжениям в наклонных сечениях под углом 45° к основанию шва. Полное касательное напряжение равно векторной сумме напряжений от момента и перерезывающей силы
; .
В данном примере
; .
В любом случае для расчёта самых сложных сварных швов сначала необходимо привести силу и момент к шву и распределить их пропорционально несущей способности (длине) всех простых участков. Таким образом, любой сложный шов сводится к сумме простейших расчётных схем.
Последовательность проектировочного расчета сварных соединений.
1. Выбирают конструкцию шва (стыковой, угловой), вид сварки и мар ку электродов.
2. Определяют допускаемые напряжения для сварного соединения (см. табл.1).
3. По формулам (2), (5), (6) определяют длину шва.
4. При соединении комбинированными швами определяют длину лобовых и фланговых швов.
5. Вычерчивают сварное соединение и уточняют размеры соединяемых деталей.
Рекомендации по конструированию сварных соединений встык и внахлест
Из-за дефектов сварки на концах шва принимают минимальную длину шва не менее 30 мм.
В соединениях внахлест (рис.5, а) длину перекрытия принимают больше 4s, где s – минимальная толщина свариваемых деталей. Длина лобовых швов lшне ограничивается. Длина фланговых швов ограничивается, так как с увеличением их длины возрастает неравномерность распределения напряжений по длине шва (рис.5, б) lфл < 60K
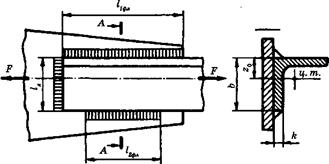
Рис.15
Сварные швы располагают так, чтобы они в соединении были нагружены равномерно. При проектировании соединения уголков с косынками (рис.15) длины фланговых швов принимают обратно пропорциональными расстояниям до центра тяжести уголка:
, (7)
Суммарная длина фланговых швов
, (8)
Следовательно, длина флангового шва у примыкающей полки уголка
. (9)
В конструкциях, подверженных действию вибрационных знакопеременных нагрузок, соединения внахлест не рекомендуются, так как они создают значительную концентрацию напряжений.
Паяные соединения
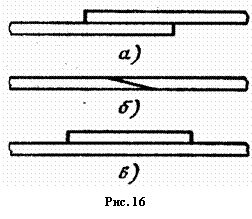
Паяные соединения — неразъемные соединения, образуемые силами молекулярного взаимодействия между соединяемыми деталями и присадочным материалом, называемым припоем. Припой-сплав (на основе олова, меди, серебра) или чистый металл, вводимый в расплавленном состоянии в зазор между соединяемые деталями. Температура плавления припоя ниже температуры плавления материалов деталей. По конструкции паяные соединения подобны сварным (рис. 16, а - в). преимущественное применение имеют соединения внахлестку. Стыковое соединение и соединение втавр применяют при малых нагрузках.
В отличие от сварки пайка позволяет соединят не только однородные, но и разнородные материалы: черные и цветные металлы, сплавы, керамику, стекло и др.
При пайке поверхности деталей очищают от окислов и обезжиривают с целью получения хорошей смачиваемости поверхности припоем качественного заполнения им зазоров. Нагрев припоя и деталей в зависимости от их размеров осуществляют паяльником, газовой горелкой, электронагревом, в термических печах и др. Для уменьшения вредного влияния окисления поверхности деталей при пайке применяют флюсы (на основе буры, канифоли, хлористого цинка), а также паяют в вакууме или в среде нейтральных газов (аргон). Расплавленный припой растекается по нагретым поверхностям стыка деталей и при охлаждении затвердевает, прочно соединении детали.
Размер зазора в стыке определяет прочность соединения. При малом зазоре лучше проявляется эффект капиллярного течения припоя, процесс растворения материалов деталей в расплавленном припое распространяется на всю толщину паяного шва (прочность образующегося раствора на 30…60% выше прочности припоя).
Размер зазора принимают 0,03…0,2 мм в зависимости припоя (легкоплавкий или тугоплавкий) и материала деталей.
Припой с температурой плавления до 400 °С называют легкоплавкими. Наиболее широкое применение имеют оловянные-свинцовые, оловянно-свинцовые сурьмянистые припои (ПОС90, ПОС61). Эти припои не следует применять для соединений, работающих при температуре свыше 100 °С или подверженных действию ударных нагрузок.
Припои с температурой плавления свыше 400 0С называют тугоплавкими (серебряные или на медной основе). Припой на медной основе (ВПр1, ВПр2) отличаются повешенной хрупкостью, их применяют для соединения деталей, нагруженных статической нагрузкой. Серебряные припои (ПСр40, ПСр45) применяют для ответственных соединений. Они устойчивы против коррозии и пригодны для соединения деталей, воспринимающих ударную и вибрационную нагрузки.
Достоинством паяных соединении является возможность соединения разнородных материалов, стойкость против коррозии, возможность соединения тонкостенных деталей, герметичность, малая концентрация напряжений вследствие высокой пластичности припоя. Пайка позволяет получать соединения деталей в скрытых и труднодоступных местах конструкции.
Недостатком пайки по сравнению со сваркой является сравнительно невысокая прочность, необходимость малых и равномерно распределенных зазоров между соединяемыми деталями
, что требует их точной механической обработки и качественной сборки, а также предварительной обработки поверхностей перед пайкой.
Применение паяных соединений в машиностроении расширяется в связи с внедрением пластмасс, керамики и высокопрочных сталей, которые плохо свариваются. Пайкой соединяют листы, стержни, трубы и др. Ее широко применяют в автомобилестроении (радиаторы и др.) и самолетостроении (обшивка с сотовым промежуточным заполнением). Пайка является одни из основных видов соединений в радиоэлектронике и приборостроении.
Расчет на прочность паяных соединений производят на сдвиг методами сопротивления материалов. Надо учитывать, что в нахлесточном соединении площадь расчетного сечения равна площади контакта деталей. Для нахлесточных соединений деталей из низкоуглеродистой стали, полученных оловянно-свинцовыми припоями (ПОС40), допускаемое напряжение на сдвиг [ ]с=60Н/мм2.
Клеевые соединения
В настоящее время все шире применяют неразъемные соединения металлов и неметаллических материалов, получаемые склеиванием.Это соединения деталей неметаллическим веществом посредством поверхностного схватывания и межмолекулярной связи в клеящем слое. Наиболь шее применение получили клеевые соединения внахлестку (рис.17), реже — встык. Клеевые соединения позволили расширить диапазон применения в конструкциях машин сочетаний различных неоднородных мате риалов — стали, чугуна, алюминия, меди, латуни, стекла, пластмасс, рези ны, кожи и т. д.
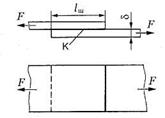
Рис.17. Клеевое соединение внахлестку
Применение универсальных клеев типа БФ, ВК, МПФ и других (в на стоящее время употребляют более ста различных марок клеев) позволяет довести прочность клеевых соединений до 80% по отношению к прочно сти склеиваемых материалов.Наибольшее применение в машиностроении клееные соединения, работающие на сдвиг. Оптимальная толщина слоя клея 0,05…0,15 мм.
На прочность клееных соединений влияют характер нагрузки, конструкция соединения, тип и толщина слоя клея (при увеличении толщины прочность падает), технология склеивания, и время (с течением времени прочность некоторых клеев уменьшается).
Достоинства и недостатки клеевых соединений.
Достоинства:
- простота получения неразъемного соединения и низкая стоимость работ по склеиванию;