Файл: московский государственный университет путей сообщения согласовано.doc
ВУЗ: Не указан
Категория: Не указан
Дисциплина: Не указана
Добавлен: 12.12.2023
Просмотров: 116
Скачиваний: 1
ВНИМАНИЕ! Если данный файл нарушает Ваши авторские права, то обязательно сообщите нам.
Функции системы АРС сводятся к расчету прицельных скоростей выхода отцепа из каждой тормозной позиции и вводу их значений для реализации в устройства управления тормозными позициями, которые автоматически отрабатывают заданные значения путем использования различных ступеней торможения (усилий нажатия тормозных балок замедлителей на колеса вагонов).
Устройства управления тормозными позициями осуществляют непрерывно измерение фактической скорости отцепа и сравнение ее с заданной скоростью, и при достижении их равенства производят автоматическое оттормаживание вагонных замедлителей.
Для определения прицельной скорости выхода отцепа необходимо знать длину свободной части сортировочных путей. С этой целью в подгорочном парке на длине 350-450 м за парковой тормозной позицией устанавливаются путевые устройства системы контроля заполнения сортировочных путей (КЗП).
Наиболее распространенные на сети отечественных железных дорог системы (КЗП-ВНИИЖТ и КЗП-ГТСС) предусматривают оборудование сортировочных путей бесстыковыми электрическими рельсовыми цепями тональной частоты (1000 или 800 Гц) с потенциальным (КЗП-ВНИИЖТ) или токовым (КЗП-ГТСС) съемом информации.
В зоне действия систем КЗП каждый сортировочный путь разбивается на ряд элементарных контрольных участков длиной 25-30 м, свободность которых контролируется по наличию или отсутствию сигнального тока в рельсах. По числу свободных контрольных участков при известной их длине система КЗП вычисляет общую длину свободной части сортировочного пути, информация о которой передается в систему АРС.
Для фиксации нарушений программы роспуска современные системы автоматизации горочных процессов предусматривают функции контроля результатов роспуска на основе отслеживания передвижений отцепов и маневрового подвижного состава. По окончанию роспуска система выявляет наличие "чужаков" на сортировочных путях и формирует информацию о фактическом разложении расформированного состава по путям для передачи ее в АСУ СС.
При использовании на горках ГБМ и ГПМ вагоноосаживателей прицельное торможение используется только на II ТП, при этом отцепы из III ТП выпускаются с постоянной скоростью 1,4-1,5 м/с независимо от ходовых свойств отцепа и длины свободной части пути, после чего с помощью вагоноосаживателей с той же скоростью перемещаются до соединения со впереди стоящими на пути вагонами.
Вагоноосаживатели располагаются внутри рельсовой колеи и воздействуют на гребни колес или их круги катания. Они имеют исходное (нерабочее) положение, при котором все части конструкции не выходят за пределы габарита приближения строений, и рабочее, при котором происходит взаимодействие вагоноосаживателей с движущимися по сортировочным путям вагонами.
Устройства управления вагоноосаживателями обеспечивают перевод их в рабочее состояние из исходного и обратно, формируют команды движения вперед и назад, управляют режимами работы электропривода, а также выполняют ряд контрольных функций.
Для исключения самопроизвольного ухода вагонов в конце сортировочных путей на горках ГБМ и ГПМ рекомендуется устанавливать заграждающие устройства, представляющие собой путевой механизм, воздействующий на колеса вагонов. Заграждающее устройство в рабочем состоянии обеспечивает остановку и последующее удержание вагонов, а в исходном (нерабочем) состоянии - свободный пропуск через них подвижного состава. Управление ЗУ может производиться составителем вагонов с переносного или стационарного пультов управления.
3.3 Пример решения задания 2
С учётом исходных данных представленных в табл. 2.11 приведена структурная схема выбранных технических средств механизации и автоматизации работы сортировочной горки (рис. 2. 10)
Таблица 2.11
Исходные данные
| Последняя цифра учебного шифра | Мощность горки | Число сортировочных путей в подгорочном парке |
| 2 | ГСМ | 24 |
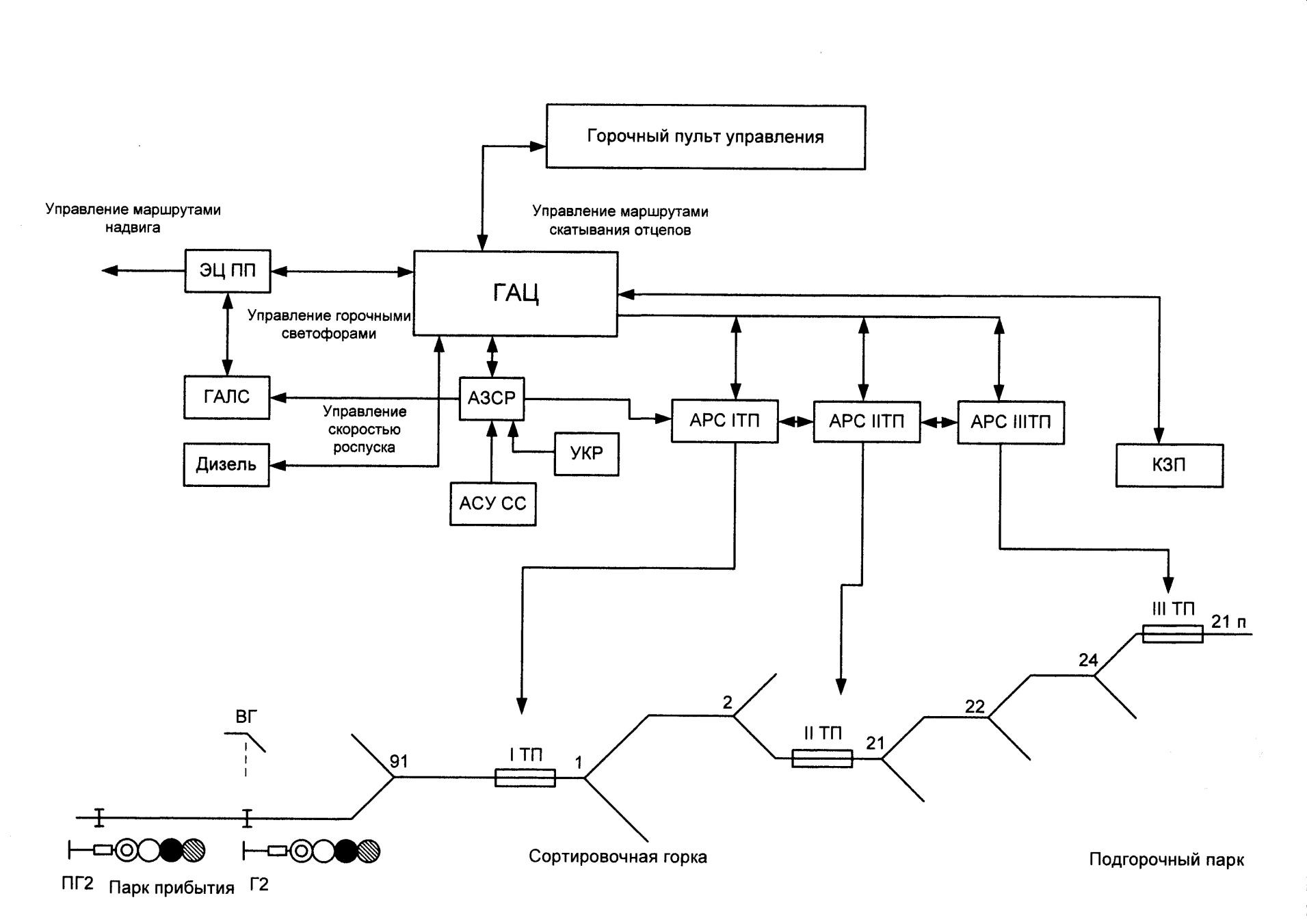
Рис. 2.10. Схематический план технических средств автоматизации сортировочного процесс
1