Файл: Курсовой проект по дисциплине Основы технологии машиностроения Преподаватель Глинникова Т. П.docx
ВУЗ: Не указан
Категория: Не указан
Дисциплина: Не указана
Добавлен: 07.11.2023
Просмотров: 3355
Скачиваний: 7
ВНИМАНИЕ! Если данный файл нарушает Ваши авторские права, то обязательно сообщите нам.
СОДЕРЖАНИЕ
1 Описание назначения и конструкции детали и анализ ее технологичности
2 Определение типа производства
3 Выбор вида и метода получения заготовки
4 Разработка технологического маршрута
4.3 Выбор и описание режущего инструмента
4.4 Выбор станочных приспособлений
4.5 Разработка маршрутного технологического процесса
М
 инистерство образования и науки Российской Федерации
инистерство образования и науки Российской ФедерацииФедеральное государственное бюджетное образовательное
учреждение высшего образования
«Уральский государственный горный университет»
Курсовой проект
по дисциплине
«Основы технологии машиностроения»
| Преподаватель: Глинникова Т. П. Студент: Санников К. Ф. Группа: МШСу-20з |
Екатеринбург, 2022 г.
Содержание
1 Описание назначения и конструкции детали и анализ ее технологичности 3
Список литературы 43
1 Описание назначения и конструкции детали и анализ ее технологичности
Деталь «Вал» применяется в зубчатом редукторе и служит для установки на него зубчатых колес и шестерен с целью передачи крутящего момента.
Деталь «Вал» представляет ступенчатое тело вращения наибольшим диаметром 50 мм. Общая длина детали 207 мм. Шейка диаметром 40k6 предназначена для посадки зубчатой шестерни. Шейки диаметром 30k6 служат для установки подшипников качения. Участок цилиндрической поверхности диаметром 30h11 с полированной поверхностью предназначен для установки войлочного уплотнения в крышке редуктора.
Шлицевая поверхность D-6×23×28js6×6js7 служит для установки шкива или звездочки открытой передачи до редуктора.
Также на чертеже не указаны, но обычно вводятся в конструкцию деталей подобного типа центровые отверстия. Так как нет явного запрета конструктора на использование центровых отверстий, то для обеспечения повышенной точности обработки технолог может ввести эти отверстия в конструкцию вала.
Шероховатость подшипниковых шеей Ra 0,2 мкм. Шероховатость посадочных поверхностей (для шестерни и шкива/звездочки) Ra 0,8 мкм. Шероховатость шейки под уплотнение Ra 0,4 мкм. Шероховатость рабочих поверхностей шлиц – Ra 1,6 мкм, шпоночного паза – Ra 3,2 мкм. Шероховатость остальных поверхностей детали Ra 12,5 мкм.
Требования к неуказанным предельным отклонениям размеров соответствуют ГОСТ 30893.1-2002: Н14, h14, ±IT14/2.
Деталь изготавливается из стали 40Х ГОСТ 4543-2016.
Сталь 40Х – конструкционная легированная сталь, применяемая в промышленности для изготовления следующих изделий: оси, валы, вал-шестерни, плунжеры, штоки, коленчатые и кулачковые валы, кольца, шпиндели, оправки, рейки, губчатые венцы, болты, полуоси, втулки и другие улучшаемые детали повышенной прочности.
Химический стали 40Х представлен в таблице 1.1. Физико-механические свойства стали 40Х представлены в таблице 1.2.
Таблица 1.1 – Химический состав стали 40Х в процентах
| С | Si | Mn | Cr | Ni | S | P | Cu |
| не более | |||||||
| 0,36-0,44 | 0,17-0,37 | 0,5-0,8 | 0,8-1,1 | 0,3 | 0,035 | 0,035 | 0,3 |
Таблица 1.2 – Физико-механические свойства стали 40Х
| ГОСТ | Состояние поставки, режим термообработки | σ0,2, МПа | σв, МПа | δ5, % | ψ, % | KCU, кДж/м2 | HВ |
| 4543‑71 | Пруток. Закалка 860 °С, масло. Отпуск 500 °С, вода или масло | 780 | 980 | 10 | 45 | 59 | 143-179 |
Для анализа структуры детали приведем ее эскиз (рисунок 1.1) с обозначением всех поверхностей.
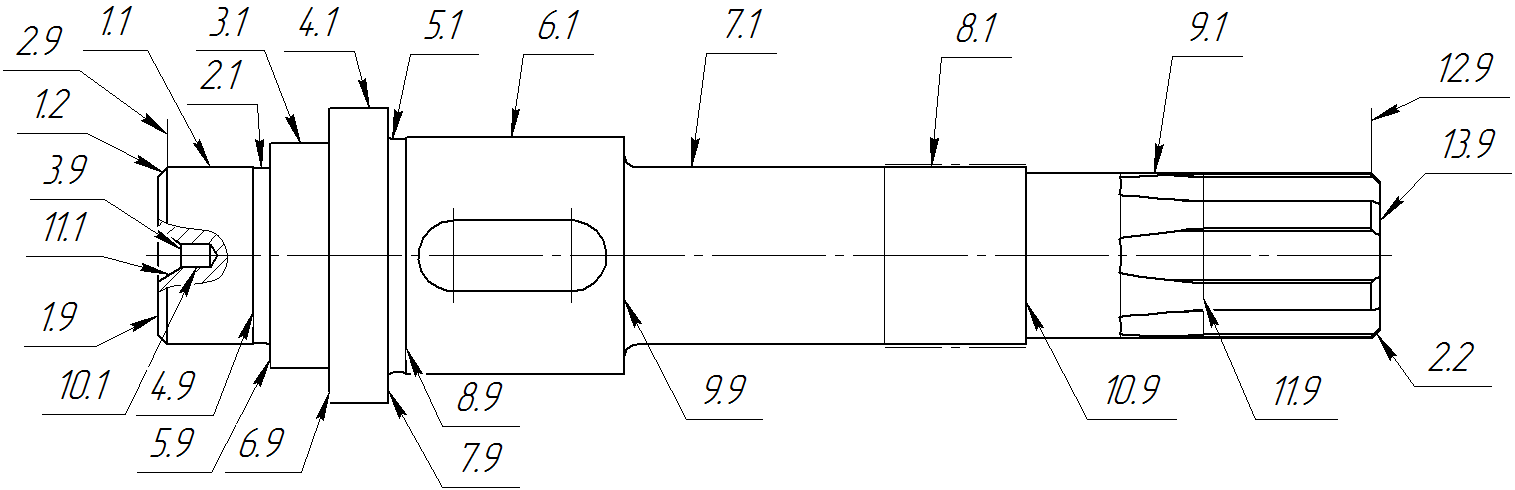
Рисунок 1.1 – Обозначение конструктивных элементов детали
Таблица 1.3 – Элементы первого уровня
| Параметры | Конструктивные элементы | |||||
| 1.1 | 2.1 | 3.1 | 4.1 | 5.1 | 6.1 | |
| Диаметр, мм | 30 | 29,5 | 38 | 50 | 39,5 | 40 |
| Квалитет точности | 6 | 12 | 14 | 14 | 12 | 6 |
| Верхнее отклонение, мм | +0,015 | 0 | 0 | 0 | 0 | +0,018 |
| Нижнее отклонение, мм | +0,002 | -0,21 | -0,62 | -0,62 | -0,25 | +0,002 |
| Шероховатость Ra, мкм | 0,2 | 12,5 | 12,5 | 12,5 | 12,5 | 0,8 |
| Вид требований взаимного расположения (ТВР) | круглость, параллель-ность | | | | | биение |
| Величина ТВР | 0,0025 | | | | | 0,012 |
| Номер базового элемента | 3.1, 7.1 | | | | | 3.1, 7.1 |
| Параметры | Конструктивные элементы | |||||
| 7.1 | 8.1 | 9.1 | 10.1 | 11.1 | | |
| Диаметр, мм | 30 | 30 | 28 | 4 | 8,5 | |
| Квалитет точности | 6 | 11 | 6 | 12 | 12 | |
| Верхнее отклонение, мм | +0,015 | 0 | +0,065 | +0,12 | +0,15 | |
| Нижнее отклонение, мм | +0,002 | -0,13 | -0,065 | 0 | 0 | |
| Шероховатость Ra, мкм | 0,2 | 0,4 | 0,8 | 3,2 | 3,2 | |
| Вид требований взаимного расположения (ТВР) | круглость, параллель-ность | биение | биение | | | |
| Величина ТВР | 0,0025 | 0,025 | 0,01 | | | |
| Номер базового элемента | 3.1, 7.1 | 3.1, 7.1 | 3.1, 7.1 | | | |
Таблица 1.4 – Массив плоскостей
| Параметры | Номера (индексы) плоскостей | ||||||
| 1.9 | 2.9 | 3.9 | 4.9 | 5.9 | 6.9 | 7.9 | |
| Шероховатость Ra, мкм | 12,5 | 12,5 | 12,5 | 12,5 | 1,6 | 1,6 | 0,4 |
| Вид ТВР | | | | | | биение | биение |
| Величина ТВР | | | | | | 0,02 | 0,006 |
| Номер базового элемента | | | | | | 3.1, 7.1 | 3.1, 7.1 |
| Параметры | Номера (индексы) плоскостей | ||||||
| 8.9 | 9.9 | 10.9 | 11.9 | 12.9 | 13.9 | | |
| Шероховатость Ra, мкм | 12,5 | 12,5 | 12,5 | 12,5 | 12,5 | 12,5 | |
| Вид ТВР | | | | | | | |
| Величина ТВР | | | | | | | |
| Номер базового элемента | | | | | | | |
Таблица 1.5 – Массив конструкторских связей
| Параметры | Номера размеров | |||||
| 1 | 2 | 3 | 4 | 5 | 6 | |
| Номер левого элемента | 1.9 | 1.9 | 13.9 | 13.9 | 13.9 | 13.9 |
| Номер правого элемента | 2.9 | 13.9 | 12.9 | 11.9 | 10.9 | 9.9 |
| Размер, мм | 1,6 | 207 | 1,6 | 30 | 60 | 128 |
| Квалитет точности | 14 | 14 | 14 | 14 | 14 | 14 |
| Верхнее отклонение, мм | +0,125 | 0 | +0,125 | +0,26 | +0,37 | +0,5 |
| Нижнее отклонение, мм | -0,125 | -1,15 | -0,125 | -0,26 | -0,37 | -0,5 |
| Параметры | Номера размеров | |||||
| 7 | 8 | 9 | 10 | 11 | 12 | |
| Номер левого элемента | 13.9 | 5.9 | 5.9 | 4.9 | 7.9 | 1.9 |
| Номер правого элемента | 7.9 | 7.9 | 6.9 | 5.9 | 8.9 | 3.9 |
| Размер, мм | 168 | 20 | 10 | 3 | 3 | 3,9 |
| Квалитет точности | 14 | 12 | 14 | 14 | 14 | 12 |
| Верхнее отклонение, мм | +0,5 | 0 | +0,18 | +0,25 | +0,25 | +0,12 |
| Нижнее отклонение, мм | -0,5 | -0,21 | -0,18 | 0 | 0 | 0 |
Анализ технологичности детали выполняем с целью выявления возможности снижения себестоимости обработки детали путем совершенствования ее конструкции.
Качественная оценка.
Конструкцию детали «Вал» можно считать технологичной, так как у неё можно отметить следующие признаки технологичности конструкции:
1. Возможность применять высокопроизводительные методы обработки.
2. Возможность использования прогрессивного метода получения заготовки – штамповка, которая по форме и размерам близка к готовой детали. Это позволяет повысить КИМ, снизить трудоёмкость и себестоимость механической обработки.
3. Доступность всех обрабатываемых поверхностей для механической обработки.
4. Достаточная жесткость детали и простота конструктивных форм позволяет вести обработку с высокими режимами резания.
5. Наличие у детали удобных базирующих поверхностей.
6. Контроль параметров изделия может производиться стандартным универсальным контрольно-измерительным инструментом. Замеряется достаточно просто.
7. Равножесткий вал.
8. Все поверхности доступны для обработки.
Количественная оценка.
Определим коэффициент точности Кт.о поверхностей по формуле:

где Аср – средняя точность изготовления детали, определяем по формуле:

где i – номер квалитета;
ni –число размеров, выполняемых по i-тому квалитету.


Вывод: по данному показателю деталь технологична, т.к коэффициент точности получился больше, чем предельное его значение Кт.о > 0,8.
Определим коэффициент шероховатости Кш, мкм по формуле:

где Бср – среднее численное значение параметра шероховатости, мкм, определяем по формуле:

где j – величина параметра Ra, мкм;
mj –число поверхностей, имеющих j-тую шероховатость.


Вывод: по данному показателю деталь технологична, т.к коэффициент шероховатости получился больше, чем предельное его значение Кш > 0,7.
Таким образом, деталь «Вал» в целом технологична и не требует специализированных методов механической обработки.