ВУЗ: Не указан
Категория: Не указан
Дисциплина: Не указана
Добавлен: 05.08.2024
Просмотров: 297
Скачиваний: 0
СОДЕРЖАНИЕ
Министерство образования Российской Федерации
Б.М. Балоян, а.Г. Колмаков, м.И. Алымов, а.М. Кротов
1. Наноматериалы и нанотехнологии – история, современность и перспективы
2. Понятие о наноматериалах. Основы классификации и типы структур наноматериалов.
2.2. Основы классификации наноматериалов
2.3. Основные типы структур наноматериалов
3. Особенности свойств наноматериалов и основные направления их использования
3.1. Физические причины специфики наноматериалов
3.2. Основные области применения наноматериалов и возможные ограничения
Ограничения в использовании наноматериалов
4.1. Методы порошковой металлургии
4.1.1 Методы получения нанопорошков
Методы физического осаждения из паровой фазы
4.1.2. Методы формования изделий из нанопорошков.
4.2. Методы с использованием аморфизации
4.3. Методы с использованием интенсивной пластической деформации
4.4. Методы с использованием технологий обработки поверхности
4.4.1. Технологии, основанные на физических процессах Методы физического осаждения из паровой фазы
4.4.2. Технологии, основанные на химических процессах
5. Фуллерены, фуллериты, нанотрубки
6. Квантовые точки, нанопроволоки и нановолокна
7. Основные методы исследования наноматериалов
7.2. Спектральные методы исследования.
7.3. Сканирующие зондовые методы исследования
7. Основные методы исследования наноматериалов
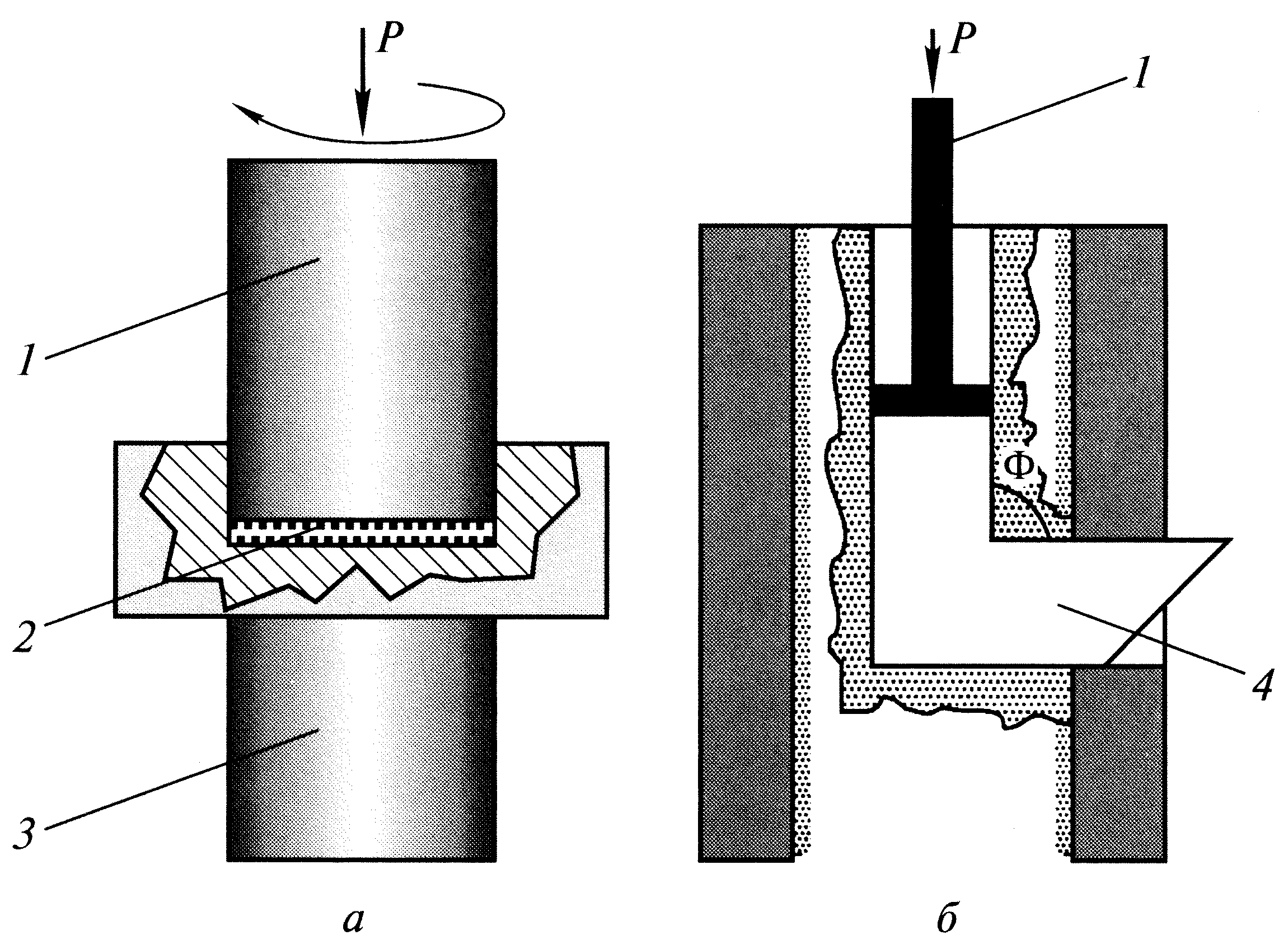
Рис. 4.13. Схема методов интенсивной пластической деформации: а- метод кручения под высоким давлением, б- метод равноканального углового прессования, 1- пуансон, 2- образец, 3- суппорт, 4- заготовка [8].
Метод равноканального углового прессования обеспечивает получение более крупных размеров деталей с диаметром до 60 мм и длиной до 200 мм (рис. 4.15) [8,33]. Этот метод также основан на использовании деформации сдвигом. Для этого заготовка многократно продавливается в специальной оснастке через два пересекающихся канала с одинаковыми поперечными сечениями. Чаще всего используется угол между каналами равный 90о, при котором за одно продавливание материала обеспечивается степень истинной деформации 1 [8,33]. Температура процесса в зависимости от обрабатываемого материала выбирается комнатной или слегка повышенной. Важной проблемой является сохранение целостности получаемых образцов для малопластичных и трудно деформируемых материалов. Метод позволяет формировать ультамелкозернистую структуру со средним размером зерен в диапазоне от 200 до 500 нм (рис 4. 14а) [8].
Разрабатываются также другие методы интенсивной пластической деформации, например, всесторонняя ковка и специальная прокатка.
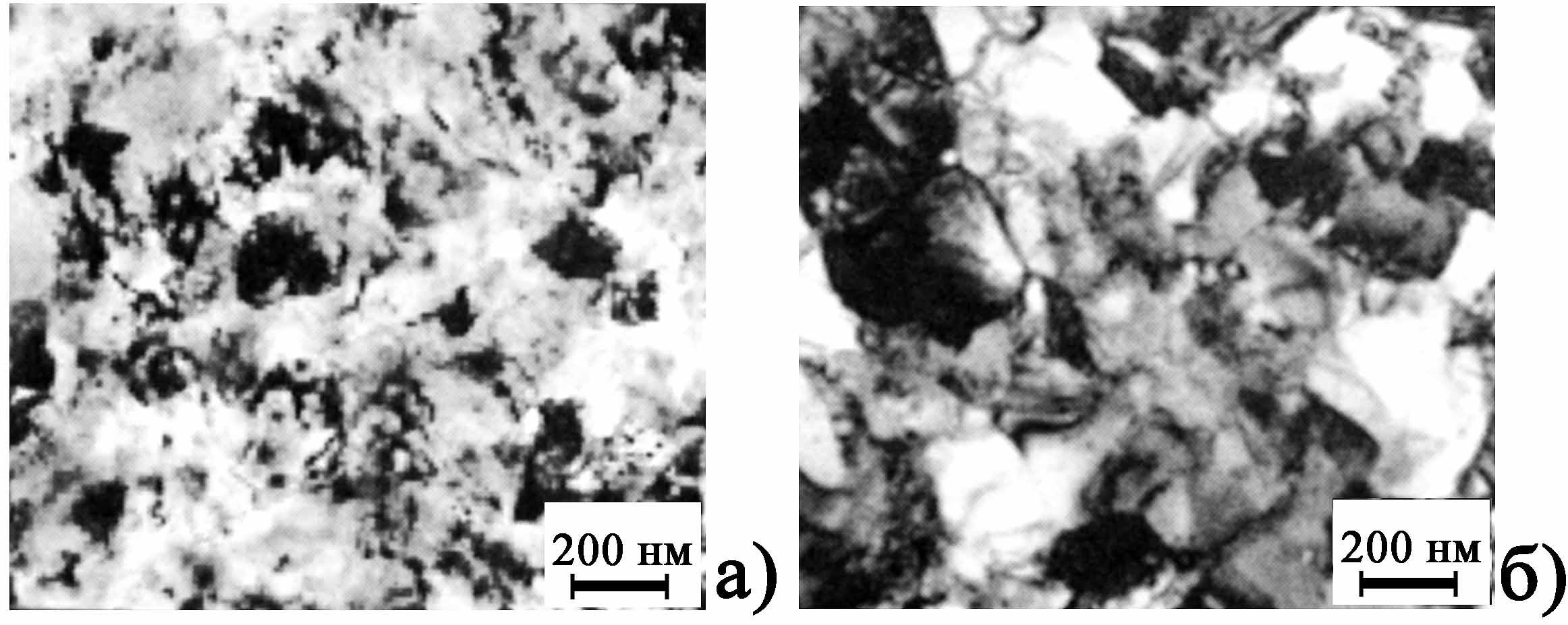
Рис. 4.14. Наноструктуры меди, полученной разными методами: а- методом кручения под высоким давлением, б- методом равноканального углового прессования [8].
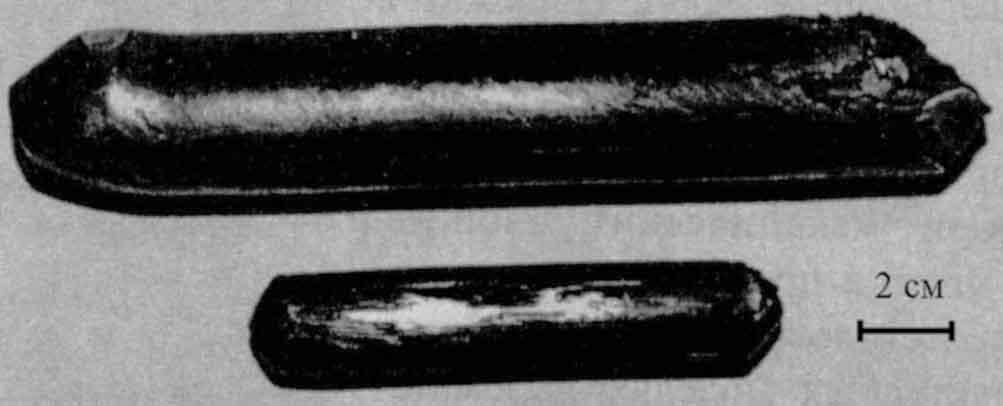
Рис. 4.15. Объемные заготовки из наноструктурного титана [8].
4.4. Методы с использованием технологий обработки поверхности
Технологии обработки поверхности материалов к настоящему времени представляют собой одну из наиболее развивающихся областей науки о материалах. Методы, связанные с созданием на поверхности материалов, особенно металлических, модифицированных слоев, достаточно изучены, отработаны и широко применяются на практике [74,94-101]. Многие из таких методов или их усовершенствованных вариантов могут рассматриваться как методы нанотехнологии, так как позволяют создавать наноразмерные и/или наноструктурные слои на поверхности материалов, композиционные материалы с нанокомпонентами, а в ряде случаев и наноматериалы в виде нано и микроизделий.
Примерная классификационная схема наноориентированных технологий обработки поверхности показана на рис. 4.16. Данные методы можно условно подразделить на две большие группы – технологии, основанные на физических процессах и технологии, основанные на химических процессах. Среди всех наноориентированных технологий обработки поверхности на сегодняшний день наиболее перспективными являются ионно-вакуумные технологии нанесения покрытий (т.н. PVD и CVD технологии) [100-111]. Полученные такими способами слои отличаются высокой адгезией, а температурное воздействие на материал основы как правило минимальное. Анализ литературных данных, проведенный в работе [111], показал, что размер кристаллитов в пленках, полученных по технологиям вакуумного нанесения, может достигать 1-3 нм.
Рассмотрим подробно некоторые основные варианты реализации наноориентированных технологий обработки поверхности, приведенных на рис. 4.16.
4.4.1. Технологии, основанные на физических процессах Методы физического осаждения из паровой фазы
Данная группа методов часто обозначается английской абревеатурой PVD (Physical Vapour Deposition). Эта группа методов объединена общей схемой нанесения покрытия и использованием вакуума. (рис. 4.17). Сначала материал для покрытия переводится из конденсированного состояния в состояние пара, затем проводится его транспортировка к подложке (материалу на который наносится покрытие), где происходит осаждение материала покрытия из паровой фазы и формирование покрытия. Использование вакуума облегчает перевод материала в паровую фазу.
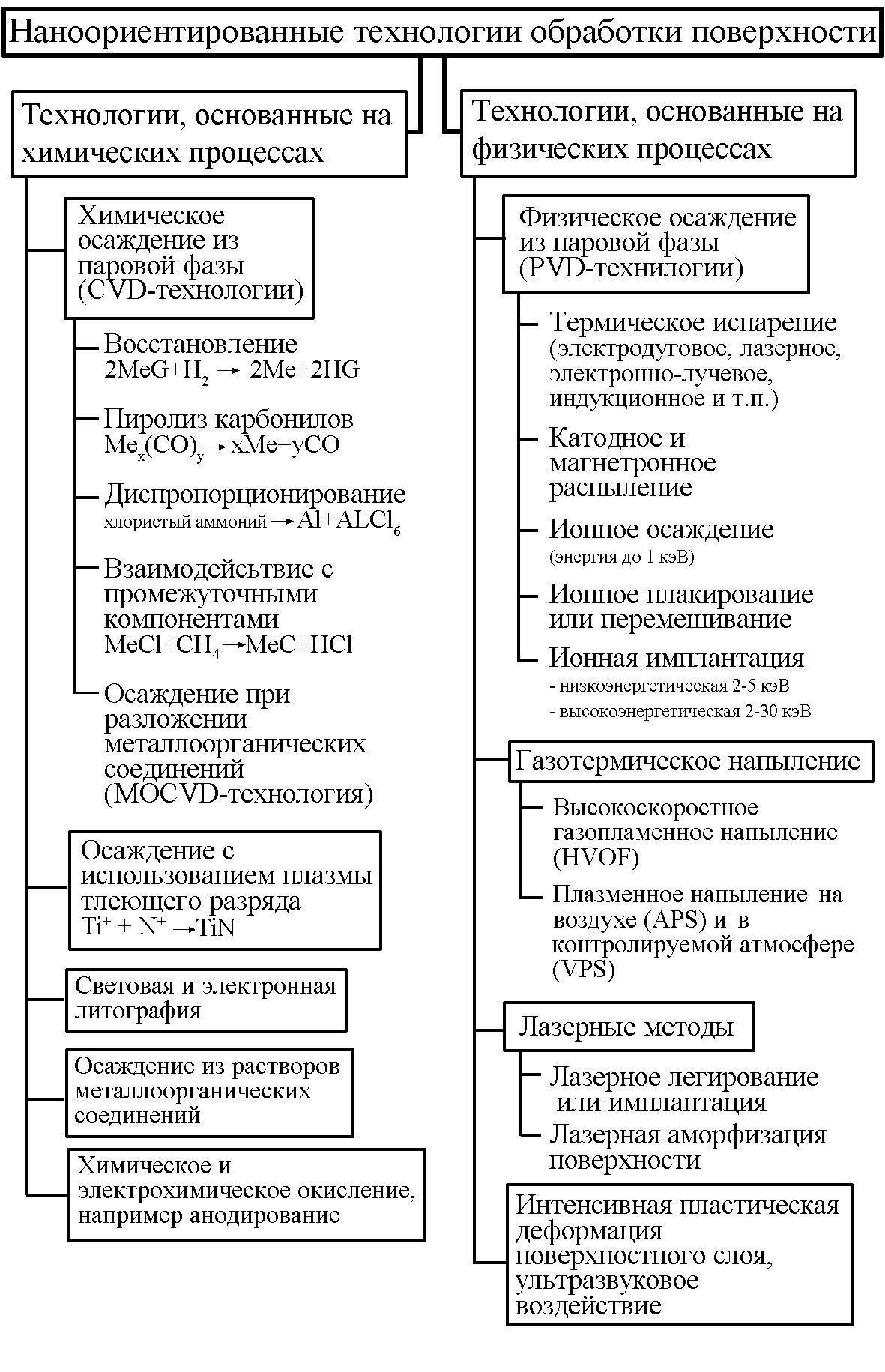
Рис. 4.16. Примерная классификационная схема наноориентированных технологий обработки поверхности
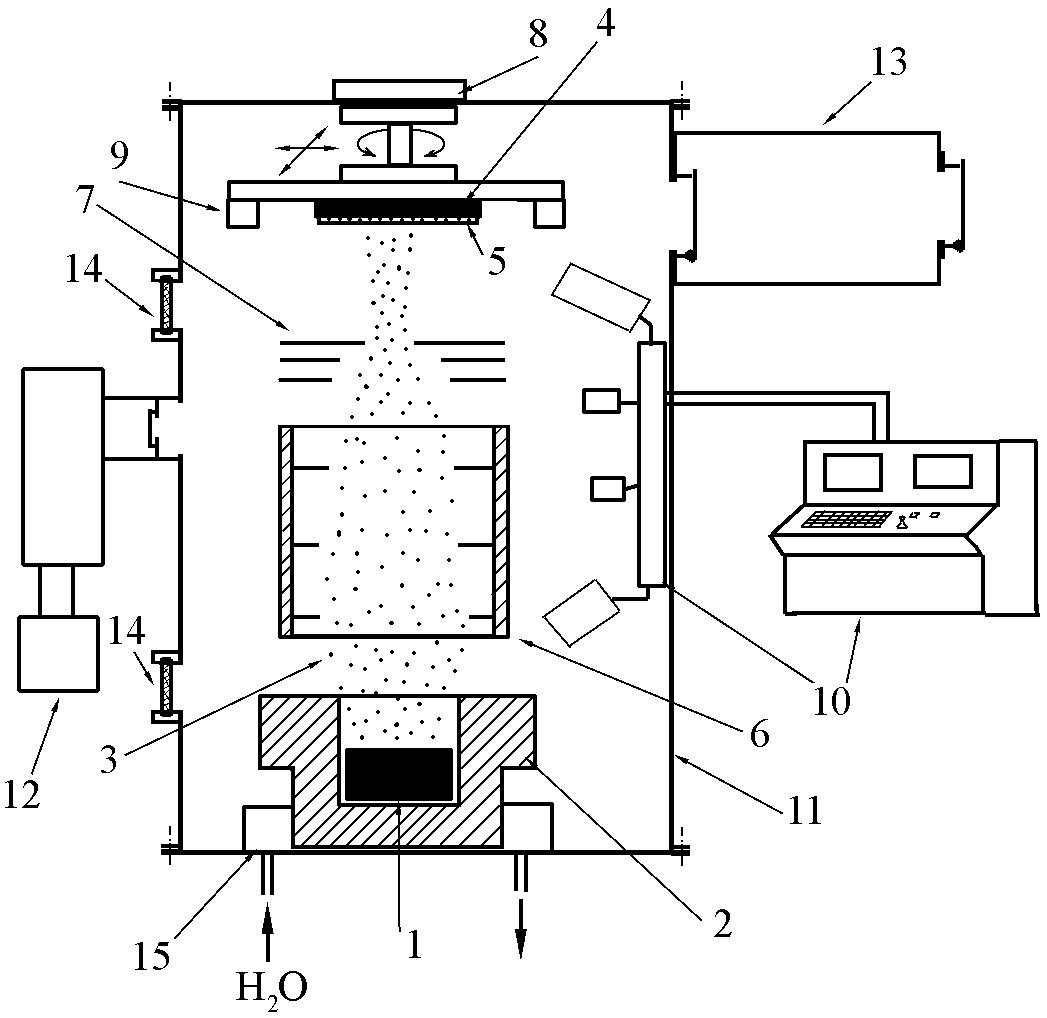
Рис.4.17. Типичная схема установки для нанесения покрытия PVD-методом: 1- материал для покрытия, 2- система перевода материала в паровую фазу, 3- поток испарившегося вещества, 4- подложка, 5- формирующееся покрытие, 6- система транспортировки материала покрытия в паровой фазе к подложке, 7- система фокусировки (и/или сканирования) потока вещества, осаждающегося на подложку, 8- система закрепления подложки и ее контролируемого перемещения, 9- система регулирования температуры нагрева подложки, 10- система управления и контроля технологическими параметрами (температура подложки, скорость перевода материала в паровую фазу, давление в камере, скорость осаждения покрытия, толщина покрытия и др.), 11- вакуумная камера, 12- система создания и поддержания высокого вакуума (система вакуумных задвижек, форвакуумных и высоковакуумных насосов, азотная ловушка и др.), 13- шлюзовая камера и система подачи и смены подложек, 14- смотровые контрольные окна, 15- система охлаждения.
Классификация метода внутри группы определяется используемым сочетанием способов испарения, транспортировки и осаждения. Широкое распространение PVD-методов обусловлено такими причинами, как: возможность получения очень равномерных поверхностных слоев толщиной от <1 нм до 200 мкм с очень хорошей воспроизводимость свойств; размер покрываемой поверхности может быть ограниченным, а может в ряде случаев (магнетронное напыление) составлять полосы практически неограниченной длины; возможность селективного нанесения на выбранные участки; почти неограниченный выбор материалов подложки (теоретически материал подложки может быть любым); достаточная гибкость к требованиям по температуре подложки; широкий выбор материалов для поверхностных слоев (металлы, сплавы, химические соединения); возможность получения многослойных покрытий со слоями разной толщины и из разных материалов; изменение состава, структуры и свойств слоев путем варьирования технологическими параметрами нанесения; возможность выполнения требований к высокой чистоте материала покрытия; минимальное загрязнение окружающей среды. К недостаткам этой группы методов можно отнести: сложность и большую стоимость технологического и контрольного оборудования, необходимость очень высокой квалификации обслуживающего персонала, сравнительно низкую производительность, сложность разработки технологического режима для конкретного случая получения покрытия, особенно для получения покрытий из соединений при выдерживании большой точности химического состава; необходимость специальной подготовки покрываемых поверхностей.
Термическое испарение.
Впервые этот метод был использован для осаждения тонких слоев металлов еще в конце 19 века [100]. Однако только с появлением достаточно совершенного вакуумного оборудования во второй половине 20 века он нашел широкое применение для получения, например, просветляющих покрытий для оптики, зеркал, интерференционных фильтров, затемняющих оптических покрытий, декоративных покрытий на пластиках и тканях, пленок полупроводников и электронно-оптических материалов. Иногда этот метод называют также газофазным осаждением, вакуумным или термическим напылением.
Процесс термического испарения осуществляют в вакууме при давлении порядка 10-3-10-5 Па (10-5-10-7 мм.рт.ст.). При таком давлении длина свободного пробега атомов или молекул составляет порядка нескольких метров [94,100]. Полученная в результате нагрева паровая фаза напыляемого
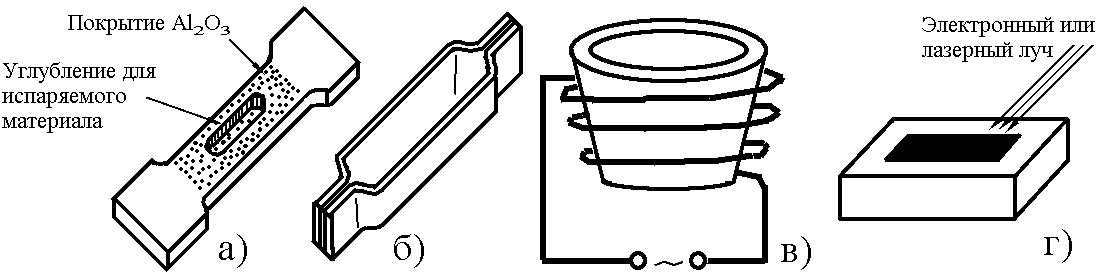
Рис. 4.18. Некоторые варианты метода термического испарения: а) испаритель из металлического листа с защитным покрытием, б) металлический испаритель в виде лодочки, в) керамический тигель с внешним нагревательным элементом, г) испарение лазерным или электронным лучом.
|
Таблица 4.1. Температуры нагрева некоторых веществ при использовании метода термического испарения в вакууме [94,100]. |
||
|
Вещество |
Температура плавления, оС |
Используемые температуры испарения, оС |
|
алюминий |
650 |
1250…1400 |
|
мышьяк |
820 |
> 300 |
|
барий |
710 |
> 610 |
|
бериллий |
1283 |
>1250 |
|
висмут |
271 |
650…1000 |
|
углерод |
3700 |
> 2600 |
|
хром |
1900 |
> 1400 |
|
железо |
1536 |
> 1480 |
|
медь |
1084 |
> 1300 |
|
золото |
1063 |
> 1400 |
|
серебро |
961 |
> 1150 |
|
платина |
1770 |
> 2100 |
|
тантал |
3000 |
> 3100 |
|
вольфрам |
3380 |
> 3250 |
|
цинк |
420 |
350…1000 |
|
CdTe |
1100 |
750…850 |
|
BeO |
2530 |
2100…2700 |
|
Al2O3 |
2030 |
> 1850 |
вещества свободно осаждается на подложку, имеющую температуру намного ниже, чем температура паровой фазы. В зависимости от источника нагрева получили распространение следующие варианты метода: электротермический нагрев (прямое пропускание электрического тока или нагрев в тигле), нагрев в индукторе, испарение за счет электродугового разряда, нагрев электронным или лазерным лучом (рис. 4.18). Большинство из этих методов рассчитано на испарение металлических материалов. Нагрев в тигле и использование лазерного излучения позволяют испарять широкую гамму материалов. При этом первый метод может использоваться для испарения материалов с относительно невысокой температурой испарения, которая определяется температурной и химической стойкостью материала тигля. Так тигли из графита обеспечивают температуру процесса до 1400 оС, из Al2O3 – до 1600 oC, из BN+TiB2 – до 1750 oC, из фольги Мо иТа с защитным покрытием – до 1850 оС, из ThO2 и ZrO2 - до 2100 оС [100]. Важным условием выбора материала для тигля является отсутствие химического взаимодействия между ним и испаряемым веществом при высоких температурах. Для обеспечения лучших условий испарения и преодоления ряда других недостатков испарения из тиглей используется электронно-лучевое испарение [103,109,117]. В этом случае электропроводящий испаряемый материал помещают в водоохлаждаемый тигель и нагревается электронным лучом при ускоряющем напряжении луча 2-10 кВ и тока порядка 0,1 А. Пятно фокусировки электронного луча на поверхности испаряемого материала может составлять до 1 мм, поэтому зона расплавления будет меньше всего объема материала и, следовательно, не будет контактировать с тиглем. Недостатком электронно-лучевого испарения, как и испарения из тиглей, является сложность испарения материала, состоящего из компонент с разными упругостями паров при одной и той же температуре, что вызывает проблематичность получения покрытия с заданным химическим составом.
Использование лазерного излучения (импульсного или непрерывного) позволяет избежать большинства температурных и химических ограничений и устраняет потребность в тиглях. Практически мгновенное испарение вещества позволяет сохранить соотношение химических компонентов в осаждаемой пленке таким же как и испаряемого материала. До недавнего времени применение лазерного излучения в этих целях сдерживалось высокой стоимостью мощных импульсных и непрерывных лазеров и сложностью юстировки оптических систем для транспортировки, фокусировки и наведения лазерных лучей.