Файл: Содержание. Введение. Основная часть. Технологическая часть.docx
Добавлен: 08.11.2023
Просмотров: 67
Скачиваний: 1
ВНИМАНИЕ! Если данный файл нарушает Ваши авторские права, то обязательно сообщите нам.
Спектр лучистой энергии, выделяемой сварочной дугой, состоит из инфракрасных, световых и ультрафиолетовых лучей. Интенсивность излучения возрастает с повышением тока дуги. При сварке на постоянном токе интенсивность выше по сравнению со сваркой на переменном токе.
Ультрафиолетовые лучи вызывают заболевание слизистой и иногда роговой оболочки глаз, называемое электроофтальмией, и ожог открытой кожи. сварщика.
Электросварщики работают со светофильтрами, которые задерживают и поглощают излучение дуги.
В заводских условиях сварщики работают в изолированных кабинах. При работе на открытом воздухе сварщик должен огородить место сварки (щитами, ширмами и т. п.), учитывая, что вредные излучения дуги распространяются на 15 — 30 м и более.
Стены и потолки сварочных помещений должны окрашиваться матовой краской темных тонов, исключающей отражение лучей дуги.
Отравление возможно при сильном загрязнении воздуха сварочной пылью из оксидов и соединений марганца, углерода, азота, хлора, фтора и др. Признаками отравления обычно являются: головокружение, головные боли, тошнота, рвота, слабость, учащенное дыхание и др. Отравляющие вещества могут также откладываться в тканях организма человека и вызывать хронические заболевания.
Мероприятиями по борьбе с загрязнениями воздуха служат внедрение новых марок покрытий электродов и порошков с наименьшими токсичными свойствами; приточно-вытяжная вентиляция; устройство передвижных отсосов; приток свежего воздуха от воздухопроводов через электрододержатель или шлём; пользование респиратором с химическим фильтром, а иногда и противогазом.
При сварке электродный металл и шлак разбрызгиваются; горячие брызги могут попасть на незащищенную кожу сварщика или вызвать тление и прогорание одежды, а тем самым ожоги. Для защиты от ожогов сварщиков обеспечивают специальной одеждой, обувью, рукавицами и головным убором. При работе рядом с легковоспламеняющимися материалами может возникнуть пожар. Опасность пожара особенно следует учитывать при работе на строительстве. Если сварочные работы проводятся наверху, то необходимо находящиеся внизу аппаратуру и любые легковоспламеняющиеся материалы защищать от падающих сверху искр. Требуется также особая осторожность при сварке в тех случаях, когда около места выполнения работ располагаются деревянные леса или имеются отходы в виде стружки, опилок и т. д. Иногда для выполнения сварочных работ требуется обязательное разрешение пожарной охраны. В местах сварочных работ должны находиться вода, ящик с песком, щит с инструментом и огнетушители.
Основным причинами механических травм на производстве при сборочно-сварочных работах могут быть: отсутствие приспособлений для транспортировки и сборки тяжелых деталей; неисправные транспортные средства (тележки, краны и т. д.); неисправный и непроверенный такелаж (канаты, цепи, тросы, захваты и др.); неисправный инструмент (кувалды, молотки, зубила, ключи и т. д.); незнание и несоблюдение персоналом основных правил по такелажным работам.
При сборочно-сварочных работах чаще всего наблюдаются травмы в виде ушибов и ранений рук (от неумелого обращения с инструментом и деталями) и ног (от падения собираемых деталей). Правильно оснащенное рабочее место сварщика должно полностью обеспечить работающих от всяких механических повреждений.
При составлении технологии сборки и сварки следует самым тщательным образом продумать все проектируемые операции с точки зрения безопасности работы.
3.ЗАКЛЮЧЕНИЕ.
В процессе проделанной работы были кратко изложены история развития сварки, как способа получения неразъёмных соединений, социальная значимость и массовость профессии, её место в промышленном производстве.
В основной части письменного задания описаны используемые при сварке материалы (в частности стали), общая технология подготовки металла к сварке, сущность процесса ручной дуговой сварки покрытыми электродами, виды инструмента, материалов, оборудования и приспособлений, необходимых для изготовления сварных конструкций, выбор режимов сварки, техника выполнения сварных швов, а также контроль качества готовой продукции и требования техники безопасности.
На основании общей технологии производства сварных конструкций разработан технологический процесс изготовления «Узла бака» с поэтапным описанием конкретных действий с учётом марки используемого материала и вида сварки с использованием рекомендуемых источников информации.
4. СПИСОК ИСПОЛЬЗОВАННОЙ ЛИТЕРАТУРЫ.
1.Основы слесарного дела: учебник для студ. учреждений сред. проф. образования / Б.С. Покровский. – М.: Издательский центр «Академия», 2017. – 208с.
2.Подгтовительные и сборочные операции перед сваркой: учебник для студ. учреждений сред. проф. образования / В.В. Овчинников. – М.: Издательский центр «Академия», 2018. – 192с.
3.Технология производства сварных конструкций: учебник для студ. учреждений сред. проф. образования / В.Н. Галушкина. – 6-е изд. - М.: Издательский центр «Академия», 2017. – 192с.
4. Контроль качества сварных соединений : учеб. для студ. учреждений сред. проф. образования / В.В. Овчинников. – М.: Издательский центр «Академия», 2018. – 240с.
5 .Ручная дуговая сварка (наплавка, резка) плавящимся покрытым электродом: учебник для студ. Учреждений сред. Проф. Образования / В.В. Овчинников. – 2-е изд., стер. – М.: Издательский центр «Академия», 2018. – 208с.
6.Частично механизированная сварка (наплавка) плавлением: учебник для студ. Учреждений сред. Проф. Образования / В.П. лялякин, Д.Б. Слинко. – М.: Издательский центр «Академия», 2018. – 192с.
7. Основы материаловедения для сварщиков: учебник для студ. учреждений сред. проф. образования / В.В. Овчинников.–М.: Издательский центр «Академия», 2017. – 208с.
8.Технические измерения: учебник для студ. Учреждений сред. проф. образования / С.А. Зайцев, А.Н. Толстов, - М. : Издательский центр «Академия», 2018. – 368 с.
Интернет – ресурсы:
Образовательный портал: http\\www.edu.sety.ru
Образовательный портал: http\\www.edu.bd.ru
Электронно-библиотечная система IPRbooks
https://multiurok.ru/svarmet/files
Приложение 1
| Химический состав в % стали 10ХСНД | ||
| C | до 0,12 |  |
| Si | 0,8 – 1,1 | |
| Mn | 0,5 – 0,8 | |
| Ni | 0,5 – 0,8 | |
| S | до 0,04 | |
| P | до 0,035 | |
| Cr | 0,6 – 0,9 | |
| N | до 0,008 | |
| Cu | 0,4 – 0,6 | |
| As | до 0,08 | |
| Fe | 96 | |
| Зарубежные аналоги марки стали 10ХСНД | ||
| Болгария | 10ChSND | |
| Свойства и полезная информация: |
| Температура ковки,oС: начала 1200, конца 850. Свариваемость материала: без ограничений. Способы варки: РДС, АДС под флюсом и газовой защитой, ЭШС Обрабатываемость резанием: в нормализированном и опущенном состоянии σв= 560Мпа, Kv б.ст= 1,12, Kv тв.опл= 1,4. Флокеночувствительность: не чувствительна. Склонность к отпускной хрупкости: малосклонна. |
Особенности сварки 10ХСНД и низколегированных сталей: низколегированные стали относятся к разряду хорошо свариваемых. Однако наличие в них легирующих элементов обусловливает возможность появления закалочных структур в зоне термического влияния, что при неблагоприятном сочетании других факторов может вызвать уменьшение стойкости ее против холодных трещин. Легирующие элементы могут снизить также сопротивляемость швов горячим трещинам, усугубить или, напротив, ослабить последствия перегрева и склонность к хрупкому разрушению металла в зоне термического влияния и шве.
Приложение 2
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
| РУЧНАЯ ДУГОВАЯ СВАРКА. СОЕДИНЕНИЯ СВАРНЫЕ Основные типы, конструктивные элементы и размеры Manual are welding. Welding joints. Main types, design elements and dimensions | ГОСТ 5264-80* Взамен ГОСТ 5264-69 |
Срок действия с 01.07. 81.г.
1. Настоящий стандарт устанавливает основные типы, конструктивные элементы и размеры сварных соединений из сталей, а также сплавов на железоникелевой и никелевой основах
, выполняемых ручной и дуговой сваркой.
Стандарт не распространяется на сварные соединения стальных трубопроводов по ГОСТ 16037-80.
2. Основные типы сварных соединений должны соответствовать указанным в табл. 1.
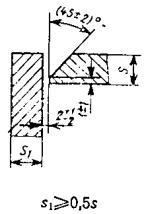
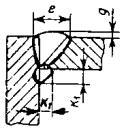
3. Конструктивные элементы и их размеры должны соответствовать указанным в табл. 2.
Таблица 1
Со скосом одной кромки Односторонний

 3 – 60 У6
3 – 60 У6Двусторонний
 У7
У7С двумя симметричными скосами одной кромки

 8 – 100 У8
8 – 100 У8С двумя симметричными криволинейными скосами одной кромки

 30 – 120 Т5
30 – 120 Т5Нахлесточное Без скоса кромок Односторонний
Двусторонний
Размеры, мм
Условное обозначение сварного соединения Конструктивные элементы s e g
подготовленных кромок свариваемых деталей сварного шва Номин. Пред. Окл. Номин. Пред. Откл.
У7
 От 3 до 5 8 2 0,5 + 1,5
От 3 до 5 8 2 0,5 + 1,5- 0,5
Св. 5 до 8 12
Св. 8 до 11 16
Св. 11 до 14 20
Св. 14 до 17 24 3 + 2,0
- 0,5
Св. 17 до 20 28
Св. 20 до 24 32
Св. 24 до 28 35
Св. 28 до 32 38
Св. 32 до 36 41
Св. 36 до 40 44
Св. 40 до 44 49 4
Св. 44 до 48 53
Св. 48 до 52 56
Св. 52 до 56 60
Св. 56 до 60 64
| Условное обозначение сварного элемента | Конструктивные элементы | s | R 1 | e | |||||||
| подготовленных кромок свариваемых деталей | сварного шва | Номин. | Пред. Откл. | | |||||||
| Т5 | 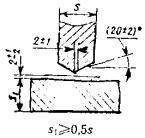 |  | От 30 до 32 | 8 | 14 | 3 | |||||
| Св. 32 до 36 | 15 | ||||||||||
| Св. 36 до 40 | 16 | ||||||||||
| Св. 40 до 44 | 17 | ||||||||||
| Св. 44 до 48 | 18 | ||||||||||
| Св. 48 до 52 | 19 | ||||||||||
| Св. 52 до 56 | 20 | ||||||||||
| Св. 56 до 60 | 21 | ||||||||||
| Св. 60 до 64 | 10 | 22 | 4 | ||||||||
| Св. 64 до 70 | 23 | ||||||||||
| Св. 70 до 76 | 24 | ||||||||||
| Св. 76 до 82 | 25 | ||||||||||
| Св. 82 до 88 | 26 | ||||||||||
| Св. 88 до 94 | 27 | ||||||||||
| Св. 94 до 100 | 28 | ||||||||||
| Св. 100 до 106 | 30 | ||||||||||