Файл: Методическое пособие для обучающихся (по выполнению контрольной работы 1) по заочной форме обучения.docx
ВУЗ: Не указан
Категория: Не указан
Дисциплина: Не указана
Добавлен: 12.01.2024
Просмотров: 225
Скачиваний: 2
ВНИМАНИЕ! Если данный файл нарушает Ваши авторские права, то обязательно сообщите нам.
Тема 4.2 Фрезерование пазов и уступов
Принцип фрезерования плоскостей, пазов и уступов. Конструкция и геометрия концевых, дисковых и прорезных фрез. Выбор конструкции и геометрии фрез. Определение конструктивных размеров фрез, числа зубьев фрезы.
ВОПРОСЫ ДЛЯ САМОПРОВЕРКИ
-
Какие конструктивные особенности у фрез: цилиндрических, торцовых, дисковых, концевых, фасонных? По каким условиям производят назначение фрез для обработки?
ЗАДАНИЕ 5
ВЫПОЛНЕНИЕ РАСЧЕТА РЕЖИМОВ РЕЗАНИЯ ПРИ ФРЕЗЕРОВАНИИ ШПОНОЧНОГО ПАЗА ШПОНОЧНОЙ ФРЕЗОЙ
1. Цель работы
1.1. Приобретение навыков назначения режимов резания, выбора режущего инструмента и расчета основного времени.
2. Содержание работы
2.1. Записать данные своего варианта;
2.2. Выбор режущего инструмента, выполнение расчета режимов резания;
2.3. Оформление работы.
3. Перечень принадлежностей
3.1. Бумага писчая. Формат А-4 - 4л.;
3.2. Калькулятор, выполняющий функции yx
3.3. Прикладная программа КОМПАС 3D V13
4. Общие сведения
По конструкции различают фрезы концевые с цилиндрическим и коническим хвостовиком по ГОСТ 9140-78. Материал для изготовления цельных фрез сталь Р18, Р6М5, сборных с пластинами твердого сплава ВК8, ВК6, Т15К6, Т5К10 и т.д. ГОСТ 6396-78 и шпоночные цельные твердосплавные ГОСТ 16463-80
5. Порядок работы
5.1. Запись данных своего варианта (см. таблицу 14);
5.2. Выбор режущего инструмента фрезы концевые; тип хвостовика; материал режущей части; количество зубьев [8. табл. 73,74,75,76 стр.177-179]
5.3. Назначение режима резания.
1. Устанавливаем глубину резания t=0,2 мм
2. Устанавливаем ширину фрезерования B
3. Назначаем подачу на зуб Sz мм/зуб [8. табл. 38 стр.286]
4. Определяем скорость главного движения резания
V =

, м/мин
Значения коэффициента Сv и показателей степени [8табл. 39 стр.286-290]
Значение периода стойкости Т [8. табл. 40 стр.290]
Общий поправочный коэффициент на скорость резания

Км [8. табл. 1-4 стр.261-263]- коэффициент, учитывающий качество обрабатываемого материала
Кп [8 табл. 5 стр.263] – коэффициент, учитывающий состояние поверхности заготовки
Ки [8. табл. 6 стр.263] - коэффициент, учитывающий материал инструмента 5. Определяем частоту вращения шпинделя.
 , об/мин
, об/минD - диаметр фрезы
Корректируем частоту вращения шпинделя по паспорту станка. Принимаем ближайшее
меньшее значение п∂, об/мин.
6. Определяем действительную скорость резания
 ,м/мин
,м/мин-
Определяем скорость движения подачи Sм
 , мм/мин
, мм/минZ - число зубьев фрезы
8. Определяем главную составляющую силы резания
Pz =
 * Kмр
* KмрЗначения коэффициента Ср и показателей степени [8. табл. 41 стр.291]
Км [8. табл. 1-4 стр.261-263]- коэффициент, учитывающий качество обрабатываемого материала
9. Определяем мощность, затрачиваемую на резание
Nрез. =
 , кВт
, кВт
 - условие резания
- условие резанияВ случае, когда Nрез.об. > Nшп - необходимо уменьшить величину припуска, снимаемого за один проход или уменьшить подачу.
10. Основное время
 (мин.)
(мин.)L=l+y+Δ
y - величина врезания [7. прил.4 стр.377]
Δ - величина перебега Δ= 0
l - длина обрабатываемой плоскости
6. Требования к оформлению расчета
6.1. Выполненное задание оформляется на стандартных листах формат А4.
Пример выполнения задания
Вариант № 31
Задание: На шпоночно-фрезерном станке 692М шпоночной фрезой фрезеруют закрытый паз шириной b, глубиной h и длиной l. Обработка окончательная, параметр шероховатости поверхности Rа = 1,6 мкм.
Необходимо: выбрать режущий инструмент; назначить элементы режима резания; определить основное время.
Таблица 13
| Материал заготовки | Заготовка | b | l | h |
| мм | ||||
| Сталь 40Х σв=50кгс/мм2 | Отливка | 12N9 | 40 | 5 |
Выбор режущего инструмента
Выбираем фрезу и устанавливаем ее геометрические элементы
Фреза шпоночная 12 Р6М5 ГОСТ 9140-78, число зубьев Z=2
Геометрические элементы
γ=10° α=14° γ1=3° [7. таб.139 стр.273-275]
φ=900, ω=30°
Назначаем элементы режима резания
1. Устанавливаем глубину резания t=0,3 мм [8. таб.38 стр.286]
2. Устанавливаем ширину фрезерования В= 12 мм;
3. Назначаем подачу на зуб фрезы
Sz = 0,18 мм/зуб [8. таб.38 стр.286]
So = Sz
 Z = 0,18 2 = 0,36 мм/об
Z = 0,18 2 = 0,36 мм/об4. Определяем скорость резания
V =
 , м/мин
, м/минЗначения коэффициента Сv и показателей степени
Сv = 12; q = 0,3; х = 0,3; y = 0,25; u = 0; p = 0; m= 0,26 [8. табл. 39 стр.287]
Значение периода стойкости Т = 80мин [8. табл. 40 стр.290]
Общий поправочный коэффициент на скорость резания

Км = Кr
 Kr = 0.95 [8. табл. 1-2 стр. 261-262]
Kr = 0.95 [8. табл. 1-2 стр. 261-262]Кп = 0,8[9 табл. 5 стр.263] – коэффициент, учитывающий состояние поверхности заготовки
Ки= 1 [9 табл. 6 стр.263] - коэффициент, учитывающий материал инструмента

V =
 26,6м/мин
26,6м/мин 5. Число оборотов шпинделя

об/мин
n∂ = 700 об/мин (бесступенчатое регулирование)
6. Минутная подача
 мм/мин
мм/мин7. Определяем главную составляющую силы резания
Pz =
 Kмр Км = (
Kмр Км = ( )
)
Значения коэффициента Ср и показателей степени
Ср = 68,2; х= 0,86; y = 0,72; u = 1,0; q = 0,86; w = 0 [8. табл. 41 стр.291]
Км = 0,74
Pz =
 0,74 = 149,3Н = 15кгс
0,74 = 149,3Н = 15кгс8. Определяем мощность, потребную на резание
Nрез. =
, кВтNрез. =
 кВт
кВт 9.
 (мин.)
(мин.)L=l+yy =3 мм l = 40-12 = 28мм i = 5/0,3 = 16,7 [7. прил.4 стр.377]
 мин.
мин. Эскиз обработки
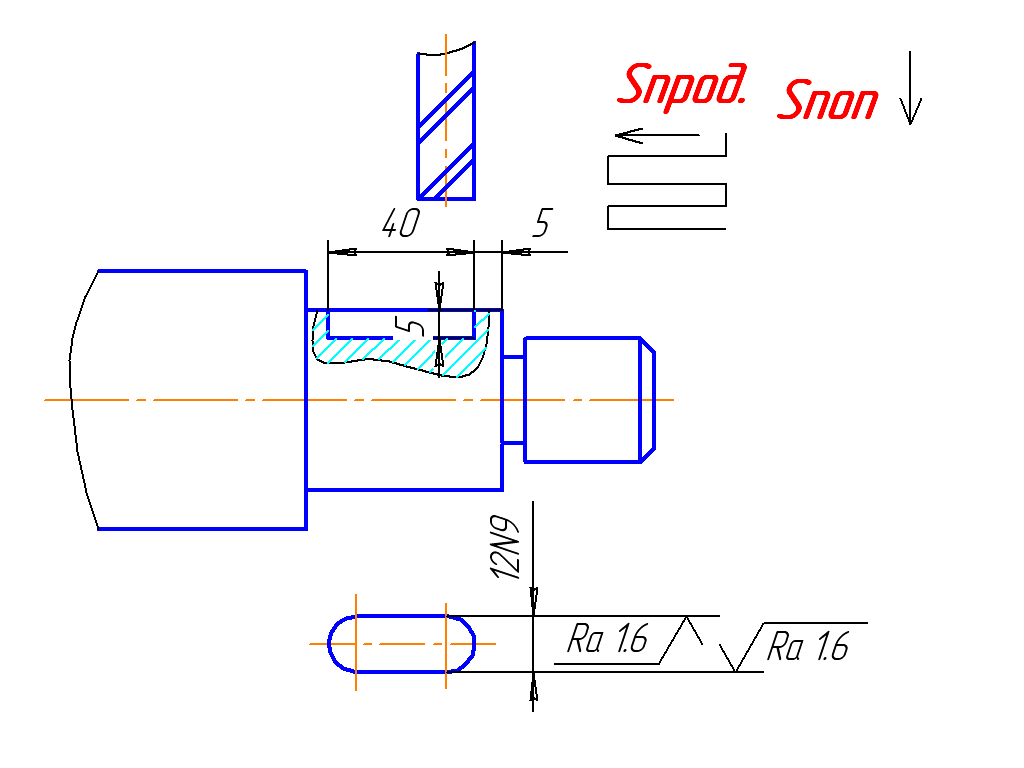
Рис. 14
Задание: На шпоночно-фрезерном станке 692М шпоночной фрезой фрезеруют глухой паз шириной b, глубиной h и длиной l обработка окончательная, параметр шероховатости поверхности Rа=1,6 мкм. Заготовка обработанная.
Необходимо: выбрать режущий инструмент, назначить элементы режима резания; определить основное время.
Таблица 14
| № | Материал заготовки | Заготовка | bN9 | l | h |
| мм | |||||
| 1 | Серый чугун 220НВ | Отливка | 6 | 50 | 4 |
| 2 | Сталь 40 σв=52кгс/мм2 | Прокат | 4 | 20 | 3 |
| 3 | Сталь 10 σв=50кгс/мм2 | Прокат | 10 | 60 | 6 |
| 4 | Сталь 38ХНЮ σв=80кгс/мм2 | Поковка | 16 | 55 | 8 |
| 5 | Алюминий АК8 σв=49кгс/мм2 | Прокат | 20 | 66 | 8 |
| 6 | Сталь 50 σв=55кгс\мм2 | Поковка | 8 | 30 | 3 |
| 7 | Сталь 95Х18 σв=68кгс/мм2 | Поковка | 14 | 65 | 6 |
| 8 | Латунь ЛК 80-3 120 НВ | Отливка | 22 | 70 | 12 |
| 9 | Серый чугун 200НВ | Отливка | 18 | 65 | 12 |
| 10 | Сталь 40ХНМ σв=85кгс/мм2 | Поковка | 16 | 70 | 10 |
| 11 | Сталь 35 σв=60кгс/мм2 | Прокат | 10 | 80 | 14 |
| 12 | Серый чугун 220НВ | Отливка | 6 | 45 | 5 |
| 13 | Сталь 65 Г σв=60кгс/мм2 | Прокат | 16 | 30 | 8 |
| 14 | Сталь 20Х σв=50кгс/мм2 | Поковка | 14 | 60 | 9 |
| 15 | Сталь 20Х σв=50кгс\мм2 | Поковка | 12 | 75 | 12 |
| 16 | Сталь 9ХС σв=58кгс/мм2 | Поковка | 18 | 120 | 8 |
| 17 | Сталь ХВГ σв=55кгс\мм2 | Поковка | 22 | 100 | 10 |
| 18 | Сталь 40Х σв=60кгс/мм2 | Прокат | 36 | 90 | 16 |
| 19 | Алюминий АК8 100НВ σв=49кгс/мм2 | Отливка | 28 | 70 | 12 |
| 20 | Серый чугун 160НВ | Отливка | 10 | 70 | 5 |
| 21 | Латунь ЛК 80-3 160НВ | Отливка | 12 | 68 | 6 |
| 22 | Сталь Ст 5 σв=50кгс/мм2 | Прокат | 12 | 85 | 8 |
| 23 | Бронза Бр АХ9-4 120 НВ | Отливка | 20 | 90 | 14 |
| 24 | Серый чугун 160НВ | Отливка | 25 | 75 | 12 |
| 25 | Сталь 45 σв=55кгс/мм2 | Прокат | 22 | 72 | 8 |
| 26 | Сталь 10 δв=50 кгс/мм2 | Прокат | 28 | 82 | 10 |
| 27 | Серый чугун 170НВ | Отливка | 32 | 76 | 12 |
| 28 | Серый чугун 200НВ | Отливка | 32 | 88 | 14 |
| 29 | Сталь 15 σв=45кгс/мм2 | Прокат | 10 | 55 | 9 |
| 30 | Сталь 20 σв=48кгс/мм2 | Поковка | 8 | 60 | 10 |