Файл: Курсовой проект по дисциплине Основы технологии машиностроения Преподаватель Глинникова Т. П.docx
ВУЗ: Не указан
Категория: Не указан
Дисциплина: Не указана
Добавлен: 07.11.2023
Просмотров: 3829
Скачиваний: 12
ВНИМАНИЕ! Если данный файл нарушает Ваши авторские права, то обязательно сообщите нам.
СОДЕРЖАНИЕ
1 Описание назначения и конструкции детали и анализ ее технологичности
2 Определение типа производства
3 Выбор вида и метода получения заготовки
4 Разработка технологического маршрута
4.3 Выбор и описание режущего инструмента
4.4 Выбор станочных приспособлений
4.5 Разработка маршрутного технологического процесса
| Пределы длины обрабатываемых деталей, мм | 200…500 |
| Пределы диаметров устанавливаемых в тисках деталей, мм | 25…125 |
| Высота центров над станиной, мм | 315 |
| Наибольший поперечный общий ход, мм | 220 |
| Количество скоростей фрезерного шпинделя | 6 |
| Пределы частот вращения фрезерного шпинделя, об/мин | 125…712 |
| Пределы подач фрезерного шпинделя, мм/мин | 20…400 |
| Наибольший диаметр устанавливаемой фрезы, мм | 90…160 |
| Количество скоростей сверлильного шпинделя | 6 |
| Пределы частот вращения сверлильного шпинделя, об/мин | 238…1125 |
| Пределы подач сверлильного шпинделя, мм/мин | 20…300 |
| Количество электродвигателей на станке | 6 |
| Электродвигатель привода фрезерных головок, кВт | 7,5…10 |
| Электродвигатель привода сверлильных головок, кВт | 2,2…3 |
| Масса станка, кг | 6100 |
| Макс. устанавливаемый диаметр над станиной, мм | 419 |
| Макс. устанавливаемый диаметр над кареткой, мм | 419 |
| Макс. обрабатываемый диаметра, мм | 228 |
| Макс. длина обработки (без патрона), мм | 406 |
| Диаметр 3-х кулачкового патрона, мм | 165 |
| Макс. диаметр обрабатываемого прутка, мм | 44 |
| Диаметр отверстия в шпинделе, мм | 58,7 |
| Макс. частота вращения шпинделя, об/мин | 6000 |
| Максимальный крутящий момент, Н·м | 102 |
| Максимальная мощность шпинделя, кВт | 11,2 |
| Макс. осевое усилие, кН | 14,7 |
| Макс. скорость холостых подач, м/мин | 30,5 |
| Исполнение посадочного гнезда револьвера | VDI40 |
| Количество инструментальных гнезд в револьвере, шт. | 12 |
| Макс. количество приводных станций, шт. | 6 |
| Макс. скорость вращения приводного инструмента, об/мин | 4000 |
| Конус пиноли задней бабки, № | 3 |
| Ориентировочная масса станка, кг | 3585 |
Для вертикально-фрезерной операции выбираем вертикально-фрезерный станок 6Р12 (рисунок 4.3). Характеристики станка приведены в таблице 4.3.Рисунок 4.3 – Вертикально-фрезерный станок 6Р12Таблица 2.21 – Характеристики станка 53050А
| Размеры поверхности стола, мм | 1250×320 |
| Наибольшая масса обрабатываемой детали, кг | 250 |
| Расстояние от торца шпинделя до стола, мм | 30…450 |
| Расстояние от оси шпинделя до вертикальных направляющих станины (вылет), мм | 350 |
| Пределы продольных подач стола (X), мм/мин | 12,5…1600 |
| Пределы поперечных подач стола (Y), мм/мин | 12,5…1600 |
| Пределы вертикальных подач стола (Z), мм/мин | 4,1…530 |
| Количество подач продольных/ поперечных/ вертикальных | 22 |
| Частота вращения шпинделя, об/мин | 40…2000 |
| Количество скоростей шпинделя | 18 |
| Электродвигатель привода главного движения, кВт | 7,5 |
| Масса станка, кг | 3120 |
| Характеристика | Значение |
| Наибольший модуль фрезерования, мм | 6 |
| Высота центров станка, мм | 250 |
| Наибольший диаметр фрезерования, мм | 150 |
| Наибольший диаметр изделия, устанавливаемый над станиной, мм | 500 |
| Наименьшее расстояние между осями изделия и фрезы, мм | 40…140 |
| Расстояние между центрами, мм | 750 |
| Наибольшая длина фрезерования, мм | 675 |
| Количество нарезаемых шлицев (зубьев), мм | 4…36 |
| Наибольший диаметр фрезы, мм | 140 |
| Количество скоростей фрезерного шпинделя | 6 |
| Пределы чисел оборотов фрезерного шпинделя, об/мин | 80…250 |
| Количество подач | 12 |
| Пределы подач, об/мин | 0,63…5 |
| Количество электродвигателей, установленных на станке | 4 |
| Электродвигатель главного привода, кВт | 6,5 |
| Масса станка | 3800 |
Для круглошлифовальной операции выбираем круглошлифовальный станок 3М151 (рисунок 4.5). Характеристики станка приведены в таблице 4.5.Рисунок 4.5 – Круглошлифовальный станок 3М151Таблица 4.5 – Характеристики станка 3М151
| Наибольший диаметр обрабатываемого изделия, мм | 200 |
| Наибольшая длина обрабатываемого изделия, мм | 700 |
| Наибольший диаметр шлифования, мм | 200 |
| Наименьший диаметр шлифования, мм | 10 |
| Наибольшая длина шлифования, мм | 700 |
| Наибольшая масса обрабатываемого изделия, кг | 55 |
| Скорость перемещения стола от гидросистемы, м/мин | 0,05…5 |
| Шлифовальный круг по ГОСТ 2424-67 | ПП 600×80×35 |
| Наибольшая высота устанавливаемого круга, мм | 100 |
| Частота вращения шпинделя шлифовальной бабки, об/мин | 1590 |
| Скорость резания шлифовального круга, м/с | 50 |
| Пределы скоростей врезных подач, мм/мин | 0,1…4,5 |
| Электродвигатель шпинделя шлифовальной бабки, кВт | 10 |
| Масса станка с электрооборудованием и охлаждением, кг | 5600 |
| Характеристика | Значение |
| Высота центров над столом, мм | 100 |
| Расстояние от оси шпинделя до линии центров, мм | 32…182 |
| Длина устанавливаемых шлифуемых изделий, мм | 200…500 |
| Диаметр шлифуемых изделий, мм | 25…125 |
| Наибольшая длина шлифуемых шлицев, мм | 350 |
| Количество шлифуемых шлиц | 3…48 |
| Скорость шлифовального круга (регулируется сменой шкивов), об/мин | 2880; 4550; 6300 |
| Наибольшее вертикальное перемещение шлифовальная головки, мм | 150 |
| Диаметр шлифовального круга наружный, мм | 90…200 |
| Ширина шлифовального круга наибольшая, мм | 32 |
| Диаметр посадочного отверстия шлифовального круга, мм | 32…50 |
| Электродвигатель главного привода - шлифовального шпинделя, кВт | 3 |
| Масса станка, кг | 3900 |
4.3 Выбор и описание режущего инструмента
Режущий инструмент выбираем по ГОСТ, а также по каталогам фирмы-производителя режущего инструмента Seco.Фрезерно-центровальная1. Фреза 2210-0063 Р6М5 ГОСТ 9304-69.2. Сверло 2317-0107 Р6М5 ГОСТ 14952-75.Токарная с ЧПУ1. Резец DWLNL2525M08, пл. WNMG080616-M6 TP1501 – для черновой обработки.2. Резец DCLCL2525X12JETI, пл. CCMT120408W-F1 TP2501 – для чистовой обработки.3. Резец CFTL2525M03, пл. LCGN160305-0180-DY CP500 – для обработки канавок.Вертикально-фрезерная1. Фреза JHP951120E2C.3Z4-SIRA.Шлицефрезерная.1. Фреза 2510-4066 Р6М5 ГОСТ 9324-84.Круглошлифовальная.1. Круг 1 600×80×305 14А F54 L 7 V 40 м/с 2 кл. ГОСТ Р 52781-2007.Шлицешлифовальная.1. Круг 1 80×20×20 14А F54 L 7 V 40 м/с 2 кл. ГОСТ Р 52781-2007.4.4 Выбор станочных приспособлений
Для фрезерно-центровальной операции выбираем тиски станочные, входящие в состав станка.Для токарной обработки, а также для шлицефрезерной, круглошлифовальной и шлицешлифовальной операций выбираем:1. Вращающийся центр А-1-2-Н ГОСТ 8742-75.2. Поводковый патрон 6152-0166/001 ГОСТ 13334-67.Для вертикально-фрезерной операции проектируется специальное фрезерное приспособление с установкой заготовки на призмы.4.5 Разработка маршрутного технологического процесса
Таблица 4.7 – Маршрутный технологический процесс| Операция | Содержание операции | Оборудование, оснастка, инструмент |
| Эскиз | ||
| 1 | 2 | 3 |
| 005 Заготови-тельная | Штамповать заготовку | КГШП |
| 010 Термическая | Нормализовать 260…285 НВ | Печь ПКМ 2.4.2 |
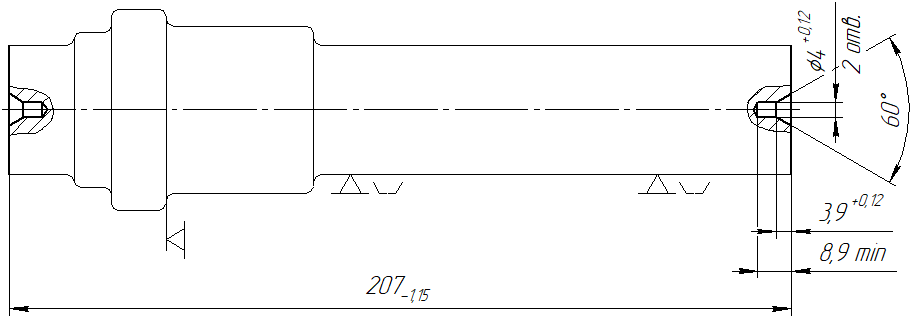
| 015 Фрезерно-центровальная | 1. Фрезеровать торцы, выдерживая размеры 207-1,15. 2. Сверлить центровые отверстия, выдерживая размеры Ø4+0,12; 3,9+0,12; 8,9min; 60º. | Фрезерно-центровальный станок МР-71М. Тиски станочные. Фреза 2210-0063 Р6М5 ГОСТ 9304-69 Сверло 2317-0107 Р6М5 ГОСТ 14952-75 |
 | ||
| Продолжение таблицы 4.7 | ||
| 1 | 2 | 3 |
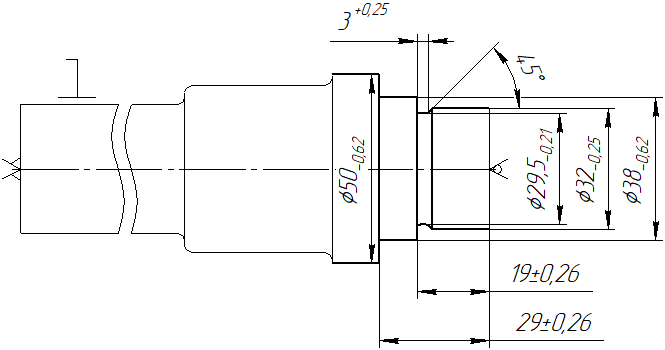
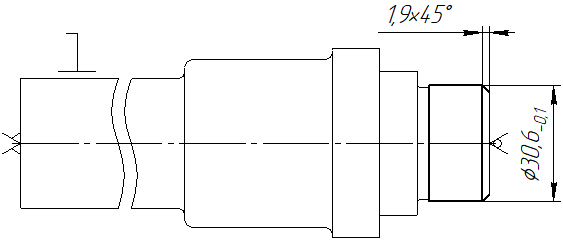
| 020 Токарная с ЧПУ | 1. Точить поверхность напроход, выдерживая размер Ø50-0,62. 2. Точить поверхность, выдерживая размеры Ø38-0,62; 29±0,26. 3. Точить поверхность, выдерживая размеры Ø32-0,25; 19±0,26. 4. Точить канавку, выдерживая размеры Ø29,5-0,21; 3+0,25; 45º; 19±0,26. 5. Точить поверхность, выдерживая размеры Ø30,6-0,1; 1,9×45º. | Токарно-револьверный станок с ЧПУ Haas ST-10. Вращающийся центр А-1-2-Н ГОСТ 8742-75. Поводковый патрон 6152-0166/001 ГОСТ 13334-67. Резец DWLNL2525M08, пл. WNMG080616-M6 TP1501. Резец DCLCL2525X12JETI, пл. CCMT120408W-F1 TP2501. Резец CFTL2525M03, пл. LCGN160305-0180-DY CP500. |
  | ||
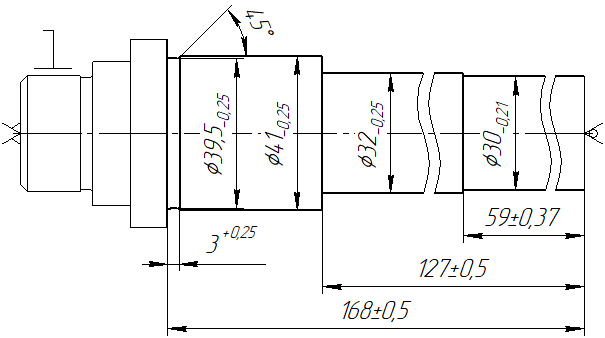
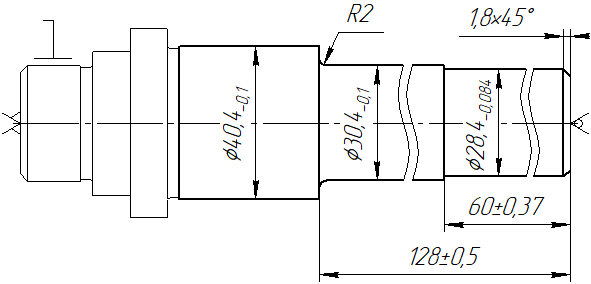
| 025 Токарная с ЧПУ | 1. Точить поверхности, выдерживая размеры Ø30-0,21; 59±0,37; Ø32-0,25; 127±0,5; Ø41-0,25; 168±0,5. 2. Точить канавку, выдерживая размеры Ø39,5-0,25; 3+0,25; 168±0,5; 45º. 3. Точить поверхности, выдерживая размеры Ø28,4-0,084; 60±0,37; Ø30,4-0,1; 128±0,5; R2; Ø40,4-0,1; 1,8×45º. | Токарно-револьверный станок с ЧПУ Haas ST-10. Вращающийся центр А-1-2-Н ГОСТ 8742-75. Поводковый патрон 6152-0166/001 ГОСТ 13334-67. Резец DWLNL2525M08, пл. WNMG080616-M6 TP1501. |
| Продолжение таблицы 4.7 | ||
| 1 | 2 | 3 |
| | | Резец DCLCL2525X12JETI, пл. CCMT120408W-F1 TP2501. Резец CFTL2525M03, пл. LCGN160305-0180-DY CP500. |
  | ||
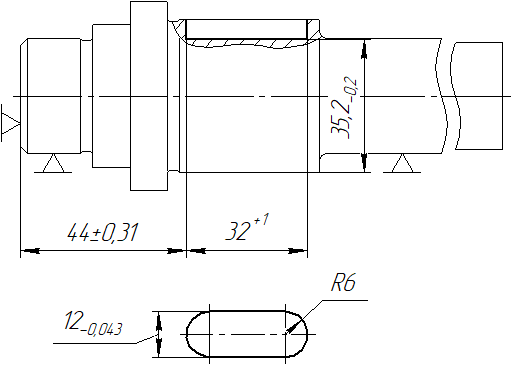
| 030 Вертикально-фрезерная | Фрезеровать шпоночный паз, выдерживая размеры 44±0,31; 12-0,043; 35,2-0,2; 32+1. | Вертикально-фрезерный станок 6Р12. Приспособление фрезерное. Фреза JHP951120E2C.3Z4-SIRA |
 | ||
| Продолжение таблицы 4.7 | ||
| 1 | 2 | 3 |
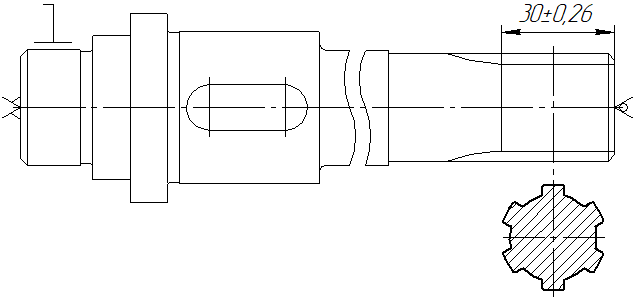
| 035 Шлицефре-зерная | Фрезеровать шлицы D-6×23×28js6×6js7 длиной 30±0,26. | Шлицефрезерный станок 5350А Вращающийся центр А-1-2-Н ГОСТ 8742-75. Поводковый патрон 6152-0166/001 ГОСТ 13334-67. Фреза 2510-4066 Р6М5 ГОСТ 9324-84. |
 | ||
| 040 Слесарная | Зачистить заусенцы | Верстак слесарный |
| 045 Термическая | Закалить указанную область 40…45 HRC | Установка ТВЧ |
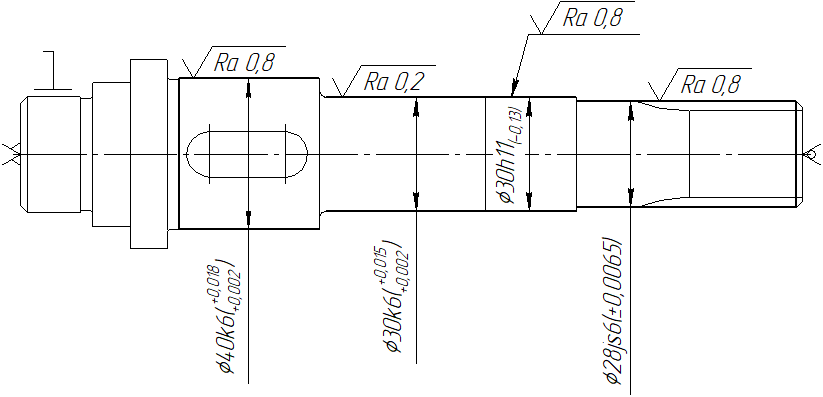
| 050 Круглошли-фовальная | 1. Шлифовать поверхность, выдерживая размер Ø28js6. 2. Шлифовать поверхность, выдерживая размер Ø30k6. 3. Шлифовать поверхность, выдерживая размер Ø40k6. | Круглошлифовальный станок 3М151. Вращающийся центр А-1-2-Н ГОСТ 8742-75. Поводковый патрон 6152-0166/001 ГОСТ 13334-67. Круг 1 600×80×305 14А F54 L 7 V 40 м/с 2 кл. ГОСТ Р 52781-2007 |
 | ||
| Продолжение таблицы 4.7 | ||
| 1 | 2 | 3 |
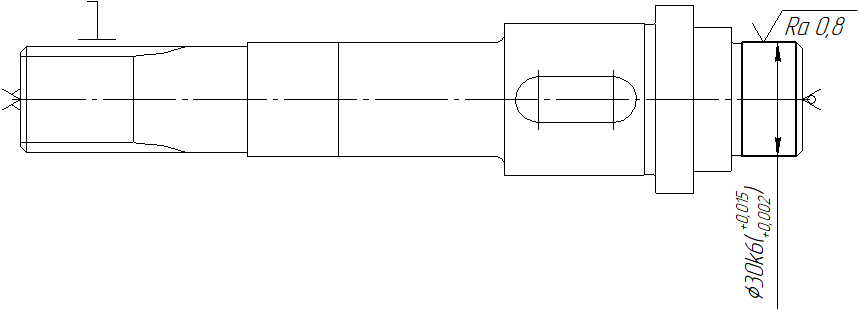
| 055 Круглошли-фовальная | 1. Шлифовать поверхность, выдерживая размер Ø30k6. | Круглошлифовальный станок 3М151. Вращающийся центр А-1-2-Н ГОСТ 8742-75. Поводковый патрон 6152-0166/001 ГОСТ 13334-67. Круг 1 600×80×305 14А F54 L 7 V 40 м/с 2 кл. ГОСТ Р 52781-2007 |
 | ||
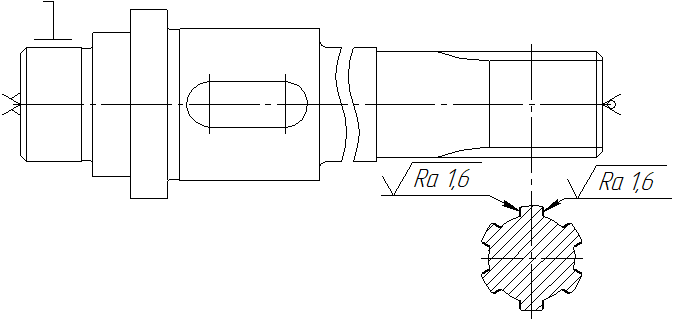
| 060 Шлицешли-фовальная | Шлифовать шлицы согласно эскизу | Шлицешлифовальный станок 3451. Вращающийся центр А-1-2-Н ГОСТ 8742-75. Поводковый патрон 6152-0166/001 ГОСТ 13334-67. Круг 1 80×20×20 14А F54 L 7 V 40 м/с 2 кл. ГОСТ Р 52781-2007. |
 | ||
| Продолжение таблицы 4.7 | ||
| 1 | 2 | 3 |
| 065 Полиро-вальная | Полировать поверхность Ø30 Ra 0,4 | Токарно-винторезный станок 16К20 |
| 070 Моечная | Промыть деталь, просушить на открытом воздухе | Ванна моечная |
| 075 Контроль | Контролировать размеры и шероховатость согласно чертежу | Стол ОТК |