Файл: Курсовой проект Технологический процесс изготовления детали ступица в условиях серийного производства Студентка группы.docx
ВУЗ: Не указан
Категория: Не указан
Дисциплина: Не указана
Добавлен: 12.12.2023
Просмотров: 132
Скачиваний: 4
ВНИМАНИЕ! Если данный файл нарушает Ваши авторские права, то обязательно сообщите нам.
Коэффициент унификации
 Кун =
Кун = , (4)
, (4)где Qэ – количество поверхностей
Qуэ – количество унифицированных элементов
Кун =
 =0,86
=0,86По коэффициенту унификации деталь технологична, так как Куэ > 0,6
Коэффициент точности обработки
Кm=1-
 (5)
(5)где Аср – средний квалитет точности
А
 =
= (6)
(6)где ni – квалитет точности
Aср=
 =
= =
= =10,3
=10,3Кₘ=1-
 =0,9
=0,9По коэффициенту точности обработки деталь технологична, так как Кm > 0,8
Коэффициент шероховатости поверхности :
 (7)
(7)где Бср – средняя шероховатость поверхности
Бср =
 (8)
(8)где ni – количество поверхностей i-го класса шероховатости
Бср =
 =
=  = 5,7
= 5,7 Кш=
Кш= =0,18
=0,18По коэффициенту шероховатости деталь технологична, так как Кш < 0,32
Согласно результатам количественной оценки детали, ступица можно сделать вывод, что деталь достаточно технологична.
1.3.Определение типа производства и расчет партии детали.
Серийное производство – это тип производства, характеризующийся ограниченной номенклатурой изделий, изготовляемых или ремонтируемых периодически повторяющимися партиями, и сравнительно большим объемом выпуска.
Серийное производство является основным типом современного производства, и предприятиями этого типа выпускается в настоящее время 75-80% всей машиностроительной продукции. По всем технологическим и производственным характеристикам серийное производство занимает промежуточное положение между единичным и массовым производством.
При среднесерийном производстве специализация ограничивается более узкой номенклатурой, а производственные линии и цехи имеют предметную и технологическую специализацию. Подготовка производства так же выделяется из основного производственного процесса. К среднесерийному производству относятся – станкостроение, двигателестроение, многие виды проката черных и цветных металлов.
По исходным данным годовой объем выпуска N = 500 шт.
Исходя из массы детали
 =9,67 кг, и ее годового объема выпуска, тип производства, определяем по таблице. Выбираем среднесерийное.
=9,67 кг, и ее годового объема выпуска, тип производства, определяем по таблице. Выбираем среднесерийное.Таблица 5 . Выбор типа производства при механической обработке деталей.
| Тип производства | Годовой объем выпуска деталей N в штуках | ||
| Тяжелых m>100 кг | Средних 10 | Мелких m<10 кг | |
 единичное единичное | До 5 | До 10 | До 100 |
| мелкосерийное | 5-100 | 10-200 | 100-500 |
| среднесерийное | 100-300 | 200-500 | 500-5000 |
| крупносерийное | 300-1000 | 500-5000 | 5000-50 000 |
| массовое | Более 1000 | Более 5000 | Более 50 000 |
| Число дней запаса f | 2-3 | 4-8 | 9-12 |
В серийном производстве размер операционной партии из расчета суточного задания рассчитывается по формуле:
 , (9)
, (9) Где N – годовой объем выпуска;
Где N – годовой объем выпуска;F – число рабочих дней в году;
f – число дней запаса деталей на складе.
n =
 ‧ 12 = 24,19 шт.
‧ 12 = 24,19 шт.Размер партий детали «Ступица» составляет 24,19 шт.
2.Специальная часть
2.1.Выбор метода получения заготовки.
В базовом варианте заготовка представляет из себя сборочный узел, изготовленный п
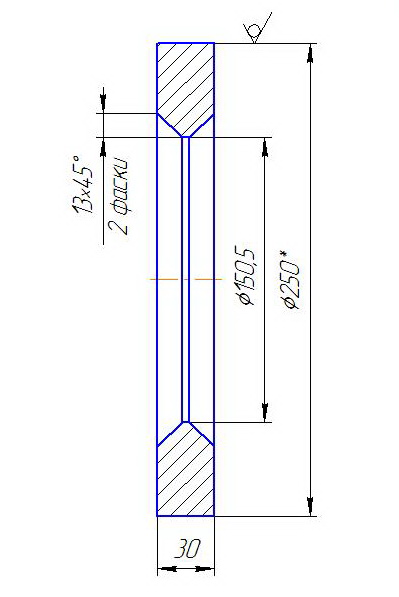
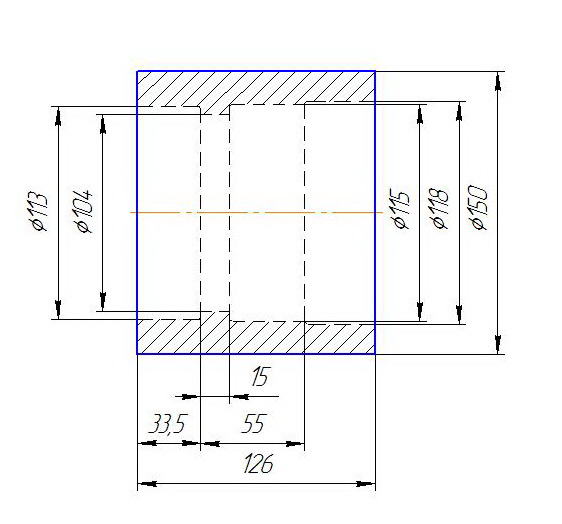
утем сварки двух деталей «Втулка» и «Фланец».
«Фланец» 84707С-3104015.2 «Втулка» 84707С-3104015.
Д
еталировка заготовки
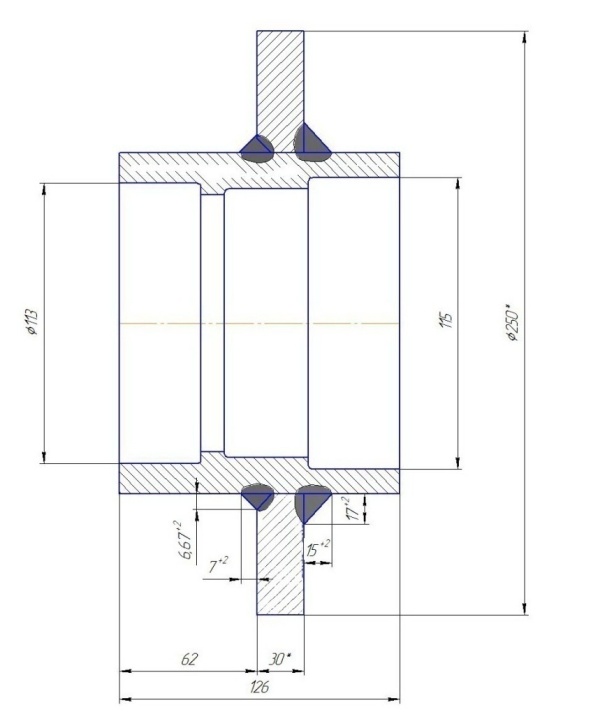
Заготовка детали (сварной вариант)
Достоинством этого метода получения заготовки является:
 а) возможность получения заготовки из сортового проката, и, как следствие быстрота запуска новой детали в производство;
а) возможность получения заготовки из сортового проката, и, как следствие быстрота запуска новой детали в производство;б) возможность размещения заказа на изготовление заготовки детали «Ступица» практически на любом предприятии, даже при отсутствии литейного или кузнечно-штампового оборудования.
Недостатками такого метода получения заготовки являются:
а) высокая трудоемкость изготовления деталей «Втулка» и «Фланец» - требуется предварительная механическая обработка внутренних поверхностей;
б) необходимость изготовления сборочно-сварочного приспособления;
в) погрешности базирования детали «Фланец» относительно детали «Втулка» и, как следствие увеличение припусков на обработку;
г) дополнительные операции сварки и термообработки.
Все это сказывается на увеличении себестоимости детали.
Считаем, что заготовку детали «Ступица» возможно получить и другими более производительными методами: например литьем или горячей штамповкой. Это должно снизить себестоимость заготовки, уменьшить припуски на механообработку, снизить трудоемкость, повысить работоспособность детали «Ступица».
В качестве проектного метода получения заготовки выберем штамповку в закрытом штампе на кривошипном горячештамповочном прессе.
2.1.1.Виды исходных заготовок.
Для изготовления заготовки можно назначить два метода:
- штамповка;
- прокат.
Штамповка - это пластическая обработка металлов рабочей частью штампа для придания телу заданных форм и размеров. Штамповка позволяет максимально приблизить исходную форму заготовки к размерам готовой детали.
 Прокат – его основное достоинство — дешевизна. Он изготавливается из стали и цветных металлов в виде прутков с различной формой поперечного сечения (круг, квадрат, шестигранник, труба, угольник, тавр и т. п.). Заготовки из проката нашли самое широкое применение благодаря своей простоте и дешевизне.
Прокат – его основное достоинство — дешевизна. Он изготавливается из стали и цветных металлов в виде прутков с различной формой поперечного сечения (круг, квадрат, шестигранник, труба, угольник, тавр и т. п.). Заготовки из проката нашли самое широкое применение благодаря своей простоте и дешевизне. Степень сложности определяется по формуле:
 (10)
(10)где Gп – масса поковки;
Gф – масса фигуры.
Для расчета массы заготовки методом штамповки весь чертеж детали разбивается на отдельные геометрические фигуры, для того чтобы можно было посчитать объём каждой фигуры.
-
L=62*1.05=65.1
D=160*1.05=168
Vц=
 *L*7.85*10ˉ⁶=
*L*7.85*10ˉ⁶= *65.1*7.85*10ˉ⁶=11.32
*65.1*7.85*10ˉ⁶=11.32-
L=15*1.05=15.75
D=250*1.05=262.5
Vц=
*L*7.85*10ˉ⁶= *15.75*7.85*10ˉ⁶=0.72
*15.75*7.85*10ˉ⁶=0.723) L=44*1.05=46.2
D=172*1.05=180.6
Vц=
 *46,2*7,85*10ˉ⁶=9,29
*46,2*7,85*10ˉ⁶=9,29V=11.32+0.72+9.29=21.33
После расчета объема и массы фигуры определить степень сложности и назначить припуски на заготовку.
Степень сложности характеризуется следующими величинами:
С1 – св. 0,63 до 1,00; С3 – св. 0,16 до 0,32;
С2 – св.0,32 – 0,63; С4 – до 0,16.
По таблицам ГОСТ 7505 – 74 назначаются припуски на все поверхности, подлежащие обработке. Поэтому же ГОСТу назначаются предельные отклонения на все размеры заготовки. Данные по припускам и предельным отклонениям сводим в таблицу 6. В таблицу также включаем припуски, которые учитывают:
- смещение от поверхности разъема штампа 0,3 мм;
- изогнутость, отклонение от плоскости и параллельности 0,5 мм.
С=
 =
= =0,72- С₁- степень сложности
=0,72- С₁- степень сложностиОпределим массу поковки :
 (11)
(11)
 - масса детали
- масса детали - рассчетный коэффициент ; 1,3-1,6
- рассчетный коэффициент ; 1,3-1,6 = 15,47
= 15,47Таблица 6. Припуски на обработку поверхностей
| Поверхности | Общий припуск, мм | Размеры заготовки | |
| Расчетные | Исполнительные | ||
| Ø160˗₁ | (2,3+0,3+0,5)*2=6,2 | Ø166,2 |  |
| Ø120Р7 | (2,2+0,3+0,5)*2=6,0 | Ø114 |  |
| Ø115 | (1,7+0,3+0,5)*2=5 | Ø120 |  |
| Ø125Р7 | (2,3+0,3+0,5)*2=6,1 | Ø118,9 |  |
| Ø146 | (1,8+0,3+0,5)*2=5,2 | Ø151,2 |  |
| Ø172h10 | (2,3+0,3+0,5)*2=6,2 | Ø178,2 |  |
| Ø250 | (2,0+0,3+0,5)*2=5,6 | Ø255,6 |  |
| 120±0,7 | (1,8+0,3+0,5)*2=5,2 | Ø125,2 |  |
| Ø22H9 | (2,1+0,3+0,5)*2=6,0 | Ø16 |  |