Файл: Содержание. Введение. Основная часть. Технологическая часть.docx
Добавлен: 08.11.2023
Просмотров: 66
Скачиваний: 1
ВНИМАНИЕ! Если данный файл нарушает Ваши авторские права, то обязательно сообщите нам.
| Условное обозначение свариваемого соединения | Конструктивные элементы | s | В | b | ||||||
| подготовленных кромок свариваемых деталей | сварного шва | Номин. | Пред. Откл | | ||||||
| Н1 | 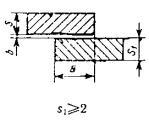 |  | От 2 до 5 | 3 – 20 | 0 | + 1,0 | ||||
| Св. 5 до 10 | 8 – 40 | + 1,5 | ||||||||
| Св. 10 до 29 | 12 – 100 | + 2,0 | ||||||||
| Св. 29 до 60 | 30 – 240 | |||||||||
Условное обозначение свариваемого соединения Конструктивные элементы s В b
подготовленных кромок свариваемых деталей сварного шва Номин. Пред. Откл
Н2
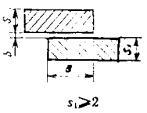
 От 2 до 5 3 – 20 0 + 1,0
От 2 до 5 3 – 20 0 + 1,0Св. 5 до 10 8 – 40 + 1,5
Св. 10 до 29 12 – 100 +2,0
Св. 29 до
Приложение 3
Характеристика электродов УОНИ 13/55
Покрытие марки сварочных электродов УОНИ 13/55 – основное.
Коэффициент наплавки УОНИ 13/55 – 9,5 г/А·ч.
Производительность наплавки электродов (для диаметра 4,0 мм) – 1,4 кг/ч.
Расход электродов УОНИ 13/55 на 1 кг наплавленного металла – 1,7 кг.
Типичные механические свойства металла шва сварочных электродов УОНИ 13/55 .
| Временное сопротивление электродов sв, МПа | Предел текучести УОНИ 13/55 sт, МПа | Относительное удлинение электродов d5, % | Ударная вязкость УОНИ 13/55 aн, Дж/см2 |
| 540 | 410 | 29 | 260 |
Типичный химический состав наплавленного металла марки сварочных электродов УОНИ13/55, %
| C | Mn | Si | S | P |
| 0,09 | 0,83 | 0,42 | 0,022 | 0,024 |
Геометрические размеры и сила тока при сварке сварочных электродов УОНИ 13/55.
| Диаметр сварочных электродов, мм | Длина, мм УОНИ 13/55 | Ток, АУОНИ 13/55 | | Среднее количество электродов в 1 кг, шт. |
| 2,0 | 300 | 40 – 90 | | 98 |
| 2,5 | 350 | 50 – 100 | | 55 |
| 3,0 | 350 | 60 – 130 | | 40 |
| 4,0 | 450 | 100 – 180 | | 15 |
| 5,0 | 450 | 140 – 210 | | 11 |
Электроды обеспечивают получение металла шва с высокой стойкостью к образованию кристаллизационных трещин и низким содержанием водорода. Отлично зарекомендовали себя при сварки в условиях Арктики сварочные электроды УОНИ 13/55.
Технологические особенности сварки электродами УОНИ 13/55
Сварку электродов производят только на короткой длине дуги по очищенным кромкам.
Перед применением, прокалить электроды при температуре 350-380°С; 1-2 ч.
Условное обозначение сварочных электродов УОНИ 13/55
| Э50А-УОНИ-13/55-Æ-УД | ГОСТ 9466-75, ГОСТ 9467-75 или ОСТ 5.9224-75 Приложение 4 |
| Е 51 4-Б20 |
Сварочный аппарат постоянного тока ВДУ-506С.
| Фото | Характеристики | ММА | МИГ/МАГ |
 | Напряжение | 3x380 В | |
| Частота | 50 Гц | ||
| Номинальный сварочный ток | 390 А (100%) 500 А (60%) | ||
| Пределы регулирования сварочного тока | 50-500 А | 60-500 А | |
| Напряжение холостого хода | 85 В | ||
| Номинальное рабочее напряжение | 46 В | 50 В | |
| Потребляемая мощность | 40 кВА | ||
| Габаритные размеры | 600х740х920 мм | ||
| Масса | 260 кг | ||
Сварочный универсальный выпрямитель ВДУ-506С предназначен для ручной дуговой сварки покрытыми электродами на постоянном токе, комплектации сварочных полуавтоматов и автоматов для сварки изделий из стали в среде защитных газов на постоянном токе. Сварочный выпрямитель ВДУ-506С – регулируемый тиристорный выпрямитель с
жесткой или падающей внешней характеристикой, ВДУ-506С широко известен и имеет одну из самых высоких сварочных характеристик в своем классе. Отличие от известных версий сварочных выпрямителей ВДУ-506 и ВДУ-505 заключается в том, что сварочный выпрямитель ВДУ-506С-5 в режиме полуавтоматической сварки имеет специальную комбинированную вольтамперную характеристику, обеспечивающую уменьшение разбрызгивания в 5 раз, увеличение производительности на 15%, улучшенное качество формирования сварного шва. Обеспечивает эффективную сварку в вертикальном пространственном положении как «снизу-вверх», так и «сверху-вниз» с формированием обратного валика.
Преимущества:
Плавное регулирование сварочного тока в режиме ММА и сварочного напряжения в режиме МIG/MAG;
-
Специальная комбинированная внешняя вольтамперная характеристика; -
Возможность предустановки напряжения на дуге при полуавтоматической сварке; -
Наличие розетки 36 В для питания подогревателя газа; -
Защита от тепловой перегрузки; -
Быстросъемные, безопасные токовые разъемы; -
Класс изоляции Н;