Добавлен: 12.12.2023
Просмотров: 49
Скачиваний: 2
ВНИМАНИЕ! Если данный файл нарушает Ваши авторские права, то обязательно сообщите нам.
содержание
Введение
1. Основная часть
1.1. Служебное назначение детали.
1.2. Анализ свойств материала детали.
1.3 Анализ технологичности конструкции детали
1.4 Выбор способа получения заготовки.
1.5 Выбор технологических баз
1.6 Последовательность обработки поверхностей заготовки
1.7 Выбор способов обработки поверхностей
1.8 Определение межпереходных припусков и допусков
2 Технологическая часть
2.1 Формирование операций технологического процесса
2.2 Расчет режимов резания
2.3 Технологическая наладка станка.
2.4 Проектирование станочного приспособления на операцию «Токарная»
2.5 Выбор основных характеристик производственного здания
2.6 Проектирование вспомогательных отделений.
3 Экономическая часть
3.1 Организация обслуживания рабочих мест
3.2 Формулирование организационной структуры управления цехом
3.3 Технико-экономические показатели работы участка
4 техника безопасности
4.1 Характеристика опасных и вредных факторов проектируемого цеха
4.2 Мероприятия по обеспечению промышленной санитарии
Заключение
Список литературы
ВВедение
Машиностроение - ведущий комплекс отраслей в промышленности. Его уровень определяет дальнейшее развитие всего народного хозяйства. По сравнению с другими отраслями машиностроение развивается опережающими темпами. Важное место отводится машиностроению и в перспективных планах развития народного хозяйства на ближайшее будущее.
Наиболее важной отраслью машиностроения является станкостроительное производство, выпускающее технологическое оборудование, приспособления, инструменты для машиностроительных заводов. Технологами-машиностроителями выполнена большая работа по развитию производства машин, а ученными внесен значительный вклад в развитие и формирование научных основ технологии.
Строительство матерально-технической базы и необходимость непрерывного повышения производительности труда на основе современных средств производства ставит перед машиностроением весьма ответственные задачи. К их числу относятся повышение качества машин, снижение их материалоемкости, трудоемкости и себестоимости изготовления, нормализации и унификации их элементов, внедрение поточных методов производства, его механизация и автоматизация, а также сокращение сроков подготовки производства новых объектов. Решение указанных задач обеспечивается улучшением конструкции машин, совершенствовонием технологии их изготовления, применением прогрессивных средств и методов производства. Основным методом оптимизации и совершенствования существующих технологических процессов является расширение сферы применения станков с ЧПУ.
При использовании станков с ЧПУ высвобождаются высококвалифицированные кадры, сокращается количество специальной оснастки и упрощается применяемая специальная оснастка. Использование станков с ЧПУ обеспечивает высокую стабильность технологического процесса в том числе и за счёт уменьшения влияния человеческого фактора.
Применение предметно – ориентированного участка в качестве формы организации производства позволяет ускорить и удешевить транспортные операции, уменьшить межоперационное время и пролёживание заготовок. Применение групповой организации производства позволяет повысить загрузку оборудования и его окупаемость за счёт сокращения и уменьшения объёма переналадок, так как на одном участке обрабатывается широкая номенклатура деталей, принадлежащих к одному классу.
Машиностроение является важнейшей отраслью промышленности. Ее продукция - машины различного назначения поставляются всем отраслям народного хозяйства. Рост промышленности и народного хозяйства, а так же темпы перевооружения их новой технологией и техникой в значительной степени зависят от уровня развития машиностроения.
В настоящее время вопрос развития производства в экономике серьёзная и наукоёмкая задача, но без развития производства и вложения в него средств, предприятия существовать не могут. В связи с этим ОАО Авиаагрегат ищет возможности и средства для успешной работы и дальнейшего процветания его работников.
Одним из факторов, обеспечивающих конкурентоспособность продукции машиностроения, является высокий,
основанный на последний достижениях науки, уровень технологических процессов, в том числе техпроцессов изготовления деталей с помощью интерактивных систем автоматизации. Подсистема предназначена для автоматизации проектных, конструкторских и чертежных работ. Подсистема обеспечивает автоматизированную подготовку управляющих программ для оборудования с ЧПУ на основе математической модели детали, созданной в подсистеме
1 Основная часть
1.1 Служебное назначение детали.
Деталь МП90.02.001 Корпус клапанной коробки выполняет в узле МП90.02 Клапанная коробка функции базирования и закрепления остальных деталей узла, обеспечивает перемещение подвижных деталей узла и потоков масла между полостями устройства.
Клапанная коробка является составной частью гидромотора МП 90.02 объемного гидропривода ГСТ 90, применяемого для передачи движения от двигателя к ходовой части самоходных сельскохозяйственных машин. Обеспечивает разгрузку гидромотора при работе на максимальном давлении и работу на переходных режимах Состоит из переливного клапана системы подпитки, предохранительного клапана, шунтирующего золотника. Настройка клапанов коробки обеспечивает работу гидромотора в составе гидропривода ГСТ 90
ТЕХНИЧЕСКИЕ ДАННЫЕ
Показатели Давление срабатывания предохранительного клапана, МПа 34,7…35,7 Расход через клапанную коробку, л/мин 3,8+1 Давление срабатывания переливного клапана, МПа 1,03…1,18 Масса, кг 6,4
В сборочной единице поверхности 1, 2 и группа кольцевых канавок 3 (рисунок 1.1) формируют основную базу, с помощью которой определяется положение данного узла в изделии.
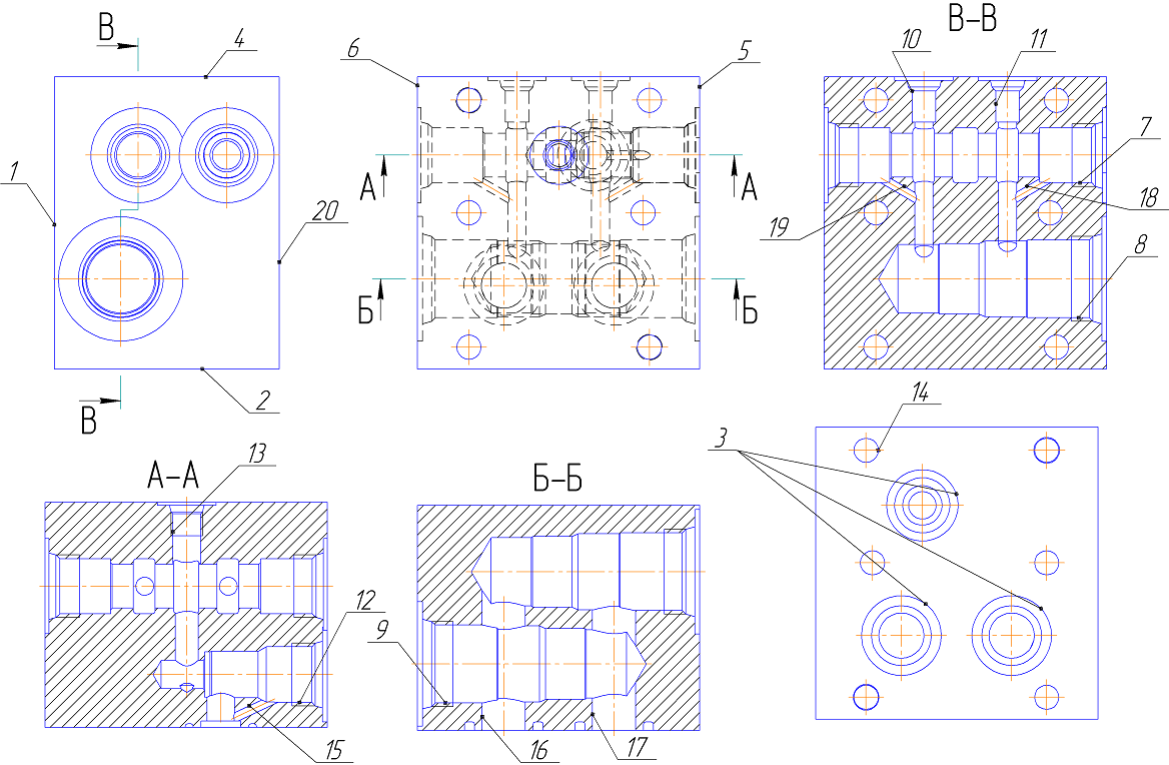
Рисунок 1.1 – Эскиз детали.
Поверхности 4, 5, 6 и отверстия 7, 8, 9, 10, 11, 12, 13, 14 формируют комплекты вспомогательных баз.
Отверстия 15, 16, 17, 18, 19 являются исполнительными поверхностями.
Поверхность 20 – свободная.
1.2 Анализ свойств материала детали
Деталь МП90.02.001 Корпус клапанной коробки изготавливается из материала сталь 45 ГОСТ 1050-74 [1]. Данный материал обладает следующими механическими характеристиками:
- придел прочности (не менее) σ
в=590 МПа;
- придел текучести σт=345 МПа;
- относительное удлинение δ=18%;
- относительное сужение ψ=40%.
Химический состав стали 45 представлен в таблице 1.1. Основой сплава является железо.
Таблица 1.1 – Химический состав стали 45, %
| C | Si | Mn | Cr | S | P | Cu | Ni | As |
| не более | ||||||||
| 0.42-0.5 | 0.17-0.37 | 0.50-0.80 | 0.25 | 0.04 | 0.035 | 0.25 | 0.25 | 0.08 |
Сталь 45 обладает следующими технологическими свойствами:
- температура начала ковки - 1250°C;
- температура конца ковки - 700°C;
- свариваемость – трудносвариваемая. Способы сварки: ручная дуговая сварка, контактная сварка. Необходим подогрев и последующая термообработка.
- обрабатываемость резанием – в горячекатаном состоянии при HB 170 - 179 и σв = 640МПа коэффициент обрабатываемости для условий резания резцами из твёрдого сплава составляет Кv тв. спл.=1, коэффициент обрабатываемости для условий резания резцами из быстрорежущей стали составляет Кv б. ст.=1;
- флокеночувствительность – малочувствительна;
- склонность к отпускной хрупкости – не склонна.
1.3 Анализ технологичности конструкции детали
Наиболее рациональным способом получения заготовки является изготовление заготовки из проката. Такая заготовка технологична, так как деталь имеет простой внешний контур. В заготовке, полученной методами обработки металлов давлением невозможно получить предварительные отверстия, так как они имеют малый диаметр.
Деталь достаточно жесткая, имеет технологические базы, размер которых позволяет удобно и надёжно закреплять деталь, что делает возможным обработку детали с экономически выгодными режимами резания.
Все плоскости детали позволяют осуществлять обработку на проход, расположены под прямыми углами друг к другу.
Некоторые отверстия невозможно обработать одновременно на многошпиндельных станках, данный элемент нетехнологичности в настоящее время неактуален, так как многошпиндельное оборудование мало распространено.
Большинство отверстий детали – глухие. Это снижает технологичность детали. Данные отверстия нельзя заменить сквозными, так как отверстия должны быть герметичны.
Форма сквозного отверстия нетехнологична, так как не позволяет обработать его с одной стороны, требуется переустановка.
В конструкции детали присутствуют три сквозных отверстия, расположенных под разными углами к технологическим базам и под углом к плоскостям входа и выхода. Это элемент нетехлогичности, так как обработка этих отверстий требует специальных приспособлений, увеличивается вероятность поломки сверла.
1.4 Выбор способа получения заготовки
Деталь изготавливается из стали 45. Данный материал обрабатывается давлением. Сформируем матрицу влияния факторов (таблица 1.2).
Таблица 1.2 – Матрица влияния факторов.
| Способ изготовления заготовки | Форма заготовки | Точность | Шероховатость | Производительность | Сумма |
| Ковка на молотах | 5 | 4 | 4 | 3 | 16 |
| КГШП | 5 | 3 | 4 | 3 | 15 |
| ГКМ | 3 | 4 | 4 | 3 | 14 |
| Штамповка на гидравлическом прессе | 2 | 5 | 4 | 3 | 14 |
| Заготовка из проката | 5 | 5 | 5 | 5 | 20 |
Из таблицы 1.2 следует, что в данных условиях наиболее выгодны методы штамповка на молотах и заготовка из проката.
Рассчитаем параметры поковки на молотах по методике, приведённой в
Номинальные размеры детали составляют:
- H=81 мм;
- L=105.2 мм;
- B=101.5 мм.
Поковка относится к типу «Бруски, кубики, пластины». Назначим припуски и предельные отклонения:
- H=90±2 мм;
- L=116.2±3 мм;
- B=112.5±3 мм.
Рассчитаем заготовку, полученную разрезкой проката на штучные заготовки. Поверхности детали, определяющие габариты заготовки изображены на рисунке 1.2.