Файл: Курсовая работа по дисциплине Технология перегрузочных работ.docx
Добавлен: 25.10.2023
Просмотров: 2997
Скачиваний: 60
ВНИМАНИЕ! Если данный файл нарушает Ваши авторские права, то обязательно сообщите нам.
СОДЕРЖАНИЕ
Раздел 1.Характеристика заданного груза и транспортных средств
1.1.Транспортная характеристика заданного груза
1.2.Характеристики транспортных средств, предназначенных ля перевозки заданного груза
Раздел 2. Расчет количества груза на заданном судне
Раздел 3. Выбор технологических схем перегрузки заданного груза
3.1.Определение количества груза,
4. Расчет технико-эксплуатационных показателей технологической линии
.2. Расчет количества перегрузочных машин, занятых в технологическом процессе
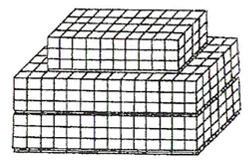
Рисунок 3.3 формирование штабеля на поддонах
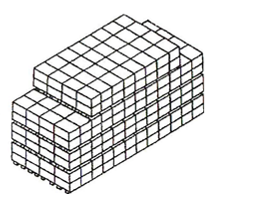
Рисунок 3.4 Формирование штабля без поддонов
Разгрузка АМ(П).
При выгрузке открытых АМ(П) краном, крановщик подаёт ГЗП, док-мех., производят застропку груза, крановщик переносит подьём по назначе НИЮ.При выгрузке открытых АМ(П) , водитель АП захватывает груз соглас-но п и переносит его по назначению.
Загрузка судна.
Крановщик опускает "подьём", на просвет трюма и док-мех., производят отстропку груза.Для загрузки подпалубного пространства водитель трюмного АП захватывает 1-2 рулона, транспортирует и устанавливает их в штабель в устои-чивое положение. Загрузка производится ровными вертикальными рядами без прокладок. При необходимости загрузки последнего яруса в горизон - тальном положении , рулоны закатываются док-мех., вручную в подпалуб-ное пространство согласованными движениями "от себя" по поверхности рулонов или заранее уложенным прокладкам из досок.
-
.Построение структуры технологических операций и расчет времени выполнения каждой операции
В этом подразделе необходимо каждую технологическую операцию описать с помощью основных элементов операций. Используя «Нормативы на погрузочно-разгрузочные работы, выполняемые в морских портах», определить время выполнения каждой технологической операции.
1-ая технологическая схема:
Вагон – судно
Вагон – АП(бок захваты) – Рампа АП(бок захваты) – Причал П/К(Рама с крюками) – Трюм АП(бок захваты)
а) Вагонная: АНП – ХП – ОП – ФГ – ЗГ – ХГ – АНГ

t1 = 4 + 32+14+80+18+46+4= 198сек
Б) Кордонная: АНГ – ОГ – ЗП – ЗГ – ХГ

t2= 4+14+8+18+46= 72сек
В) Перемещение: ХГ – ОГ – АНГ
t3=46+14+4= 64 сек
Г)Судовая: ХГ – ОГ – РГ – ХП – АНП

t4= 36+12+348+32+7= 435 сек
2-ая технологическая схема:
Вагон – склад
А) Вагонная: АНП – ХП – ОП – ФГ – ЗГ – ХГ

t1= 4+32+14+80+18+46= 194сек
Б)Перемещение ХГ – ОГ – ХП
t2=46+12+32=90 сек
В)Склад: ХГ – ОГ – РГ – ХП – АНП

T3= 46+12+86+32+4=180 сек
3-ая технологическая схема:
Склад – Судно
А) Склад: АНП – ХП – ОП – ФГ – ЗГ – ХГ

t1=4+32+14+64+18+46=176cек
Б) Внутрипортовая(Перемещение) : ХГ – ОГ – ХП
t2=46+12+32=90cек
В )Кордонная:

t3=[4+12+8+32]+[7+32+366+15+36]=512сек
4. Расчет технико-эксплуатационных показателей технологической линии
4.1. Расчет производительности операций технологической линии. Определение производительности лимитирующей операции
Производительность каждой операции рассчитывается по формуле:
 (4.1)
(4.1)где qi масса «подъема» для i-ой операции, т.; ti-продолжительность цикла i-ой операции, сек.
 = 1 т кран
= 1 т кран  = 2.5т
= 2.5тВагон – судно:
 =
= = 18,1 т/ч (А/П)
= 18,1 т/ч (А/П) = 50 т/ч (А/П)
= 50 т/ч (А/П) =56.25 т/ч (А/П)
=56.25 т/ч (А/П) =17.5 т/ч (П/К)
=17.5 т/ч (П/К)Вагон – склад:
 (А/П)
(А/П) (А/П)
(А/П) (А/П)
(А/П)Склад – Судно
 (А/П) (А/П)
(А/П) (А/П) (А/П)
(А/П) (П/К)
(П/К)Из всех операций выявляется лимитирующая операция (с наименьшей производительностью) и предварительно определяется производительность технологической линии.
-
Лимитирующая операция в первой ТС = 18,1т/час (А/П) 17.5т/ч (П/К) -
Лимитирующая операция во второй ТС = т/час
т/час -
Лимитирующая операция в третьей ТС = /час(А/П)
/час(А/П) (П/К)
(П/К)
Величина tцi (продолжительность цикла операции) отражает структуру данной операции и состоит из элементов операции. При определении времени цикла (
tц) судовой операции, учитывается время выполнения судовой операции на просвете люка и в подпалубном пространстве.
Время выполнения судовой операции рассчитывается как средневзвешенная величина с учетом коэффициента лючности по формуле:
 (4.2)
(4.2)где tцл - продолжительность цикла судовой операции для грузов, расположенных на просвете люка судна, сек.; tцпп - продолжительность цикла судовой операции для грузов, расположенных в подпалубном пространстве, сек.; k л-коэффициент лючности,представляющий отношение вместимостишахты люка (Wл) к вместимости всего обслуживаемого грузового помещения (Wтр).


.2. Расчет количества перегрузочных машин, занятых в технологическом процессе
Далее рассчитывается количество машин малой механизации (электропогрузчики, автопогрузчики), занятые на технологической линии по формуле:
 (4.4)
(4.4)где Рл ˗ производительность лимитирующей операции, т/час; Pi ˗ производительность i-той операции технологической схемы, где используется автопогрузчик или электропогрузчик, т/час
Вагон – судно:


Вагон – склад:


Склад-судно:


5.Расчет комплексных норм выработки и времени на погрузочно-разгрузочных работах. Построение и расчет вариантной таблицы
Сменная технологическая производительность линии – это количество груза, которое может быть перегружено линией в течение смены в конкретных производственных условиях. Значение технологической производительности принимается в качестве комплексной нормы выработки (КНВ) и рассчитывается по формуле:
 т/см, (5.1)
т/см, (5.1)где Pл расчетное значение производительности технологической линии (производительность лимитирующей операции), т/час; Топ оперативное время (время непосредственной работы линии в течение смены; устанавливается в зависимости от способа выполнения работ и варианта работ), час.
Вагон – судно:
 (А/П)
(А/П) Вагон – склад:
 (А/П)
(А/П) Склад – судно:
 (А/П)
(А/П) Средняя норма выработки одного рабочего комплексной бригады представляет количество груза, которое должно быть перегружено одним рабочим в единицу времени, определяется по формуле:
 , т/чел.-см., (5.2)
, т/чел.-см., (5.2)где:
 количество рабочих, обеспечивающих работу одной механизированной линии.
количество рабочих, обеспечивающих работу одной механизированной линии.Вагон – судно:

Вагон – склад:

Склад – судно:

Норма выработки (НВ) измеряется в тоннах на человеко-смену или в тоннах на человеко-час, если полученное в предыдущей формуле значение НВ разделить на продолжительность смены.
Комплексная норма времени (час./т) рассчитывается по формуле:
 , час/т, (5.3)
, час/т, (5.3)Вагон – судно :
 (А/П)
(А/П) Вагон – склад: