Файл: Отчет по учебной практике утэк 13. 02. 11. Уп 21 03 000 Игольников С. А. Бригадир Ишдавлетов С. Р.docx
Добавлен: 09.01.2024
Просмотров: 234
Скачиваний: 6
ВНИМАНИЕ! Если данный файл нарушает Ваши авторские права, то обязательно сообщите нам.
Шейка сверла, соединяющая рабочую часть с хвостовиком, имеет меньший диаметр, чем диаметр рабочей части.
Свёрла бывают оснащённые пластинками из твёрдых сплавов, с винтовыми, прямыми и косыми канавками, а также с отверстиями для подвода охлаждающей жидкости, твёрдосплавных монолитов, комбинированных, центровочных и перовых свёрл.
Наружная резьба выполняется на токарных станках при помощи плашек (нарезание конической резьбы, треугольной и цилиндрической резьбы), гребёнок (для серийного производства для резки сквозной резьбы), резцов (для очень точной и качественной резьбы). Круглые плашки используются при заготовительных, монтажных работах для резки наружной резьбы в один проход с диаметром до 52 мм.
Нарезание внутренней резьбы выполняют следующим образом. Деталь с готовым отверстием жестко закрепляют, например, в тисках. Затем рабочую часть чернового метчика покрывают смазкой, вставляют инструмент заборной частью в отверстие и плавным поворотом воротка начинают нарезать резьбу внутри детали.
Клёпкой называется процесс соединения двух или нескольких деталей с помощью заклёпок. Этот вид соединения относится к группе не разъёмных, так как разъединение склёпанных деталей возможно только путём разрушения заклёпки.
Назначение клепки.
Заклёпочные соединения применяются при изготовлении металлических конструкций мостов, ферм, рам, балок, а также в самолётостроении, котлостроении, судостроении и т. д.
Основные виды заклёпок:
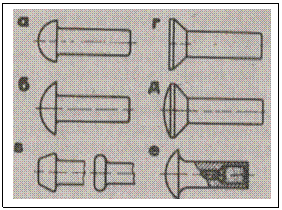 Заклёпка – это цилиндрический металлический стержень с головкой определённой формы. Головка заклёпки, высаженная заранее, т. е. изготовленная вместе со стержнем, называется закладной, а образующаяся во время клёпки из части стержня, выступающего над поверхностью склёпываемых деталей, - замыкающей.
Заклёпка – это цилиндрический металлический стержень с головкой определённой формы. Головка заклёпки, высаженная заранее, т. е. изготовленная вместе со стержнем, называется закладной, а образующаяся во время клёпки из части стержня, выступающего над поверхностью склёпываемых деталей, - замыкающей.Виды заклепочных швов.
Место соединения деталей заклёпками называется заклёпочным швом, которые делятся на три вида.
Прочный шов имеет несколько рядов заклёпок и применяется при клёпке балок, колонн, мостов и т. д.
Плотный шов применяют для герметических конструкций (резервуаров не подвергающихся высоким давлениям) при небольших нагрузках. Для герметичности шва используют прокладки из пропитанной олифой бумаги или ткани. Выполняют клёпку холодным способом.
Прочноплотный шов выполняют горячей клёпкой с помощью клепальных машин с последующей подчеканкой головок заклёпок и кромкой листов. Заклёпочные швы делятся на однорядные, двухрядные и многорядные, а в зависимости от расположения заклёпок – на параллельные и шахматные.
Инструмент при клепке.
При ручной клёпке применяют слесарные молотки с квадратным бойком, поддержки, обжимки, натяжки и чеканы.
Выбор заклёпок. Независимо от применяемых инструментов и приспособлений склёпываемые детали располагают таким образом, чтобы закладные головки заклёпок находились сверху. Это позволяет вставлять заклёпки предварительно.
Пайка – это процесс получения неразъёмного соединения материалов с нагревом ниже температуры их автономного расплавления путём смачивания, растекания и заполнения зазора между ними расплавленным припоем и сцепления их при кристаллизации шва.
Лужением называется покрытие поверхности металлических изделий тонким слоем олова или сплавом на основе олова. Цинкование производится способом холодного электролитического или горячего покрытия металлических изделий тонким слоем цинка.
Назначение и область применения пайки и лужения.
В практике выполнения электромонтажных работ при ремонте электрооборудования и эксплуатации электроустановок, наряду со сваркой, для соединения между собой деталей из однородных и разнородных металлов применяется пайка. Соединение металлов и деталей методом пайки имеет ряд преимуществ перед соединением их сваркой. Главные преимущества заключаются в следующем: соединяемые детали нагреваются до температур, при которых их структура и механическая прочность не изменяются; при соединении деталей и узлов отпадает необходимость в дополнительной обработке мест соединения (как это осуществляется при сварке); оборудование 'И приспособления, применяемые при пайке, значительно дешевле, чем при сварке; с помощью пайки можно изготовить сложные узлы и детали из различных материалов и сплавов, простых по форме и способу изготовления; высокая прочность соединения; не происходит коробления и деформации соединяемых деталей. К недостаткам пайки по сравнению со сваркой следует отнести относительную сложность технологического процесса и относительно большую затрату труда на выполнение равноценных соединений.
Пайка в электромонтажном производстве и при ремонтных работах применяется только в тех случаях, если не может быть применена электросварка или если пайка является единственным способом соединения деталей, например: пайка петушков обмотки электрических машин, пайка кабельных муфт и др.
Лужение и цинкование применяются, например, в слесарном деле при производстве бытовых изделий
, в пищевой промышленности, в строительстве как средство для защиты от коррозии, окисления и образования химических соединений, вредных для здоровья и разрушающих металл.
Необходимые материалы и инструмент при пайке и лужении.
Для пайки припоем необходимы паяльники, припои, а также очищающие, травящие и предупреждающие окисление поверхности во время пайки средства.
Паяльник – это ручной инструмент различной формы и массы. Часть паяльника, которой непосредственно паяют, выполняется из меди. Нагрев медной части паяльника можно производить с помощью электричества (электрический паяльник), над газовым пламенем (газовый паяльник) или в горне.
Для нагрева паяльников и некоторого прогрева соединяемых металлов могут применяться паяльные бензиновые лампы
Припои – это качество, прочность и эксплуатационная надёжность паяльного соединения.
Флюсы применяют для удаления оксида химических веществ. Флюсы улучшают условия смачивания поверхности, растворяя имеющиеся на поверхности паяемого металла и припоя оксидные плёнки.
5.Запрессовка, выпрессовка
Для запрессовки и выпрессовки применяют прессы различных конструкций: гидравлические, верстачные реечные, верстачные винтовые (рис. 1, а, б, в). Верстачные реечные и верстачные винтовые применяют для выпрессовки втулок, пальцев и других небольших Деталей. Выпрессовку и запрессовку больших деталей выполняют при помощи гидравлических прессов.
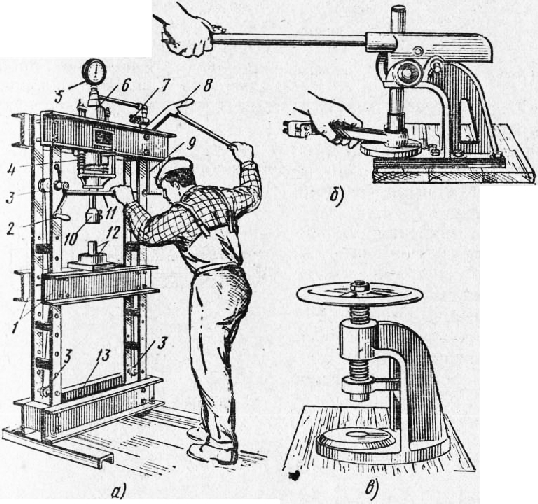
Рис. 1. Прессы: а — гидравлический, б — верстачный реечный, в — верстачный винтовой; 1 — подъемный стол, 2 — рукоятка подъема стола, 3 — ролики для наматывания троса, 4 — подъемная пружина, 5 — манометр, 6 — цилиндр, 7 — спускной вентиль, 8 — рычаг насоса, 9 — бачок для масла, 10 — шток, 11 — маховик, 12 — запрессовываемая деталь, 13 — станина
Вращая маховик, опускают шток до упора в деталь. После этого при помощи рычага приводят в действие насос, накачивающий масло из бачка в цилиндр пресса. Под давлением масла поршень и соединенный с ним шток опускаются. Перемещаясь, шток запрессовывает (или выпрессо-вывает) деталь. По окончании работы открывают вентиль и поршень пружиной поднимается вверх вместе со штоком. Масло из цилиндра перепускается обратно в бачок.
6.Сборка и разборка разъёмных соединений
В процессе текущего ремонта машин выполняется большой объем разборочно-сборочных работ. Соблюдение технологий этих работ позволяет улучшить качество ремонта и снизить его себестоимость за счет более полной сохранности деталей. При этом выделяются основные операции — по разборке-сборке соединений и вспомогательные — по съемке, перемещению, установке или укладке снятых сборочных единиц и деталей.
Соединения деталей ремонтируемых машин классифицируются следующим образом
Наиболее весомы в конструкции машин резьбовые соединения (РС), составляющие около 70% для тракторов и автомобилей. В зависимости от условий эксплуатации РС классифицируются на три группы
-
тяжелую, когда РС расположенные снаружи машины, работают в условиях запыленности, загрязненности и повышенной коррозии; -
среднюю, когда РС расположены снаружи машины, но закрыты кожухами и т.д.; -
легкую, когда РС расположены внутри корпусов и находятся в масляной ванне.
В зависимости от назначения РС разделяются на ответственные и неответственные. Первые применяются для крепления высоконагруженных деталей и изготавливаются с повышенной точностью и из качественных сортов стали. Для большинства из них при ремонте не допускается обезличивание (болты и гайки шатунных крышек, коренных крышек и т.д.).
Шпильки вывертывают только при острой необходимости.
Это относится к болтовым соединениям в передней подвеске автомобилей, где широко применяются болты и гайки из легированных сталей типа 40Х. Такие болты имеют клеймо на торце головки болта. Болты крепления карданного вала и т.д.
Правила разборки:
1) при затруднении разборки РС применяют:
-
отстукивание граней гайки частыми, но мягкими ударами; -
смачивание места соединения керосином или уксусной кислотой; -
нагрев гайки;
2) крепежные детали следует устанавливать на свои места;
3) в многопозиционных креплениях деталей, особенно из хрупких материалов (чугун), сначала отпускаются все болты (гайки) на пол-оборота, а затем полностью.
| | |
Правила сборки:
1) перед сборкой детали РС проверяют на соответствие техническим
требованиям:
-
оси стержней болтов, шпилек должны быть прямолинейными; -
опорные поверхности гайки или головки болта должны быть перпендикулярны оси резьбы; -
на резьбовой поверхности не должно быть сорванных витков, забоин, вмятин, трещин; -
не допускается смятие граней гаек и болтов; -
в групповых резьбовых соединениях все гайки, болты или винты должны быть одного размера «под ключ»; -
должна соблюдаться установленная техническими требованиями последовательность и очередность (от середины к краю, крест накрест), а также момент затяжки; -
после затяжки гайки стержень шпильки должен выступать не менее чем на 2 шага резьбы;
7.Комплексная работа
Комплексная работа - это индивидуальная, ограниченная по времени письменная работа, где учащимся предлагается выполнить задания, направленные на выявление функциональной грамотности (способности) применять знания в разнообразных контекстах по заявленным критериям.
7.1 Разборка сборка электродвигателя
Порядок разборки электродвигателя при ремонте следующий:
1. Снимают шкив или полумуфту.
2. Снимают крышки подшипников качения, отпускают хомуты траверс, отвинчивают гайки со шпилек, стягивающих фланцы шарикоподшипников.
3. Выпускают масло из подшипников скольжения.
4. Снимают подшипниковые щиты.
5. Вынимают ротор электродвигателя.
6. Снимают с вала подшипники качения, вытаскивают из щитов втулки или вкладыши подшипников скольжения.
7. Промывают бензином или керосином щиты, подшипники, траверсы, вкладыши, масленки, уплотнения и т. п.
8. Очищают обмотки от пыли или продувают их очищенным сжатым воздухом.
9. Загрязненные обмотки после продувки протирают чистой тряпкой, смоченной в бензине.
10. Производят распайку соединений и вынимают обмотки из пазов.
Разборку электродвигателя следует проводить так, чтобы не повредить отдельных деталей. Поэтому при разборке не разрешается применять слишком больших усилий, резких ударов, пользоваться зубилами.
При разборке электродвигателя все мелкие детали складывают в специальный ящик. Каждая деталь электродвигателя должна иметь бирку, на которой указывают номер ремонтируемого электродвигателя. Болты и шпильки после разборки лучше ввернуть на свои места, что предотвратит возможную их утерю.
Шкив, полумуфту и шарикоподшипник снимают с вала при помощи стяжки. Желательно чтобы стяжка была с тремя скобами.
Порядок сборки электродвигателей
Сборку электродвигателя начинают со сборки отдельных узлов. В подшипниковые щиты запрессовывают перезалитые вкладыши или выточенные заново втулки. Их надо предварительно пришабрить по валу и выпилить в них по старым размерам канавки для смазки и прорези для смазочных колец.
Вкладыши и втулки запрессовывают в щит при помощи небольшого винтового или гидравлического пресса или осторожными ударами молотка через прокладку. При этих операциях сборки особенно опасны перекосы, которые могут привести к заклиниванию втулок и вкладышей.
Шарикоподшипники необходимо туго посадить на вал. Для облегчения этой операции подшипник нагревают в масляной ванне до температуры 70 - 75°. При этом подшипник расширяется и легче надевается на вал электродвигателя. При нагревании подшипник не рекомендуется ложить на дно ванны, а надо подвешивать его на проволоке. Подогревать подшипник в пламени паяльной лампы не рекомендуется чтобы не допустить отпуск стали подшипника.