ВУЗ: Не указан
Категория: Не указан
Дисциплина: Не указана
Добавлен: 23.11.2023
Просмотров: 113
Скачиваний: 1
ВНИМАНИЕ! Если данный файл нарушает Ваши авторские права, то обязательно сообщите нам.
СОДЕРЖАНИЕ
1. Системный подход к проектированию
2. Разработка производственной структуры дистанции
2.1 Характеристика технической оснащенности дистанции
Исходные данные для проектирования
2.2 Расчет показателя объема работы дистанции
2.3 Расчет штата для технического обслуживания устройств
2.4 Выбор методов технического обслуживания
2.5 Организация работ при выбранных методах ТО
2.6 Участковая и зонная организация ТО
2.7 Построение технологической схемы организации ТО
3.1 Принципы построения организационной структуры
3.2 Формирование и распределение функций управления
2.4 Выбор методов технического обслуживания
Метод ТО – это совокупность технологических и организационных правил выполнения работ по ТО и ремонту устройств, в том числе, определения форм кооперации и разделения труда персонала, непосредственно занятого ТО. Основным признаком для классификации методов ТО считается структурная группировка персонала по признакам кооперации и разделения труда. Все методы ТО подразделяются на индивидуальные, групповые и комбинированные.
Индивидуальные (околотковые) методы обслуживания предусматривают деление объектов обслуживания на небольшие участки, на которых весь комплекс работ выполняют один электромеханик и один электромонтер.
Бригадным методом ТО можно назвать организационную форму объединения более трех специалистов, обслуживающих участок и выполняющих на нем все операции ТО. Эти методы можно подразделить на две группы: бригадные централизованные; бригадные децентрализованные.
Комбинированные (бригадно-околотковые) методы ТО – это форма объединения персонала, при которой часть работ выполняется индивидуально (околотками), а другая часть – бригадой, которая подчиняется, обычно, начальнику РТУ и обслуживает участки 100-200 км, выполняя комплекс операций, требующих самой высокой квалификации. Схема классификации приведена на рис. 3.
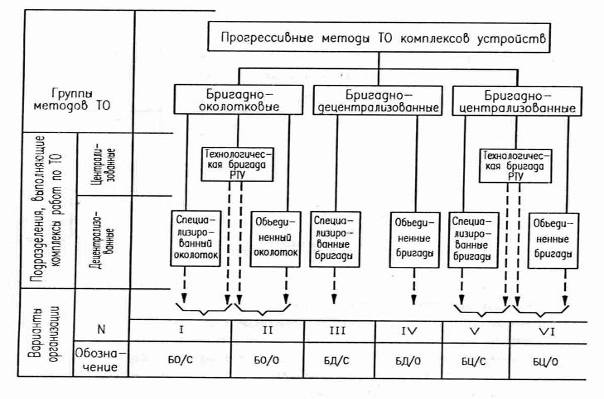
Рис. 3. Классификация методов технического обслуживания
Выбор осуществляется по факторам Фi, характеризующим местные условия эксплуатации участка.
Таблица 2.14 Выбор метода ТО
| Факторы, влияющие на выбор группы методов ТО | Вариант проявления | Условное обозначение фактора | Влияние данных Фi на выбор группы методов обслуживания | ||
| Комбинированные (БО) | Бригадные децентрализованные (БД) | Бригадные централизованные (БЦ) | |||
| Наличие высококвалифицирован-ных специалистов на участке | Достаточно | + Фс | + | + | + |
| Наличие подъездов к объектам для автотранспорта | Подъезды есть | + Фп | + | + | + |
| Наличие транспортных средств на участке | Недостаточно | -Фт | - | + | - |
| Места жительства персонала | Сконцентрированы на крупной станции | + Фж | - | + | + |
Лучший для заданных условий эксплуатации метод ТО выбирается по максимальному количеству положительных значений факторов Фi.
Организация бригад возможна двумя путями: в объединенные бригады, и в специализированные бригады. Объединенные бригады обслуживают все устройства СЦБ, расположенные на участке обслуживания. Специализированные бригады обслуживают только определенный вид устройств. При этом протяженность участка обслуживания объединенной бригады значительно меньше, что сокращает время на переезды по участку и повышает оперативность, но каждая бригада должна состоять из специалистов, имеющих опыт обслуживания всех устройств. Обычно, объединенные бригады применяются на линейных участках, а специализированные – на участковых и крупных промежуточных станциях.
Круглосуточное (сменное) дежурство устанавливается на постах ДЦ, на постах ЭЦ крупных и промежуточных станций, и на механизированных горках.
В данном случае выбираем бригадный децентрализованный метод технического обслуживания.
2.5 Организация работ при выбранных методах ТО
дистанция техническое обслуживание управление
На участке Д-Б-В-Г протяженностью 430 км организуется бригадно-децентрализованный метод с объединенными и специализированными бригадами. Штат по расчетам составляет (устройства СЦБ):
ШН – 75 человек,
ШЦМ – 39 человек,
ШНС – 12 человек.
Для ТО линейных устройств СЦБ производственный штат из 69 человек разделяется на 7 бригад по 10 человек (в одной бригаде – 9 чел.). В состав участка входит обслуживание АПС на ст. Б. (1 ШН).
Средняя протяженность участка бригады – 47 км. Бригада обслуживает устройства АБ, ЭЦ промежуточных станций, сигнальные провода автоблокировки и АПС. Каждую бригаду возглавляет ШНС (всего 7 ШНС).
Отдельно организуется 6 бригад для обслуживания аппаратуры ДИСК по 9 человек в каждой (в двух бригадах по 8 чел.), в состав участка входит обслуживание ДИСК на ст. М (3 ШН). Протяженность участка бригады – 55 км. Каждую бригаду возглавляет ШНС (всего 6 ШНС).
На участке М-Н-Е протяженностью 240 км организуется бригадно-децентрализованный метод с объединенными и специализированными бригадами. Штат по расчетам составляет (устройства СЦБ):
ШН – 14 человек,
ШЦМ – 20 человек,
ШНС – 6 человек.
Для ТО линейных устройств СЦБ производственный штат из 42 человека разделяется на 6 бригад по 7 человек. В состав участка входит обслуживание АПС на ст. М (1 ШН) и на ст. Е (1 ШН).
Средняя протяженность участка бригады – 40 км. Бригада обслуживает устройства АБ, ЭЦ промежуточных станций, сигнальные провода автоблокировки и АПС. Каждую бригаду возглавляет ШНС (всего 6 ШНС).
Отдельно организуется 4 бригады для обслуживания аппаратуры ДИСК по 10 человек в каждой (в двух бригадах по 9 чел.), в состав участка входит обслуживание ДИСК на ст. Е (3 ШН). Протяженность участка бригады – 60 км. Каждую бригаду возглавляет ШНС (всего 4 ШНС).
На станции Б производственный штат разделяется следующим образом: на обслуживание устройств МРЦ из производственного штата организуются 2 бригады по 11 человек, каждую бригаду возглавляет ШНС, организуется сменная работа
; на обслуживание устройств центрального поста ДЦ и ДК из производственного штата организуется 1 бригада из 8 человек, бригаду возглавляет ШНС, организуется сменная работа; на обслуживание устройств ДИСК-Б из производственного штата организуется 1 бригада из 6 человек, бригаду возглавляет ШНС; для обслуживания КП АЛС организуется 1 бригада из 14 человек, бригаду возглавляет ШНС, организуется сменная работа; для обслуживания устройств ГАЦ организуется 1 бригада из 13 человек, бригаду возглавляет ШНС, организуется сменная работа.
На станции М производственный штат разделяется следующим образом: на обслуживание устройств ЭЦ из производственного штата организуется 1 бригада из 8 человек, бригаду возглавляет ШНС.
На станции Е производственный штат разделяется следующим образом: на обслуживание устройств ЭЦ из производственного штата организуется 1 бригада из 8 человек, бригаду возглавляет ШНС.
Таблица 2.15 Состав бригад
| Участок | Устройства | Тип бригады | Численность, чел. | Количество бригад, шт. | Состав бригады, чел. |
| №1 К-Б-В-М | СЦБ | Линейные объединения | 69 | 7 | 6х10, 1х9 |
| ДИСК-Б | Специализированные бригады ДИСК-Б | 52 | 6 | 4х9, 2х8 | |
| №2 М-Н-Е | СЦБ | Линейные объединения | 42 | 6 | 7 |
| ДИСК-Б | Специализированные бригады ДИСК-Б | 38 | 4 | 2х10, 2х9 | |
| Участковая станция (станция Б) | МРЦ | Специализированные бригады | 22 | 2 | 11 |
| пост ДЦ и ДК | Специализированные бригады | 8 | 1 | 8 | |
| ДИСК-Б | Специализированные бригады | 6 | 1 | 6 | |
| КП АЛС | Специализированные бригады | 14 | 1 | 14 | |
| ГАЦ | Специализированные бригады | 13 | 1 | 13 | |
| Крупная промежуточная станция (станция М) | ЭЦ | Специализированные бригады | 8 | 1 | 8 |
| Крупная промежуточная станция (станция Е) | ЭЦ | Специализированные бригады | 8 | 1 | 8 |