Файл: Дайте определение головной и промежуточной перекачивающей станции.docx
ВУЗ: Не указан
Категория: Не указан
Дисциплина: Не указана
Добавлен: 07.11.2023
Просмотров: 793
Скачиваний: 2
ВНИМАНИЕ! Если данный файл нарушает Ваши авторские права, то обязательно сообщите нам.
СОДЕРЖАНИЕ
Подготовка изоляционных материалов работе
Подготовка битумно-полимерной мастики к работе
Подготовка рулонных материалов к работе
Подготовка поверхности трубопровода к нанесению покрытия
Нанесение битумно-полимерной мастики
Приготовление и нанесение праймера
Усадка и прикатывание манжеты к трубопроводу
Дефекты соединительных деталей
ISO 8501-1:2007.
Для подготовки стальной поверхности к нанесению изоляционного покрытия может применяться и абразиво-струйный способ очистки.
Сущность этого способа заключается в том, что зерна абразивного порошка под давлением воздуха с большой скоростью направляются на очищаемую поверхность (рисунок 2). Ударяясь о поверхность металла они разрыхляют и удаляют слой окалины, ржавчины и другие загрязнители.
Для обработки металлической поверхности абразиво-струйным способом используется следующее оборудование и материалы:
- переносная дробеструйная установка;
- воздушный компрессор;
- абразивный материал;
- комплект средств индивидуальной защиты и другие комплектующие.
Для абразиво-струйного способа очистки степень очистки и характеристика очищенной поверхности регламентируются международным стандартом ISO 8501 – 1:2007
Для определения качества очистки применяется специальный набор цветных фотографий, входящий в состав стандарта ISO 8501-1:2007 (рисунок 5), цветовая гамма фотографий соответствует определенной степени подготовки поверхности.
Степени абразиво-струйной очистки поверхности и их характеристики приведены в таблице 3.
Таблица 3 – Степени абразиво-струйной очистки и характеристика очищенной поверхности по ISO 8501 – 1: 2007
17.Сформулируйте понятие «шероховатость поверхности», назовите единицы измерения и способы измерения (оценки) шероховатости поверхности.
Шероховатость поверхности является одним из важнейших показателей подготовки металлической поверхности к нанесению изоляционного покрытия.
Шероховатость поверхности – совокупность неровностей поверхности (в пределах базовой длины) с относительно малыми шагами, образующих рельеф поверхности (рисунок 8) .
При нанесении защитных покрытий для оценки шероховатости подложки используется величина Rz, измеряемая в микрометрах, (мкм).
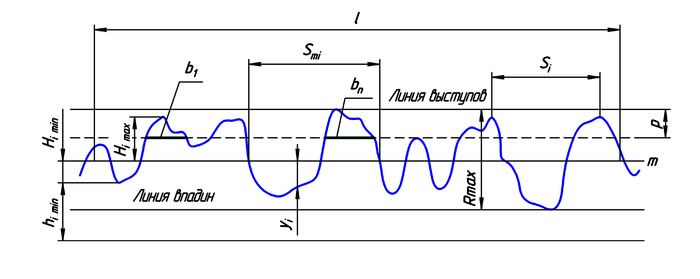
Рисунок 8 - Рельеф поверхности
Принцип измерения шероховатости поверхности в единицах Rz, заключается в том, что на базовой поверхности выделяется пять самых высоких выступов и пять самых глубоких впадин. За величину шероховатости принимается среднее арифметическое значение, т.е.
 ,
,
где
Rz – средняя арифметическая величина шероховатости, мкм;
H1, H2, H3, H4, H5 – расстояние от средней линии m до каждой из пяти самых высоких вершин, мкм ;
h1, h2, h3, h4, h5 - расстояние от средней линии m до каждой из пяти самых глубоких впадин, мкм.
18.Объясните конструктивные различия между комбинированным изоляционным покрытием на основе битумно - полимерной мастики нормального и усиленного типа.
Комбинированное покрытие на основе битумно-полимерных мастик применяется для замены изоляции участков трубопроводов после снятия ленточной или битумной изоляции.
Конструкции комбинированных покрытий на основе битумно-полимерных мастик приведены в таблицах 1 и 2.
Таблица 1 − Конструкция комбинированного покрытия нормального типа на основе битумно-полимерных мастик
Таблица 2 − Конструкция комбинированного покрытия усиленного типа на основе битумно-полимерных мастик
19.Расскажите, из чего состоит и каким образом наносится на трубопровод комбинированное покрытие на основе битумно - полимерной мастики.
Комбинированное покрытие на основе битумно-полимерных мастик применяется для замены изоляции участков трубопроводов после снятия ленточной или битумной изоляции.
в состав покрытия входит битумно-полимерная грунтовка, битумно-полимерная мастика и защитная обертка.
Грунтовка предназначена для создания требуемого значения адгезии между покрытием и стальной поверхностью трубопровода.
Она проникает в неровности металла трубы и создает гладкое покрытие или основание для надежного сцепления с изоляционным материалом.
Битумно-полимерные грунтовки изготавливаются в заводских условиях и рекомендуются для круглогодичного применения.
Битумно-полимерная грунтовка представляет собой однородную жидкость черного цвета без сгустков и нерастворимого осадка.
Битумно-полимерная мастика представляет собой находящуюся в твердом состоянии смесь нефтяного битума с добавлением полимерных веществ или композиций полимерных веществ .
В качестве защитной обертки применяются ленты из полиэтилена (ПЭ) или поливинилхлорида (ПВХ).
Изоляционные ленты представляют собой рулонный материал определенной длины, ширины и толщины, намотанный на пластмассовые гильзы.
Нанесение комбинированного покрытия на основе битумно-полимерной мастики производится в следующей последовательности:
- подготовка изоляционных материалов работе;
- подготовка поверхности трубопровода к нанесению покрытия;
- нанесение битумно-полимерной грунтовки;
- нанесение битумно-полимерной мастики;
- наложение защитной обертки;
- контроль качества нанесенного покрытия.
Подготовка битумно-полимерной грунтовки к работе
Грунтовка в бочке должна быть тщательно размешана до однородного состояния. На дне бочки с грунтовкой не должно быть осадка.
Для перемешивания грунтовки закрытую бочку следует покачивать «взад-вперёд» до полного растворения осадка. Допускается проверка осадка чистым деревянным шестом (стержнем). При полном растворении осадка грунтовка с деревянного стержня должна стекать однородной струей без наличия комков или сгустков.
Бочки с грунтовкой после хранения при температуре окружающего воздуха ниже 10 °С перед проведением изоляционных работ должны быть выдержаны в теплом помещении при температуре не ниже 15 °С в течение 24 ч.
Для подготовки стальной поверхности к нанесению изоляционного покрытия может применяться и абразиво-струйный способ очистки.
Сущность этого способа заключается в том, что зерна абразивного порошка под давлением воздуха с большой скоростью направляются на очищаемую поверхность (рисунок 2). Ударяясь о поверхность металла они разрыхляют и удаляют слой окалины, ржавчины и другие загрязнители.
Для обработки металлической поверхности абразиво-струйным способом используется следующее оборудование и материалы:
- переносная дробеструйная установка;
- воздушный компрессор;
- абразивный материал;
- комплект средств индивидуальной защиты и другие комплектующие.
Для абразиво-струйного способа очистки степень очистки и характеристика очищенной поверхности регламентируются международным стандартом ISO 8501 – 1:2007
Для определения качества очистки применяется специальный набор цветных фотографий, входящий в состав стандарта ISO 8501-1:2007 (рисунок 5), цветовая гамма фотографий соответствует определенной степени подготовки поверхности.
Степени абразиво-струйной очистки поверхности и их характеристики приведены в таблице 3.
Таблица 3 – Степени абразиво-струйной очистки и характеристика очищенной поверхности по ISO 8501 – 1: 2007
| Фотография поверхности трубопровода | Обозначение и характеристика степеней струйной очистки |
 | Sa 1 - Лёгкая очистка. При осмотре без увеличения поверхность должна быть свободной от видимых масла, смазки и грязи, а также от слабопристающих окалины, ржавчины, краски и посторонних частиц. |
 | Sa 2 - Тщательная очистка. При осмотре без увеличения поверхность должна быть свободной от видимых масла, смазки и грязи, а также от большей части прокатной окалины, ржавчины, краски и посторонних частиц.Любые оставшиеся загрязнения должны приставать прочно. |
 | Sa 2 ½ - Очень тщательная очистка. При осмотре без увеличения поверхность должна быть свободной от видимых масла, смазки и грязи, а также от прокатной окалины, ржавчины, краски и посторонних частиц. Любые оставшиеся загрязнения должны выглядеть только как легкое окрашивание в виде пятен или полос. |
 | Sa 3 - Очистка до визуально чистой стали. При осмотре без увеличения поверхность должна быть свободной от видимых масла, смазки и грязи, а также от прокатной окалины, ржавчины, краски и посторонних частиц. Она должна иметь однородную металлическую окраску. |
17.Сформулируйте понятие «шероховатость поверхности», назовите единицы измерения и способы измерения (оценки) шероховатости поверхности.
Шероховатость поверхности является одним из важнейших показателей подготовки металлической поверхности к нанесению изоляционного покрытия.
Шероховатость поверхности – совокупность неровностей поверхности (в пределах базовой длины) с относительно малыми шагами, образующих рельеф поверхности (рисунок 8) .
При нанесении защитных покрытий для оценки шероховатости подложки используется величина Rz, измеряемая в микрометрах, (мкм).
Рисунок 8 - Рельеф поверхности
Принцип измерения шероховатости поверхности в единицах Rz, заключается в том, что на базовой поверхности выделяется пять самых высоких выступов и пять самых глубоких впадин. За величину шероховатости принимается среднее арифметическое значение, т.е.
,где
Rz – средняя арифметическая величина шероховатости, мкм;
H1, H2, H3, H4, H5 – расстояние от средней линии m до каждой из пяти самых высоких вершин, мкм ;
h1, h2, h3, h4, h5 - расстояние от средней линии m до каждой из пяти самых глубоких впадин, мкм.
18.Объясните конструктивные различия между комбинированным изоляционным покрытием на основе битумно - полимерной мастики нормального и усиленного типа.
Комбинированное покрытие на основе битумно-полимерных мастик применяется для замены изоляции участков трубопроводов после снятия ленточной или битумной изоляции.
Конструкция покрытия
Конструкции комбинированных покрытий на основе битумно-полимерных мастик приведены в таблицах 1 и 2.
Таблица 1 − Конструкция комбинированного покрытия нормального типа на основе битумно-полимерных мастик
| Номер слоя | Наименование слоя | Толщина, мм, не менее | |
| 1 | Битумно-полимерная грунтовка | 0,1 | |
| 2 | Битумно-полимерная мастика | 3,0 | |
| 3 | Защитная обертка | термоусаживающаяся лента в один слой | 0,7 |
| лента (ПЭ, ПВХ) в два слоя | 0,5* | ||
| Общая толщина покрытия | в конструкции с термоусаживающейся лентой в один слой | 3,8 | |
| в конструкции с лентой (ПЭ, ПВХ) в два слоя | 4,1 | ||
Таблица 2 − Конструкция комбинированного покрытия усиленного типа на основе битумно-полимерных мастик
| Номер слоя | Наименование слоя | Толщина, мм, не менее |
| 1 | Битумно-полимерная грунтовка | 0,1 |
| 2 | Битумно-полимерная мастика | 3,0 |
| 3 | Защитная обертка: термоусаживающаяся лента в два слоя | 0,7* |
| Общая толщина покрытия | 4,5 | |
19.Расскажите, из чего состоит и каким образом наносится на трубопровод комбинированное покрытие на основе битумно - полимерной мастики.
Комбинированное покрытие на основе битумно-полимерных мастик применяется для замены изоляции участков трубопроводов после снятия ленточной или битумной изоляции.
в состав покрытия входит битумно-полимерная грунтовка, битумно-полимерная мастика и защитная обертка.
Грунтовка предназначена для создания требуемого значения адгезии между покрытием и стальной поверхностью трубопровода.
Она проникает в неровности металла трубы и создает гладкое покрытие или основание для надежного сцепления с изоляционным материалом.
Битумно-полимерные грунтовки изготавливаются в заводских условиях и рекомендуются для круглогодичного применения.
Битумно-полимерная грунтовка представляет собой однородную жидкость черного цвета без сгустков и нерастворимого осадка.
Битумно-полимерная мастика представляет собой находящуюся в твердом состоянии смесь нефтяного битума с добавлением полимерных веществ или композиций полимерных веществ .
В качестве защитной обертки применяются ленты из полиэтилена (ПЭ) или поливинилхлорида (ПВХ).
Изоляционные ленты представляют собой рулонный материал определенной длины, ширины и толщины, намотанный на пластмассовые гильзы.
Нанесение покрытия
Нанесение комбинированного покрытия на основе битумно-полимерной мастики производится в следующей последовательности:
- подготовка изоляционных материалов работе;
- подготовка поверхности трубопровода к нанесению покрытия;
- нанесение битумно-полимерной грунтовки;
- нанесение битумно-полимерной мастики;
- наложение защитной обертки;
- контроль качества нанесенного покрытия.
Подготовка изоляционных материалов работе
Подготовка битумно-полимерной грунтовки к работе
Грунтовка в бочке должна быть тщательно размешана до однородного состояния. На дне бочки с грунтовкой не должно быть осадка.
Для перемешивания грунтовки закрытую бочку следует покачивать «взад-вперёд» до полного растворения осадка. Допускается проверка осадка чистым деревянным шестом (стержнем). При полном растворении осадка грунтовка с деревянного стержня должна стекать однородной струей без наличия комков или сгустков.
Бочки с грунтовкой после хранения при температуре окружающего воздуха ниже 10 °С перед проведением изоляционных работ должны быть выдержаны в теплом помещении при температуре не ниже 15 °С в течение 24 ч.