Файл: Контур регулирования уровня металла в промежуточном ковше мнлз.docx
ВУЗ: Не указан
Категория: Не указан
Дисциплина: Не указана
Добавлен: 11.01.2024
Просмотров: 183
Скачиваний: 1
СОДЕРЖАНИЕ
1.1 Характеристика технологического процесса промежуточного ковша и кристаллизатора МНЛЗ
1.2 Автоматизация процесса. Задачи управления
1.3 Локальная САР уровня металла в промежуточном ковше МНЛЗ
2.1 Расчет статической характеристики объекта управления методом наименьших квадратов
2.2 Расчет динамических параметров по экспериментальной кривой разгона объекта
3 СТРУКТУРНАЯ СХЕМА САУ РЕГУЛИРОВАНИЯ УРОВНЯ ЖИДКОГО МЕТАЛЛА В ПРОМЕЖУТОЧНОМ КОВШЕ
3.1 Расчет настроек контура управления.
3.2 Расчет траектории переходного процесса
4 РАСЧЕТ ПЕРЕХОДНОГО ПРОЦЕССА В КОНТУРЕ УПРАВЛЕНИЯ
5.1 Влияние время интегрирования на качество переходного процесса
5.2 Влияние коэффициента передачи на качество переходного процесса
3. Снижение капитальных затрат на сооружение металлургического завода (исключается парк изложниц, отделение для их подготовки и извлечение из них слитков, крупные дорогостоящие прокатные станы блюминги и слябинги, на которых слитки обычно обжимаются на заготовки для последующей прокатки).
4. Уменьшение энергетических затрат (как для нагрева металла под прокатку, так и для работы обжимных станов).
5. Повышение производительности и улучшение условий труда (исключается ряд тяжелых и трудоемких операций по установке изложниц, уборке и т. п.), создание предпосылок для полной автоматизации и механизации процесса разливки, уменьшение числа обслуживающего персонала.
6. Увеличение степени однородности металла, улучшение его качества благодаря ускорению затвердевания.
МНЛЗ могут применяться в любом сталеплавильном производстве, но большей частью они используются для разливки стали в кислородно – конвертерных цехах.
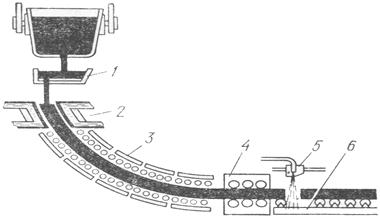
Рисунок 1.2 - Машина непрерывного литья заготовок криволинейного типа: 1 - промежуточный ковш; 2 - кристаллизатор; 3 - зона вторичного охлаждения; 4 - тянущие ролики; 5 - машина газовой резки; 6 - горизонтальный рольганг.
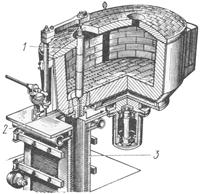
Рисунок 1.3 – Промежуточная емкость МНЛЗ: 1 - стопор; 2 - дозирующий стакан; 3 - кристаллизатор.
Металл от сталеплавильного агрегата подается к МНЛЗ в сталеразливочных ковшах различной емкости. Поступление металла из ковша в промежуточный ковш происходит через донный разливочный стакан, перекрываемый для регулирования потока металла стержнем – стопором, футерованным огнеупором.
Промежуточное разливочное устройство (ковш) предотвращает попадание шлака в кристаллизатор и должно обеспечивать подачу спокойной струи жидкой стали и возможность регулировать поступление металла в кристаллизатор. Стенки промежуточного ковша выполняются наклонными с откосом, как правило 1:10.
Подача металла из промежуточного ковша в кристаллизатор осуществляется в основном двумя методами: через донные стаканы – дозаторы (с постоянным сечением) и через донные стаканы с регулированием потока металла стопором или шиберным затвором. Наибольшее распространение имеет второй метод, но он обладает следующими недостатками:
плохая организация струи жидкого металла, что влияет на качество слитка, низкая стойкость огнеупорных материалов стопорной пары (стакан – стопор); изменения расходной характеристики стопорной пары в процессе разливки; значительные люфты в кинематических соединениях, ухудшающих качество регулирования[4].
1.3 Локальная САР уровня металла в промежуточном ковше МНЛЗ
В качестве регулирующего органа в данной системе используется шиберный затвор, который приводится в движение с помощью гидроцилиндра. Гидроцилиндр и шибер представлены инерционным звеном первого порядка. Так как гидроцилиндр жестко связан с шиберным затвором, следовательно, постоянная времени гидроцилиндра Тгц и шибера Тш одинаковы [5].
Для системы подходит гидроцилиндр с диаметром D = 25 мм и ходом плунжера Lгц=120 мм. Постоянная времени гидроцилиндра определяется по формуле:
 , , | |
где

 – масса подвижных частей,
– масса подвижных частей, 

 – коэффициент динамической жесткости гидроцилиндра:
– коэффициент динамической жесткости гидроцилиндра:  , , | |
где

 – приведенный модуль упругости стенок гидроцилиндра и жидкости,
– приведенный модуль упругости стенок гидроцилиндра и жидкости,
 – эффективная площадь поршня.
– эффективная площадь поршня.
Таким образом, передаточные функции гидроцилиндра и шибера равны:

Измерительное устройство
Уровень металла в промежуточном ковше измеряется с помощью радарного уровнемера УЛМ-31А2 . Сигнал с датчика поступает на контроллер. Передаточная функция измерительной системы представлена инерционным звеном первого порядка:
 , , | |
где

 – постоянная времени датчика уровня.
– постоянная времени датчика уровня.Сглаживающее устройство
Демпфирование (сглаживание) входного сигнала обеспечивается включением инерционного звена с передаточной функцией:
 . . | |
2 СПЕЦИАЛЬНАЯ ЧАСТЬ
В данном объекте управления выходной величиной является уровень металла в промежуточном ковше h, а входной величиной – разность между притоком и стоком металла.

Причем возмущения могут возникать за счет изменения
 .
.Изменения уровня характеризуются следующим дифференциальных уравнением.
 (1)
(1)Где
 – плотность металла
– плотность металлаF(h) – значение площади зеркала металла в промежуточном ковше.

 площадь дна промежуточного ковша
площадь дна промежуточного ковшаа – коэффициент определяющий геометрию стенок
Известно, что сток жидкости через отверстие пропорционален корню квадратному из высоты этой жидкости над отверстием:
 (2)
(2)Где
 – коэффициент расхода на притоке и стоке
– коэффициент расхода на притоке и стоке – проходные сечения в шиберном затворе и стопоре, в промежуточном и сталеразливочном ковшах.
– проходные сечения в шиберном затворе и стопоре, в промежуточном и сталеразливочном ковшах. – текущее значение уровня металла в сталеразливочном ковше
– текущее значение уровня металла в сталеразливочном ковшеС использованием зависимостей (1) и (2) уравнение приобретает вид нелинейного дифференциального уравнения первого порядка
 (3)
(3)Уравнение возможно несколько упростить, подвергнув линеаризации

, использовав разложения в ряд Тейлора
 притока в окрестностях точки
притока в окрестностях точки  и
и  в окрестностях точки
в окрестностях точки  и отбросив члены ряда, содержащие величины второго и более порядка малости.
и отбросив члены ряда, содержащие величины второго и более порядка малости.Выражая номинальный расход металла через сечение заготовки S, скорость разливки N, можно получить значение постоянной времени объекта.

Где
 – площадь жидкого металла в промежуточном ковше, – заданый уровень металла в промежуточном ковше
– площадь жидкого металла в промежуточном ковше, – заданый уровень металла в промежуточном ковше
Коэффициент объекта получим из уравнения
Где
 – коэффициент расхода для шиберного затвора равен 2,2.
– коэффициент расхода для шиберного затвора равен 2,2.