Файл: Проект модернизации главного привода токарного патронноцентрового станка на базе станка с чпу модели 2А135.docx
ВУЗ: Не указан
Категория: Не указан
Дисциплина: Не указана
Добавлен: 06.11.2023
Просмотров: 261
Скачиваний: 5
СОДЕРЖАНИЕ
-к сокращению штучного времени;
-повышение точности обработки и формообразования;
-высокий КПД главных и вспомогательных механизмов (приводов).
вида модернизированного станка; кинематической схемы; шпиндельного узла; коробки скоростей.
также автоматически устанавливать необходимые режимы обработки с учетом изменяющихся условий.
вида модернизированного станка; кинематической схемы; шпиндельного узла; коробки скоростей.
1. Описание устройства и работы станка-прототипа и основных его узлов
1.1. Назначение и краткое описание станка
1.2. Технические данные и характеристика станка
1.3. График частот вращения привода главного движениябазового станка и ее описание
1.4. Кинематическая схема привода главного движениябазового станка и ее описание
2 Техническое предложение на проектируемый станок
2.1. Основные условия и исходные данные для разработки
2.2 Определение базовых межосевых расстояний и условияих сохранения в разрабатываемом приводе
2.3 Выбор типа электродвигателя и его характеристик
2.4. Построение графика частот вращения приводас бесступенчатым регулированием
2.6. Построение графика мощности на шпинделе
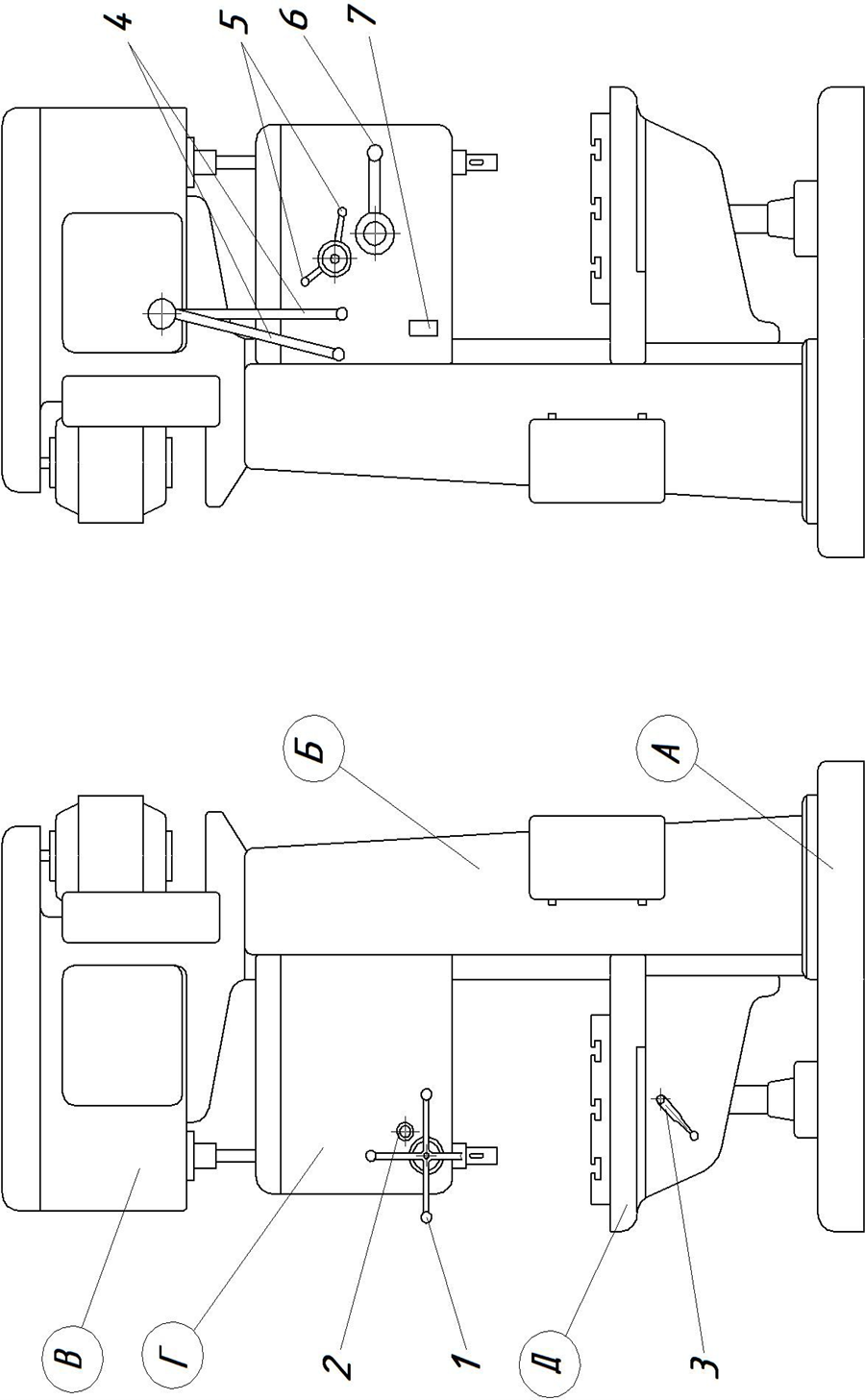
| Рис. 2. Расположение составных частей станка |
Основные узлы станка:
А − основание (фундаментная плита);
Б − стойка;
В − коробка скоростей;
Г − шпиндельная бабка с коробкой подач и подъёмным механизмом;
Д − стол станка.
Общий вид с обозначением составных частей станка показан на рис. 2.
Органы управления:
-
Штурвал для подъёма-опускания шпинделя и включения механической подачи. -
Упоры для ограничения хода механической подачи шпинделя. -
Рукоятка перемещения стола. -
Рукоятки переключения частот вращения шпинделя. -
Рукоятки переключения величин подач. -
Рукоятка включения вращения шпинделя в режимах «Правое вращение» − «Стоп» − «Левое вращение». -
Конец вала для установки рукоятки вертикального перемещения шпиндельной бабки.
Сверление отверстий на станке осуществляется за счёт двух движений:
- вращения шпинделя (главное движение);
- вертикального перемещения инструмента (движение подачи).
1.3. График частот вращения привода главного движения
базового станка и ее описание
Как видно из графика (рис. 3), шпиндель V имеет девять частот вращения. Требуемая частота вращения шпинделя устанавливается поворотом двух рукояток 4 (рис. 2), которые перемещают тройные зубчатые блоки Б1 и Б2 в коробке скоростей.
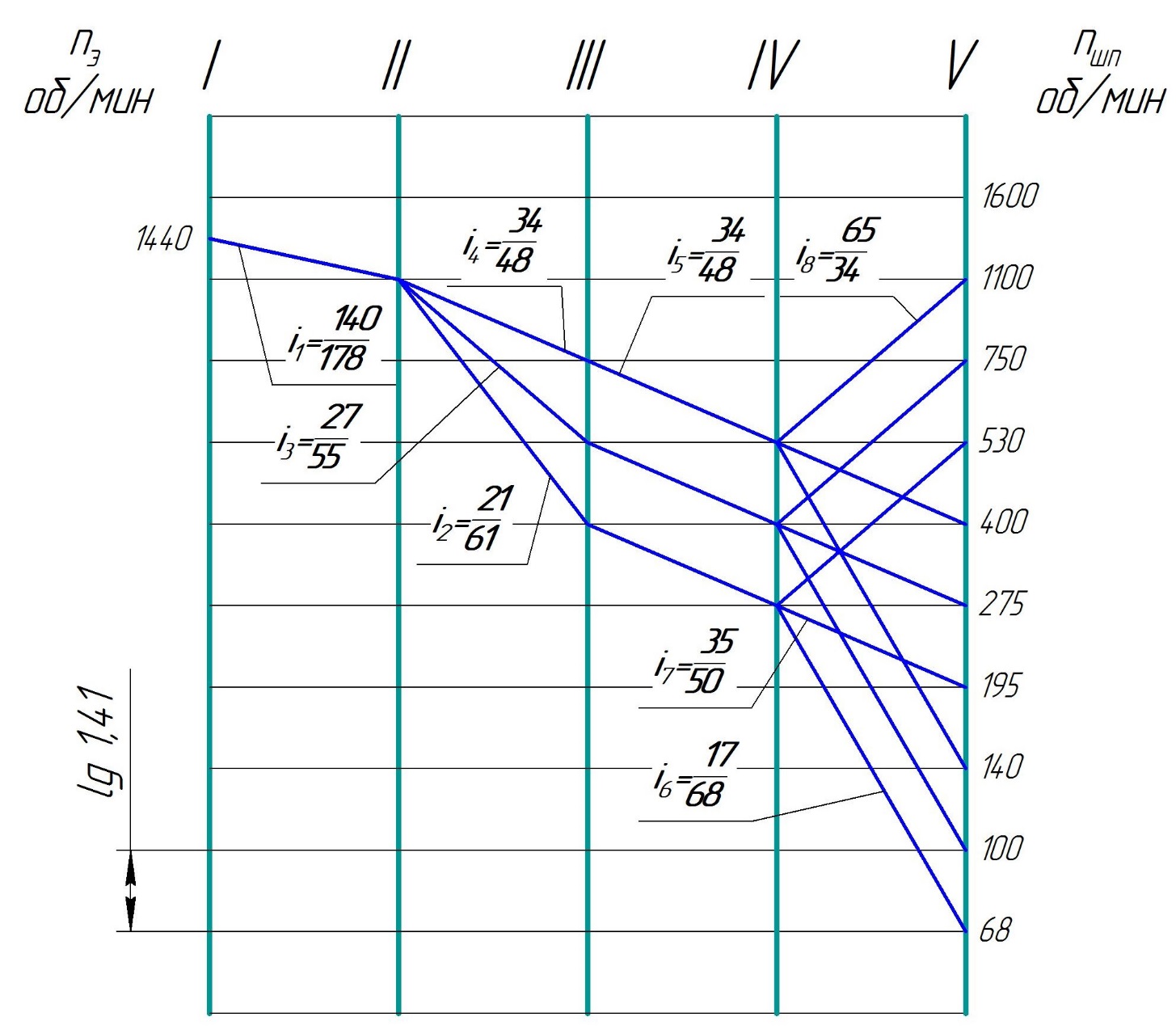 Рис. 3. График частот вращения шпинделя
Рис. 3. График частот вращения шпинделя1.4. Кинематическая схема привода главного движения
базового станка и ее описание
На рис. 4 представлена кинематическая схема привода главного движения станка мод. 2А135 выполненная в соответствии с требованиями стандартов ЕСКД.
Шпиндель V приводится в движение электродвигателем мощностью
4,5 кВт через клиноременную передачу 140/178 и коробку скоростей.
На валу II коробки скоростей находится тройной подвижный блок шестерён Б1, обеспечивающий валу III три скорости вращения. От вала III через шестерни 34/48 вращение передаётся валу IV, на котором расположен тройной
подвижный блок шестерён Б2, приводящий в движение полый вал V, связанный шлицевым соединением со шпинделем V.
| Рис. 4. Кинематическая схема привода главного движения станка мод. 2А135 |
2 Техническое предложение на проектируемый станок
Анализ конструкции станка- прототипа показал, что его технологические возможности и технические характеристики в целом отвечают требованиям многономенклатурного мелкосерийного производства. Однако не учитывают современный уровень развития производства комплектующих его узлов и режущих инструментов. Это относится, в частности к возможности использования в настоящее комплектных асинхронных регулируемых приводов и новых режущих инструментальных материалов. Модернизация станка с учетом этой ситуация позволило бы существенно поднять уровень конкурентоспособности
2.1. Основные условия и исходные данные для разработки
Требуется разработать кинематику привода главного движения с плавным (бесступенчатым) изменением скоростей на основе использования асинхронного регулируемого электродвигателя для вертикально сверлильного станка мод. 2А135.
Главной задачей при разработке бесступенчатого привода является полное сохранение конфигурация и размеров корпусных узлов базового станка, в которых будут расположены все элементы привода. Другими словами, механическая часть бесступенчатого привода должна быть вписана в базовый корпус (или корпуса) без всяких изменений его (их) конструкции.
Исходными данными для разработки кинематики бесступенчатого привода являются:
- мощность электродвигателя,

- режим работы двигателя,

- число ступеней частот вращения механической части привода,

- максимальная частота вращения шпинделя,

2.2 Определение базовых межосевых расстояний и условия
их сохранения в разрабатываемом приводе
На рис. 4 представлена кинематика привода главного движения базового станка. Параметры зубчатых зацеплений необходимых для определения искомых расстояний, заимствуется из технической документации на станок и сводятся в табл. 1.
Параметры делительных A и начальных A
 окружностей в технической документации не указаны и их требуется определить. Информация о типах колес и величины смещения при их нарезании также отсутствуют.
окружностей в технической документации не указаны и их требуется определить. Информация о типах колес и величины смещения при их нарезании также отсутствуют.
Между II и III валами установлен тройной блок шестерен. Минимальное число зубьев колес
 . Проверка равенства зубьев:
. Проверка равенства зубьев: ;
; ;
; .
.Проверка сцепляемых колес в групповой передаче показывает
, что суммы равны. В этом случае расстояние между осями валов определяется по формуле (3.9) [1]:


Между III и IV валами установлена одиночная понижающая передача. Минимальное число зубьев колес
 . В этом случае расстояние между осями валов определяется по формуле (3.9) [1]:
. В этом случае расстояние между осями валов определяется по формуле (3.9) [1]:

Между III и IVвалами установлен тройной блок шестерен. Минимальное число зубьев колес
 . Проверка равенства зубьев:
. Проверка равенства зубьев: ;
; ;
; .
.Проверка сцепляемых колес в групповой передаче показывает, что суммы не равны. Значит делительные и начальные окружности этих колес не совпадает. Кроме того наличие в приводе колес с числом зубьев
 всегда потребует положительного смещения инструмента при их нарезании. Тогда межосевые расстояния приблизительно можно определить по упрощенной зависимости (3.10) [1]:
всегда потребует положительного смещения инструмента при их нарезании. Тогда межосевые расстояния приблизительно можно определить по упрощенной зависимости (3.10) [1]: 
где слагаемое
 есть не что иное, как суммарное смещение инструмента
есть не что иное, как суммарное смещение инструмента  , определяемое усредненным коэффициентом суммарного смещения
, определяемое усредненным коэффициентом суммарного смещения  ,
,равным 1,5.
Тогда межосевые расстояния равны:



Принимаем межосевое расстояние равным 154 мм, т.к. оно наибольшее из рассчитанных.
Полученные значения сводим в табл. 1.
1. Параметры зубчатых зацеплений в базовом приводе
| Номера валов |  |  |  |  мм | А, мм |  мм |
 | 0,34 | 21 | 61 | 3 | 123 | 123 |
| 0,49 | 27 | 55 | ||||
| 0,71 | 34 | 48 | ||||
 | 0,71 | 34 | 48 | 3 | 123 | 123 |
 | 0,25 | 17 | 68 | 3,5 | 148,75 | 154 |
| 0,70 | 35 | 50 | ||||
| 1,91 | 65 | 34 | 3 | 148,5 | 153 |