Добавлен: 12.12.2023
Просмотров: 228
Скачиваний: 2
ВНИМАНИЕ! Если данный файл нарушает Ваши авторские права, то обязательно сообщите нам.
Чтобы чертилки было удобно держать в руке, среднюю их часть делают обычно утолщенной и покрывают накаткой.
Для деления прямых линий, углов, окружностей, для построения перпендикуляров в слесарном деле применяются разметочные циркули.
Разметочные линии на вертикальных поверхностях заготовок удобно наносить штангенрейсмусом.
Кернер-центроискатель может применяться только для того, чтобы отыскать центр на торце цилиндрической детали, например, вала. Его нужно установить на торец детали и выровнять так, чтобы он принял вертикальное положение. Ударив по головке кернера молотком, можно получить отметку центра вала.
Чтобы разметка была произведена точно, была хорошо видна и не стиралась, пользоваться нужно хорошо заточенным, исправным разметочным инструментом. Поэтому время от времени нужно затачивать чертилки, циркули и кернеры, которые тупятся чаще всего.
Заточку нужно производить на шлифовальном абразивном круге, который должен быть в слесарной мастерской обязательно. Чертилку можно затачивать, определяя угол заточки на глазок: ее нужно расположить под небольшим углом к поверхности шлифовального круга и заточить на длину 12-15 мм. Острие кернера затачивается под углом 60-70°, угол нужно проконтролировать, измерив его транспортиром или сравнив с шаблоном. Для того чтобы наточить ножки циркуля, их нужно свести вместе и заточить с четырех сторон квадратом на длину 15-20 мм, стремясь к тому, чтобы оба острия сошлись в одну точку. Окончательную доводку ножек циркуля нужно сделать, заточив их поочередно на точильном бруске.
Разметку нужно производить на разметочной плите. Если слесарные работы в домашней мастерской выполняются часто, то лучше всего иметь специальную разметочную плиту, изготовленную из серого чугуна. Ее нужно установить в наиболее светлом месте мастерской или смонтировать над ней источник искусственного освещения, причем желательно, чтобы свет падал на ее поверхность вертикально. Если конструкция крыши мастерской позволяет это сделать, то лучше всего устроить над местом установки разметочной плиты световой фонарь.
Поверхность плиты следует прошлифовать и прошабрить. Боковые поверхности должны быть обработаны и составлять с плоскостью плиты 90°. Хорошо, если плита имеет в нижней части ребра жесткости - это предохранит ее от прогибания.
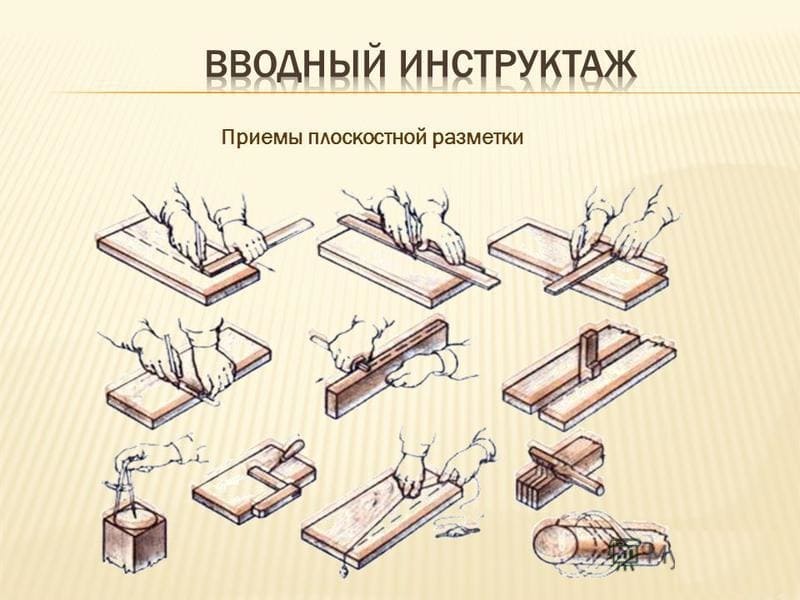
Рисунок 1. Приёмы плоскостной разметки
Техника безопасности при плоскостной разметке:
-
поверхность разметочной плиты должна быть всегда чистой и гладкой; -
необходимо оберегать ее от забоин, царапин и других повреждений; -
установку заготовок (деталей) на плиту и снятие их с плиты необходимо выполнять только в рукавицах; -
заготовки (детали) и приспособления надёжно устанавливать не на краю плиты, а ближе к середине; -
перед установкой заготовок (деталей) проверить плиту на устойчивость; следить за тем, чтобы проходы вокруг разметочной плиты были всегда свободными; проверять надёжность крепления молотка на рукоятке; -
удалять пыль и окалину с разметочной плиты только щёткой, а с крупных плит – метлой; -
по окончании разметочную плиту промыть керосином и протереть сухой чистой тряпкой, смазать маслом и покрыть предохранительной деревянной крышкой.
Тема 2: «Рубка металла»
Рубкой называется слесарная операция, при которой с помощью режущего (зубила, крейцмейселя и др.) и ударного (слесарного молотка) инструмента с поверхности заготовки (детали) удаляются лишние слои металла или заготовка разрубается на части.
В зависимости от назначения обрабатываемой детали рубка может быть чистовой и черновой. В первом случае зубилом за один рабочий ход снимают слой металла толщиной от 0,5 до 1мм, во втором - от 1,5 до 2мм.
Точность обработки, достигаемая при рубке, составляет 0,4...1мм. При рубке осуществляется резание - процесс удаления режущим инструментом с обрабатываемой заготовки (детали) лишнего слоя металла в виде стружки. Режущая часть (лезвие) представляет собой клин (зубило, резец) или несколько клиньев (ножовочное полотно, метчик, плашка, фреза, напильник).
Зубило - это простейший режущий инструмент, в котором форма клина выражена особенно чётко. Чем острее клин, т. е. чем меньше угол, образованный его сторонами, тем меньше усилие потребуется для его углубления в материал. На заготовке различают обрабатываемую и обработанную поверхности, а также поверхность резания. Обрабатываемой называется поверхность, с которой будет сниматься слой материала, а обработанной - поверхность, с которой стружка снята. Поверхность по которой сходит стружка при резании, называется передней, а противоположная задней.
Инструменты для рубки
Режущие инструменты. Слесарное зубило представляет собой стальной стержень, изготовленный из инструментальной углеродистой или легированной стали (У7А, У8А, 7ХФ, 8ХФ). Зубило изготовляют длинной 100, 125, 160, 200 мм, ширина рабочей части соответственно равна 5, 10, 16 и 20 мм. Рабочую часть зубила на длине 0,3...0,5 закаливают и отпускают. Степень закаливания зубила можно определить старым напильником, которым проводят по закалённой части.
Крейцмейсель отличается от зубила более узкой режущей кромкой и предназначен для вырубания узких канавок, шпоночных пазов и т.п. Для вырубания профильных канавок - полукруглых, двугранных и других - применяют специальные крейцмейсели, называемые канавочниками.
Канавочники изготовляют из стали У8А длиной 80, 100, 120, 150, 200, 300 и 350 мм с радиусом закругления 1; 1,5; 2; 2,5 и 3 мм. Заточка инструмента на станке вручную. Заточка зубил и крейцмейселя производится на заточном станке. Перед заточкой инструмента подручник устанавливают как можно ближе к шлифовальному кругу. Зазор между подручником и заточным кругом должен быть не более 2...3 мм, чтобы затачиваемый инструмент не мог попасть между кругом и подручником. Проверка угла заточки инструмента. После заточки зубила или крейцмейселя с режущих кромок снимают заусеницы. Угол заострения проверяют шаблоном, представляющим собой пластинки с угловыми вырезами 70, 60, 45 и 35 градусов.
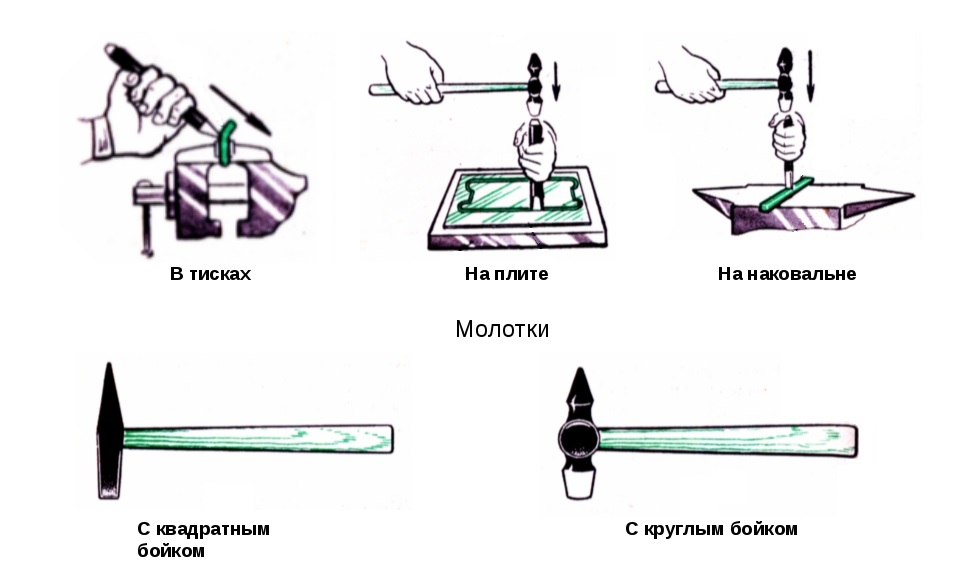
Рисунок 2. Виды рубки металла. Виды молотков.
Техника безопасности при рубке металла:
-
рукоятка ручного слесарного молотка должна быть хорошо закреплена и не иметь трещин; -
при рубке зубилом и крейцмейселем необходимо пользоваться защитными очками; -
при рубке твёрдого и хрупкого металла следует обязательно использовать ограждение: сетку, щиток. -
При рубке надо стоять у станка устойчиво, вполоборота к ним. Левую ногу выставляют на полшага вперед, а правую, которая служит главной опорой, слегка отставляют назад, раздвинув ступни ног под углом примерно 45°. -
Зубило держат в левой руке за среднюю часть стержня несколько ближе к головке. Сильно сжимать зубило в руке не следует. -
Молоток берут правой рукой за рукоятку на расстоянии 15—30 мм от ее конца. Рукоятку обхватывают четырьмя пальцами и прижимают к ладони; большой палец накладывают на указательный, а все пальцы крепко сжимают. Они остаются в таком положении как при замахе, так и при ударе (рис. а).
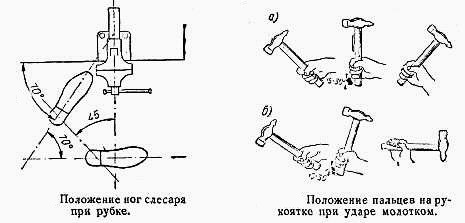
Рисунок 3. Положение ног слесаря при рубке. Положение пальцев на рукоятке при ударе молотком.
-
При другом способе рубки в начале замаха, когда рука движется вверх, рукоятка молотка обхватывается всеми пальцами. В дальнейшем по мере подъема руки вверх мизинец, безымянный и средний пальцы постепенно разжимаются и поддерживают наклоненный назад молоток (рис. б).
Тема 3: «Правка и рихтовка металла»
Правка — слесарная операция по устранению дефектов заготовок в виде вогнутости, выпуклости, коробления, искривления и т.д. Сущность правки заключается в сжатии выпуклого слоя металла и расширения вогнутого слоя. Правку осуществляют в холодном или нагретом состоянии заготовки (в зависимости от ее размеров и материала). Правка может быть ручной или машинной на специальных вальцах или прессах. Различают правку заготовок из листа, профильного металла и труб.
Ручную правку заготовок из листа выполняют на чугунной или стальной плите специальными молотками со сферическим бойком; заготовки из тонкого листа правят молотками со вставным бойком из мягкого металла или деревянным молотком — киянкой.
Наиболее сложна правка листов. Лист укладывают на плиту, линейкой определяют места выпуклостей, границы которых обводят мелом. Схемы нанесения ударов при правке выбирают в зависимости от числа выпуклостей и их расположения. При наличии одной выпуклости в середине листа удары наносят, начиная от края листа по направлению к выпуклости, изменяя силу и место ударов молотком. При правке листа с несколькими выпуклостями удары начинают наносить от промежутка между выпуклостями, постепенно приближаясь к их середине.
Для правки лист кладут на плиту выпуклостью вверх, поддерживая его левой рукой; правой наносят удары молотком. Удары должны быть частыми, но не сильными.
Правку полос, изогнутых по ребру, осуществляют следующим образом: определяют кривизну линейкой или на глаз, отмечая ее границы мелом. Широкой поверхностью полосу кладут на плиту и наносят удары поперек полосы по краю вогнутой стороны. Полоса односторонне вытягивается в результате «разгона» металла, принимая прямолинейную форму. Этот способ применяют при правке уголка с небольшой кривизной полки.
Заготовки круглого сечения (прутки) правят на плите, в призмах или с помощью ручного пресса. Удары молотком наносят по выпуклой части от края изгиба к его средней части. Правку заканчивают легкими ударами, поворачивая деталь вокруг своей оси. Этот способ правки используют и для правки стальных труб.
Когда сила удара молотком не обеспечивает правку, применяют ручные винтовые прессы. На столе пресса устанавливают две призмы, на которых размещают изогнутый вал или трубу так, чтобы призматический наконечник на штоке пресса находился над местом наибольшей кривизны. Плавно вращая маховик, подводят наконечник винта к месту изгиба. Затем винтом нажимают на исправляемый вал.
Профильный металл правят подогревом газопламенной горелкой или резаком. В частности, серповидность выправляют путем формирования зоны подогрева в виде треугольника или трапеции с основанием, обращенным в сторону выпуклости; в процессе остывания происходит деформация заготовки, величина которой определяется площадью и степенью нагрева.
Рихтовка является разновидностью правки. Рихтовку выполняют на термообработанных деталях. Особенность рихтовки заключается в том, что выпрямление детали происходит в результате нанесения ударов носком закругленного и закаленного бойка молотка по вогнутой части детали. Последнюю устанавливают на стальной термообработанной рихтовальной бабке. Рабочая поверхность рихтовальной бабки цилиндрической формы должна иметь сферу радиусом 150…200 мм.
Плоские заготовки рихтуют на плоской правильной стальной плите. Полосу располагают на плите вогнутой стороной вверх. Удары молотком наносят на месте соприкосновения детали с плитой от края вогнутости к ее середине. Силу удара выбирают в зависимости от толщины и кривизны детали.
Техника безопасности при правке и рихтовке металла: