ВУЗ: Не указан
Категория: Не указан
Дисциплина: Не указана
Добавлен: 07.07.2019
Просмотров: 732
Скачиваний: 2
СОДЕРЖАНИЕ
1)несущая станка.материалы деталей несущей системы
К ним относят чугуны, стали бетон, например бетонные, керамические материалы, полиродный гранит и пластмассы.По усл. Стабильности жесткости и виброустойчивости наиболее распространение получили чугун, сталь и бетон.Чугун явл. Основой материала для изготовления детали несущей системы.Серые модифицированные группы СЧ20 И СЧ35 хотя и обладают повыш прочностью но они не прим. Для станин сложн. Конфигурации.Сталь используют для базовых деталей несущ. Системы для изготовления деталей методом сварки.Сталь имеет большой модуль упругости.выше чем у чугуна(62-25)
Стальные станки обладают повыш ударной прочностью.Но их демфир. Способность значительно ниже чугунных.Бетон: применение бетона или железабетона для изготовления базовых деталей например станин назнач. Значительно сократить метал.
Однако бетон после схватывания поглощает влагу что приводит к объёмному изменению.Попадание на бетон масла может вызвать его повреждение.
В связи с этим пов-ти железобетона пропитывают полимерными материалами,бетон обладает хорош. Демфир свойствамиКорпус станины выполнен из арматурной стали. Направл. Выполняют из чугуна или закаленной стали.
Из полимера бетона изготавливают станины сложной конфигурации.
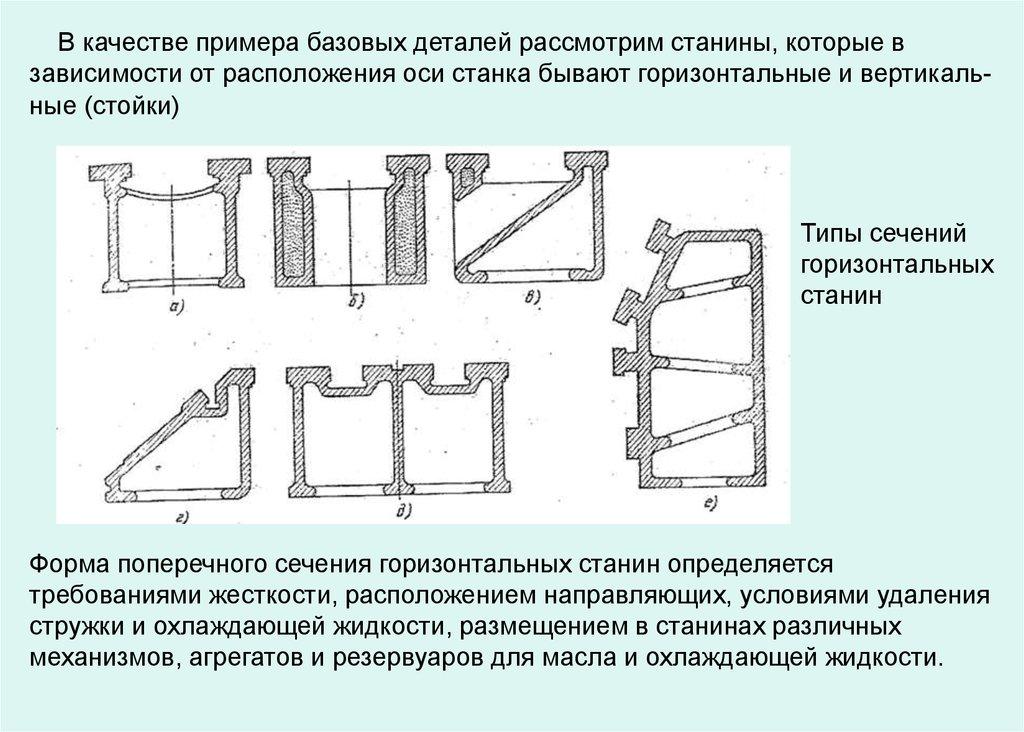
2.Конструктивные формы базовых деталей.Станины.
Станины в зависимости от расположения осей станка подразделяются на горизонтальные и вертикальные станки наз стойками, станинами и несут на себе основн подв и неподв узлы станка.
Форма поперечного сечения горизонт станка опр требованиями жесткости, располож направл в пространстве ,условиями удаления стружки и сож, необходимости размещения резервуаров для масла и охлажд жидкости.
Поперечное сечение-рекомендуется при необходимости отвода большого колич. стружки
3. Вертикальные станины. Плиты. Суппорта и салазки. Столы и ползуны.
По условиям нагружения, вертикальные станины разделяют:
1)нагружаемые силами в пл-ти симметрии ,например вертикально-сверлильные станки
2)нагружаемые пространственной нагрузкой(фрезерные, расточные, продольно-строгальныые,карусельные)
В стойках относит большой высоты целесообразно выполнять поперечные перегородки.
Плиты-служат для повыш устойчивости станков с вертикальными стойками, их применяют в станках с неподв. Заготовкой.
Тяжелые расточные стагки,радиально сверлильные,консольно-фрезерные.
Конструктивно плиты выполняют в виде 2-х пластин определ. Стенками и ребрами.
Коробчатые базовые детали,к ним относят шпиндельные бабки корпуса, корпуса коробки скоростей и подач и др они чаще всего имеют форму паралелепипеда.
Суппорта и салазки предназначены для для перемещения заготовки или инструмента
Форма суппортов и салазок опр. Определ. Формой и размером направляюей а также констр. Регулирующих механизмов привода.
Столы-служат для поддержания и перемещения заготовки при обработке, подразделяются на подвижные и подвижные ,могут иметь коробчатую,плоскую,прямоугольную форму.
Ползунки –имеют одну систему направляющих и служат для поддержки и перемещ инстр.
4)Направляющие станин и подвижных деталей. Направляющие скольжения.
Направляющие станков -- узлы, предназначенные для перемещения инструмента, заготовки и связанных с ними узлов по заданной траектории с требуемой точностью. Направляющие обеспечивают требуемое взаимное расположение и возможность относительного перемещения узлов, несущих инструмент и заготовку. Направляющие для перемещения узла допускают только одну степень свободы движения благодаря конструкции.
В металлорежущих станках применяются направляющие скольжения, качения. В настоящее время примерно в 95 % станков используются направляющие первого и второго типа. Достаточно часто направляющие разных типов объединяют в одну конструкцию с целью сочетать их достоинства. Такие направляющие называют комбинированными. Направляющие скольжения могут быть с полужидкостной, жидкостной и газовой смазкой. При полужидкостной смазке суммируется сила взаимодействия контактирующих поверхностей деталей и сила вязкого сопротивления смазочного материала, не разделяющего полностью эти поверхности. Если смазочный материал разделяет поверхности полностью, то возникает жидкостная смазка, что имеет место в гидростатических и гидродинамических направляющих. Направляющие качения разделяют по виду тел качения на роликовые и шариковые.
Направляющие скольжения.
Непосредственный контакт сопряженных поверхностей в направляющих скольжения определяет непостоянство и большие силы сопротивления. В зависимости от нагрузки, скорости, вида смазочного материала и его количества направляющие могут работать в режимах трения без смазочного материала и с ним. Существенную разницу для этих направляющих составляют силы трения покоя по сравнению с силами трения движения; последние, в свою очередь, сильно зависят от скорости скольжения. Эта разница приводит к скачкообразному движению узлов при малых скоростях, что крайне нежелательно, особенно для современных станков с ЧПУ. Значительное трение вызывает изнашивание и, следовательно, снижает долговечность направляющих.
5)Типы направляющих скольжения.
Направляющие скольжения обычно изготовляют из серого чугуна. Чугун используется в тех случаях, когда направляющие выполняются как одно целое со станиной или подвижным узлом. Износостойкость направляющих повышают поверхностной закалкой до твердости 42...56 HRC

6)Круговые направляющие. Накладные направляющие.
обеспечивают низкое трение, а также плавное и точное движение для широкого диапазона моментов или стандартной нагрузочной конфигурации. Области применения охватывают автоматизацию на предприятиях, в медицине, упаковке, станкостроении, полупроводниковой и печатной промышленности, сборке автомобилей, аэрокосмическеской и пищевой промышленности. Столы перемещения доступны в качестве клиентоориентированного решения для перемещения по различным осям, причем, полностью готового решения с двигателем, приводом, контроллером и электромеханическими устройствами. Типичными примерами применения служат предприятия, где требуется точность, плавность хода и правильность позиционирования.
Накладные направляющие.
Направляющие выполняют накладными, прикрепляемыми к станине и другим корпусным деталям обычно в следующих случаях: а) при необходимости увеличить износостойкость либо получить более благоприятные характеристики трения; б) при сварных станинах; в) когда по условиям изготовления нельзя доступными на данном заводе средствами обеспечить необходимую точность, при выпуске станков малыми сериями и отсутствия оборудования для поверхностной закалки чугунных направляющих; г) когда по конструктивным соображениям нужно разместить устройство для защиты направляющих в виде лент, проходящих в сквозных продольных пазах в столе над его направляющими; д) с целью упрощения ремонта путем замены изношенных направляющих без обработки после крепления.
Накладные направляющие на станинах (стойках) подвергают объемной закалке, либо поверхностному упрочнению, для повышения износостойкости, особенно при абразивном изнашивании. Их выполняют в виде массивных планок - в подавляющем большинстве случаев (рис. 46,а): врезанных и вклеенных пластин толщиной порядка 4-5 мм (рис.46, б) - для тяжелых станков; точных лент - толщиной 0,2-0,3 мм, закрепленных на окончательно обработанных направляющих в натянутом состоянии (рис46, в) - в отдельных случаях.
Накладные направляющие также изготавливают из пластмасс и цветных сплавов для получения более благоприятных характеристик трения, предотвращения скачкообразного движения и задиров; пластмассовые направляющие - в виде наклеиваемых частично врезанных в корпус пластин (рис.47,б) длиной 800-100 мм, толщиной 1,5-3 мм и лент толщиной 1,5-2мм.
7)Устройство для регулирования велечины зазора в направляющих скольжения
Направляющие скольжения (смешанного трения) могут быть прямоугольной (плоской), призматической (треугольной), трапецеидальной (типа «ласточкин хвост»), круглой и многогранной формы поперечного сечения.
Регулирование зазоров в общем случае показано на рис. 2.16. Зазор в стыках горизонтальных плоскостей (зазор в вертикальной плоскости), воспринимающих вертикальную нагрузку Р, регулируется планками или клиньями 1, 2, а в стыках вертикальных плоскостей (зазор в горизонтальной плоскости), воспринимающих горизонтальную нагрузку Q1 и Q2 - планкой или клином 3.
 1
и 2 – планки; 3 – клин
1
и 2 – планки; 3 – клин
Регулирование зазоров в направляющих типа «ласточкин хвост» в основном осуществляется с помощью регулировочных клиньев
Устройства для регулирования

а - пружинами и винтами;
б - пружинами;
в - одним клином;
г - двумя встречно расположенными клиньями;
д - подвижной планкой и винтами;
е - шаровой опорой
8) материалы направляющих скольжения
Направляющие движения должны обладать большой износостойкостью. Станины в зависимости от их конструкции и размеров изготовляют литые из чугуна СЧ21-40, СЧ35-56, СЧ32-52, СЧ38-60, и сварные -- из стали марок Ст. 3 или Ст. 4. Сварные станины легче литых, но жесткость их ниже.
Материал для изготовления направляющих скольжения (рис. 3.3) -- серый чугун. Он используется в тех случаях, когда направляющие изготовляют как одно целое со станиной. Износостойкость направляющих повышают поверхностной закалкой с твердостью HRC3 42-56.
Стальные направляющие выполняют накладными, обычно закаленными с твердостью HRC3 58-63. Чаще всего используют сталь 40Х с закалкой ТВЧ, пали 15Х и 20Х с последующей цементацией и закалкой.
Надежная работа направляющих зависит от защитных устройств, предохраняющих рабочие поверхности от попадания на них пыли, стружки, грязи. Защитные устройства изготовляют из различных материалов, в том числе полимерных.
9)Направляющие качения
Преимущества
-
Равномерность движения при медленных перемещениях
-
Высокая точность установленных перемещений
-
Не (всплывание) стола на высоких скоростях
-
Малые усилия перемещения
-
Малые тепловыделения в приводе и малые габариты привода для перемещения узла по направляющей.
-
Высокая долговечность по точности
-
Простая система смазки
Недостатки
-
Большая высокая себестоимость
-
Трудоемкость изготовления
-
Демфирование в направлении движения
-
Повышенная чувствительность к загрязнениям
Направляющее качение как правило примеряется в станках с ЧПУ различных групп высокой точности, малых и средних размеров, а также в ряде обычных металлорежущих станков при круглошлифование или бесцентрового шлифования.
10)Методы создания натяга в направляющих качения
В качестве сепараторов тела качения применяют штамповочные стальные или капроновые пластины с прямоугольными или круглыми звездами в зависимости от тел качения.
Предварительный натяг можно осуществить
-
Погрешность действий под внешней погрешностью узла станка
-
Недостаток невозможности выбора оптимальной величины натяга и его регулирования
-
Создание предварительного натяга основанного на сборке направляющих
Недостатки
Сложно выдержать в высоких точных замыкающих звеньях размерных цепей, при этом считается что максимальные величины натяга для направления качения находятся в пределах от 7 до 15 мкм.
11.278 книга
11.3. ГИДРОСТАТИЧЕСКИЕ НАПРАВЛЯЮЩИЕ
Свойства направляющих. Гидростатические направляющие являются направляющими с жидкостной смазкой. Масляный слой между сопряженными поверхностями создается путем подачи масла под давлением в зазор между ними.
Гидростатические направляющие практически не изнашиваются, имеют хорошую демпфирующую способность, обеспечивают высокую точность и равномерность движения, а также точное позиционирование. Переориентация подвижного узла на гидростатических направляющих составляет всего 0,001... 0,002 мм. Жесткость таких направляющих несколько ниже жесткости направляющих других типов.
При гидростатических направляющих требуются громоздкая гидросистема, хорошая фильтрация масла и тщательный уход. Применение таких направляющих сопровождается усложнением конструкции станка: обеспечивается высокая жесткость корпусных деталей, вводятся устройства для фиксации подвижных исполнительных органов.
Конструкции направляющих. Гидростатические направляющие бывают разомкнутыми (рис. 11.8,а) и замкнутыми (рис. 11.8, б) . Принцип их работы заключается в следующем.
Масло под постоянным давлением подается через дроссель в карманы на направляющих, оттуда оно вытекает наружу, преодолевая при этом сопротивление в зазорах. В случае разомкнутых направляющих с увеличением нагрузки Р зазор h уменьшается, а его сопротивление и давление масла в нем возрастают. В результате новая нагрузка будет уравновешена возросшим давлением масла. В случае замкнутых направляющих давлением в зазоре Л f уравновешиваются нагрузка и давление в зазоре И2. Увеличение нагрузки Р ведет к уменьшению и увеличению Л2,т.е. к возрастанию давления в зазоре h% и к уменьшению его в зазоре Л2. В результате нагрузка Р уравновешивается.
Незамкнутые направляющие применяются только в тех случаях, когда обеспечивается достаточно большая начальная нагрузка и незначительное ее изменение в процессе эксплуатации станка (не более чем в 2 раза). В остальных случаях следует применять замкнутые направляющие.
Гидростатические направляющие обычно выполняются наиболее простой и технологичной прямоугольной формы. В легких и средних станках могут быть применены треугольные направляющие.
12. Аэростатические направляющие
Конструктивно аэростатические направляющие похожи на гидростатические, а разделение трущихся поверхностей обеспечивается подачей в карманы под давлением воздуха. Для образования равномерной воздушной подушки по всей площади направляющих их выполняют из нескольких отдельных секций, разделенных дренажными каналами 3. Размеры секций В 30мм, L 500мм.

Аэростатические направляющие: а- принципиальная схема, б- секция опоры с замкнутой канавкой, в- секция опоры с прямолинейной канавкой.
Каждая секция имеет отверстие 5 для подвода воздуха под давлением и распределительные канавки 1 и 2 глубиной t (рис. 7 б) для развода воздуха по площади секции.
13
Комбинированные направляющие состоят из элементов направляющих качения и скольжения и имеют преимущества как одних, так и других.
В комбинированных направляющих первого типа (рис. 12.10, а, г) основные грани представляют собой направляющие скольжения, боковые - качения. (На рис. 12.10 приняты обозначения: .4-Л - основные грани направляющих; В-В - боковые грани, перпендикулярные к основным; С-С — вспомогательные грани, параллельные основным и воспринимающие момент.) В зависимости от исполнения узла (горизонтального йли вертикального) по характеристикам трения направляющие близки направляющим скольжения (рис. 12.10, а) или качения (рис. 12.10,г). В обоих случаях переориентация узла при реверсе значительно меньше, чем при применении направляющих с полу- жидкостной смазкой. Комбинированные направляющие первого типа реке мендуются для столов и шпиндельных бабок станков типа ’’обрабатывающий центр”, а также расточных, вертикально-фрезерных, продольно-обрабатывающих станков.