Добавлен: 12.12.2023
Просмотров: 233
Скачиваний: 2
ВНИМАНИЕ! Если данный файл нарушает Ваши авторские права, то обязательно сообщите нам.
Тема 6: «Опиливание металла»
Опиливание — это операция по удалению с поверхности заготовки слоя материала при помощи режущего инструмента — напильника, целью которой является придание заготовке заданных формы и размеров, а также обеспечение заданной шероховатости поверхности. В большинстве случаев опиливание производят после рубки и резания металла ножовкой, а также при сборочных работах для пригонки детали по месту. В слесарной практике опиливание применяется для обработки следующих поверхностей:
-
плоских и криволинейных; -
плоских, расположенных под наружным или внутренним углом; -
плоских параллельных под определенный размер между ними; -
фасонных сложного профиля.
Кроме того, опиливание используется для обработки углублений, пазов и выступов.
Различают черновое и чистовое опиливание. Обработка напильником позволяет получить точность обработки деталей до 0,05 мм, а в отдельных случаях и более высокую точность. Припуск на обработку опиливанием, т. е. разница между номинальным размером детали и размером заготовки для ее получения, обычно небольшой и составляет от 1,0 до 0,5 мм.
Инструменты, применяемые при опиливании:
Основными рабочими инструментами, применяемыми при опиливании, являются напильники, рашпили и надфили.
Напильники представляют собой стальные закаленные бруски, на рабочих поверхностях которых нанесено большое количество насечек или нарезок, образующих режущие зубья напильника. Эти зубья обеспечивают срезание с поверхности заготовки небольшого слоя металла в виде стружки. Напильники изготавливают из инструментальных углеродистых сталей марок У10, У12, У13и инструментальных легированных сталей марок ШХ6, ШХ9, ШХ12.
Насечки на поверхности напильника образуют зубья, причем чем меньше насечек на единицу длины напильника, тем крупнее зубья. По виду насечек различают напильники с одинарной (рис. 7, а), двойной (перекрестной) (рис. 7, б) и рашпильной (рис. 7, в) насечками.
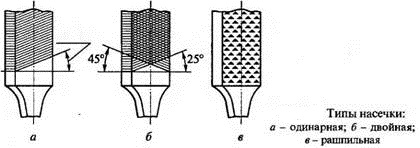
Рисунок 7. Типы насечки.
Напильники с одинарной насечкой срезают металл широкой стружкой, равной всей длине зуба, что требует приложения больших усилий. Такие напильники применяются для обработки цветных металлов, их сплавов и неметаллических материалов.
Напильники с двойной насечкой имеют основную насечку (более глубокую) и нанесенную поверх нее вспомогательную (более мелкую), которая обеспечивает дробление стружки по длине, что снижает усилия, прикладываемые к напильнику при работе. П1аг нанесения основной и вспомогательной насечек неодинаков, поэтому зубья напильника располагаются друг за другом по прямой, составляющей с осью напильника угол 5 Такое расположение зубьев на напильнике обеспечивает частичное перекрытие следов от зубьев на обработанной поверхности, что уменьшает ее шероховатость.
Напильники с рашпильной насечкой (рашпили) имеют зубья, которые образуются выдавливанием металла из поверхности заготовки напильника при помощи специального насекательного зубила. Каждый зуб рашпильной насечки смещен относительно расположенного впереди зуба на половину шага. Такое расположение зубьев на поверхности напильника обеспечивает уменьшение глубины канавок, образованных зубьями, за счет частичного перекрытия следов зубьев на поверхности заготовки, что облегчает резание. Рашпили применяют для опиливания мягких материалов (баббит, свинец, дерево, каучук, резина, некоторые виды пластмасс).
Насечки на поверхности напильника получают различными методами: насеканием на специальных станках, фрезерованием и протягиванием. Независимо от способа получения насечки зубья, образованные на поверхности напильника, имеют форму режущего клина, геометрическая форма которого определяется углом заострения р>, задним углом, а передним углом и углом резания.
Передний угол — это угол между передней поверхностью зуба и плоскостью, проходящей через его вершину перпендикулярно оси напильника. Угол заострения — это угол между передней и задней поверхностями зуба. Задний угол — это угол между задней поверхностью зуба и касательной к обработанной поверхности. Угол резания — это угол между передней поверхностью зуба и плоскостью обработанной поверхности.
Напильники классифицируются в зависимости от числа насечек на 10 мм длины напильника на 6 классов Насечки имеют номера от 0 до 5, при этом чем меньше номер насечки, тем больше расстояние между насечками и соответственно крупнее зуб. Выбор номера напильника зависит от характера работ, которые будут им выполняться. Чем выше требования к точности обработки и шероховатости обработанной поверхности, тем более мелким должен быть зуб напильника.
Для грубого чернового опиливания (шероховатость Rz 160… 80, точность 0,2…0,3 мм) применяются напильники 0-го и 1-го классов (драчёвые), имеющие от 5 до 14 зубьев на 10 мм насеченной части в зависимости от длины напильника.
Для выполнения чистовой обработки (шероховатость Rz 40… 20, точность 0,05…0,1 мм) используются напильники с более мелким зубом 2-го и 3-го классов (личные), имеющие от 8 до 20 насечек на 10 мм длины насеченной части напильника.
Для пригоночных, отделочных и доводочных работ (шероховатость поверхности Ra 2,5… 1,25, точность 0,02…0,05 мм) применяются напильники с мел) ими и очень мелкими зубьями 4-го и 5-го классов (бархатные), имеющие от 12 до 56 насечек на 10 мм длины насеченной части.
Для выполнения слесарных работ предназначены напильники с двойной насечкой, выполненной методом насекания. Такие напильники изготовляют с различной формой поперечного сечения, которая выбирается в зависимости от формы обрабатываемой поверхности.
-
Плоские напильники (рис. 8, а, б) — для опиливания плоских и выпуклых широких наружных поверхностей и распиливания прямоугольных отверстий; -
Квадратные напильники (рис. 8, в) — для распиливания квадратных и прямоугольных проемов, прямоугольных пазов и узких плоских наружных поверхностей; -
Трехгранные напильники (рис. 8, г) — для распиливания отверстий и пазов с углами более 60°;
-
Круглые напильники (рис. 8, д) — для распиливания круглых и овальных отверстии, а также вогнутых поверхностей малого радиуса закругления, которые не могут быть обработаны полукруглым напильником; -
Полукруглые напильники (рис. 8, е) — для опиливания вогнутых поверхностей большого радиуса закругления и галтелей; -
Ромбические напильники (рис. 8, ж) — для опиливания зубьев зубчатых колес, звездочек, для распиливания профильных пазов и поверхностей, расположенных под острыми углами; -
Ножовочные напильники (рис. 8, з) — для опиливания внутренних углов менее 10°, а также клиновидных канавок, узких пазов, зубьев зубчатых колес, плоских поверхностей и отделки углов в трехгранных, прямоугольных и квадратных отверстиях.

Рисунок 8. Формы поперечного сечения напильников и обрабатываемых поверхностей.
Рашпили по форме поперечного сечения могут быть плоские тупоконечные (рис. 9, а), плоские остроконечные (рис. 9, б), круглые (рис. 9, в) и полукруглые (рис. 9, г). Рашпили изготавливают с мелкой и крупной насечкой.
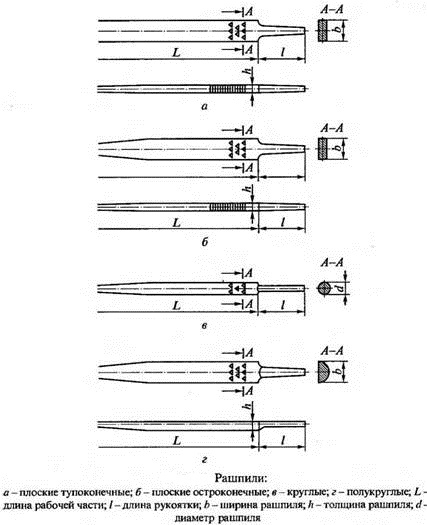
Рисунок 9 Виды рашпилей.
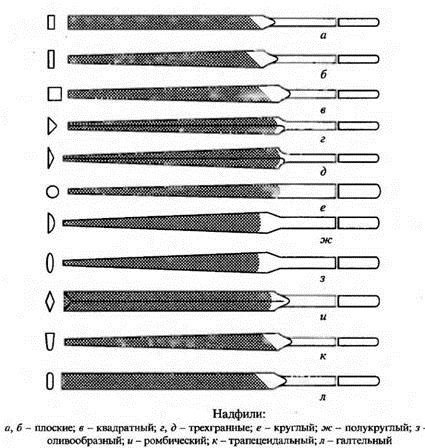
Рисунок 10. Виды надфилей
Профиль поперечного сечения напильника выбирается в зависимости от формы опиливаемой поверхности:
-
плоский, плоская сторона полукруглого — для опиливания плоских и выпуклых криволинейных поверхностей; -
квадратный, плоский — для обработки пазов, отверстий и проемов прямоугольного сечения; -
плоский, квадратный, плоская сторона полукруглого — при опиливании поверхностей, расположенных под углом 90°; -
трехгранный — при опиливании поверхностей, расположенных под углом свыше 60°; -
ножовочный, ромбический — для опиливания поверхностей, расположенных под углом свыше 10°; -
трехгранные, круглые, полукруглые, ромбические, квадратные, ножовочные — для распиливания отверстий (в зависимости от их формы).
Длина напильника зависит от вида обработки и размеров обрабатываемой поверхности и должна составлять:
-
100… 160 мм — для опиливания тонких пластин; -
160…250 мм — для опиливания поверхностей с длиной обработки до 50 мм; 250…315 мм с длиной обработки до 100 мм; 315… 400 мм — с длиной обработки более 100 мм; -
100…200 мм — для распиливания отверстий в деталях толщиной до 10 мм; -
315 …400 мм — для чернового опиливания; -
100… 160 мм — при доводке (надфили).
Номер насечки выбирается в зависимости от требований к шероховатости обработанной поверхности.
Техника безопасности при опиливании металла:
-
Заготовка должна быть прочно зажата в тисках. -
Нельзя работать напильником с расколотой ручкой. Ручка должна быть хорошо насажена на хвостовик напильника. -
Нельзя касаться ручкой инструмента детали, закрепленной в тисках, так как это нарушает прочность её насадки. -
Нельзя охватывать носок напильника левой рукой. -
Запрещается сдувать стружки, удалять их голыми руками. Для этого есть щетка-сметка.
Тема 7: «Клёпка»
Клепка – это операция получения неразъемного соединения материалов с использованием стержней, называемых заклепками. Заклепка, заканчивающаяся головкой, устанавливается в отверстие соединяемых материалов. Выступающая из отверстия часть заклепки расклепывается в холодном или горячем состоянии, образуя вторую головку.
Заклепочные соединения применяются:
в конструкциях, работающих под действием вибрационной и ударной нагрузки, при высоких требованиях к надежности соединения, когда сварка этих соединений технологически затруднена или невозможна;
когда нагревание мест соединения при сварке недопустимо вследствие возможности коробления, термических изменений в металлах и появляющихся значительных внутренних напряжениях;
в случаях соединения различных металлов и материалов, для которых сварка неприменима.
Для выполнения заклепочных соединений применяются следующие виды заклепок: с полукруглой головкой, с потайной головкой, с полупотайной головкой, трубчатая, взрывная, разрезная (рис. 29). Кроме того, применяются заклепки с плоскоконической головкой, с плоской головкой, с конической головкой, с конической головкой и подголовкой, с овальной головкой.
Заклепки изготавливаются из углеродистой стали, меди, латуни или алюминия. При соединении металлов подбирают заклепку из того же материала, что и соединяемые элементы.
Заклепка состоит из головки и цилиндрического стержня, называемого телом заклепки. Часть заклепки, выступающая с другой стороны соединяемого материала и предназначенная для формирования замыкающей головки, называется ножкой.
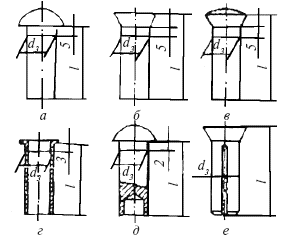
Рисунок 18. Заклепки: Заклепки:
а – с полукруглой головкой; б – с потайной головкой; в– с полупотайной головкой; г – трубчатая; д – взрывная; е – разрезная