Добавлен: 15.11.2018
Просмотров: 10072
Скачиваний: 69
46
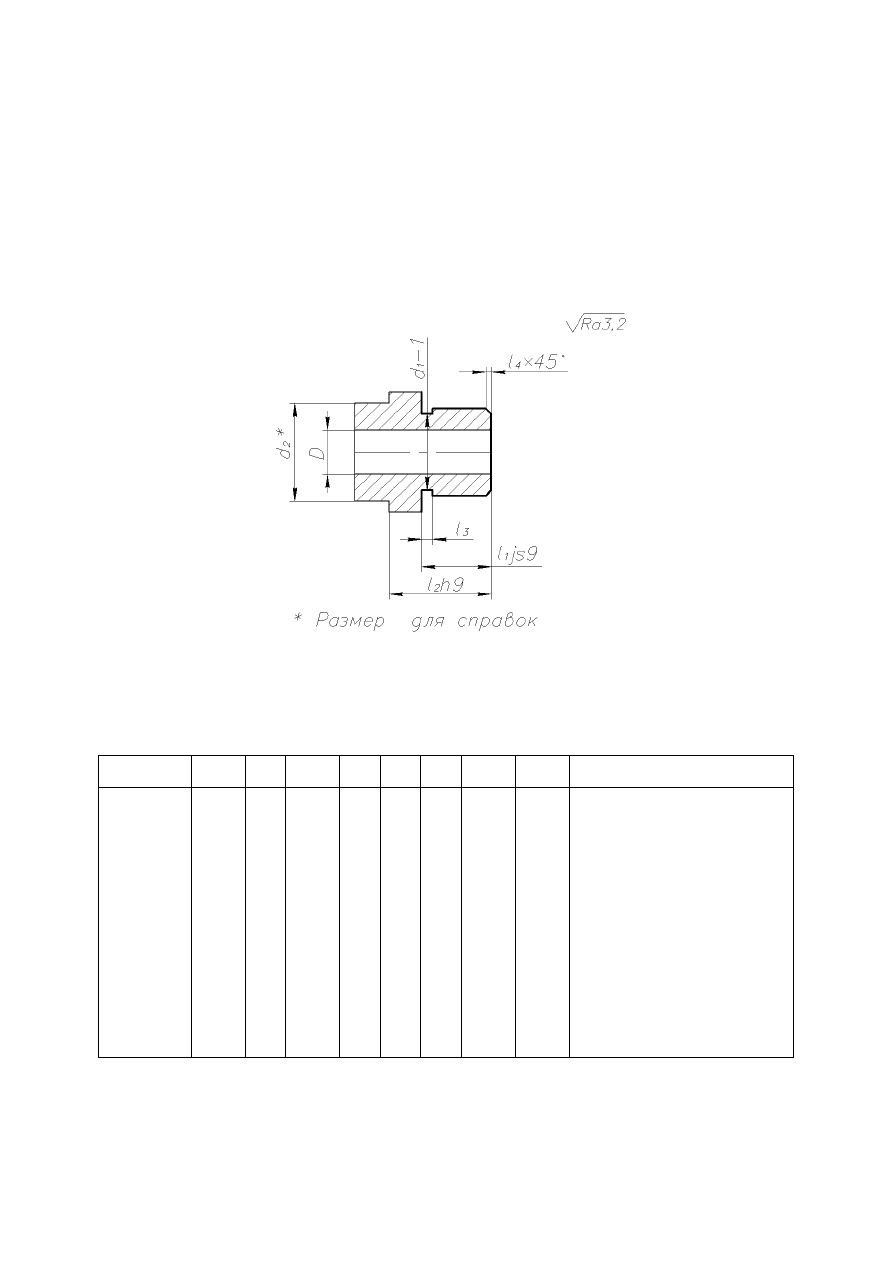
Задача 3.13
На токарном станке с ЧПУ (модель 16К20Ф3) обрабатывается
партия заготовок (m, штук). Подобрать режущий инструмент назначить
припуск и режим резания для чистовой обработки заготовки. Подсчитать
погрешности от упругих деформаций элементов технологической системы
и размерного износа инструмента при обработке партии заготовок без
подналадки. (рис. 3.12, табл. 3.8).
Рис. 3.12
Таблица 3.8
Вариант
D
d
1
d
2
l
1
l
2
l
3
l
4
m, шт
Материал заготовки
1
2
3
4
5
6
7
8
9
10
10
20
20
15
20
20
30
30
30
30
30
40
50
35
45
55
60
65
70
75
50
60
70
70
80
80
75
80
90
100
20
20
25
20
25
30
30
30
30
35
40
35
40
35
45
40
45
50
40
45
3
3
3
4
4
4
4
4
4
5
2
2,5
3
2
3
3,5
3,5
3,5
4
4
100
120
90
150
200
220
140
150
75
250
Чугун СЧ12, НВ200
Чугун СЧ15, НВ210
Чугун СЧ21, НВ220
Чугун СЧ28, НВ241
Чугун СЧ35, НВ269
Чугун КЧ37, НВ169
Сталь 45, σ
в
=610 МПа
Сталь 55, σ
в
=660 МПа
Сталь 20Х13, σ
в
=750 МПа
Сталь 30Х, σ
в
=700 МПа
47
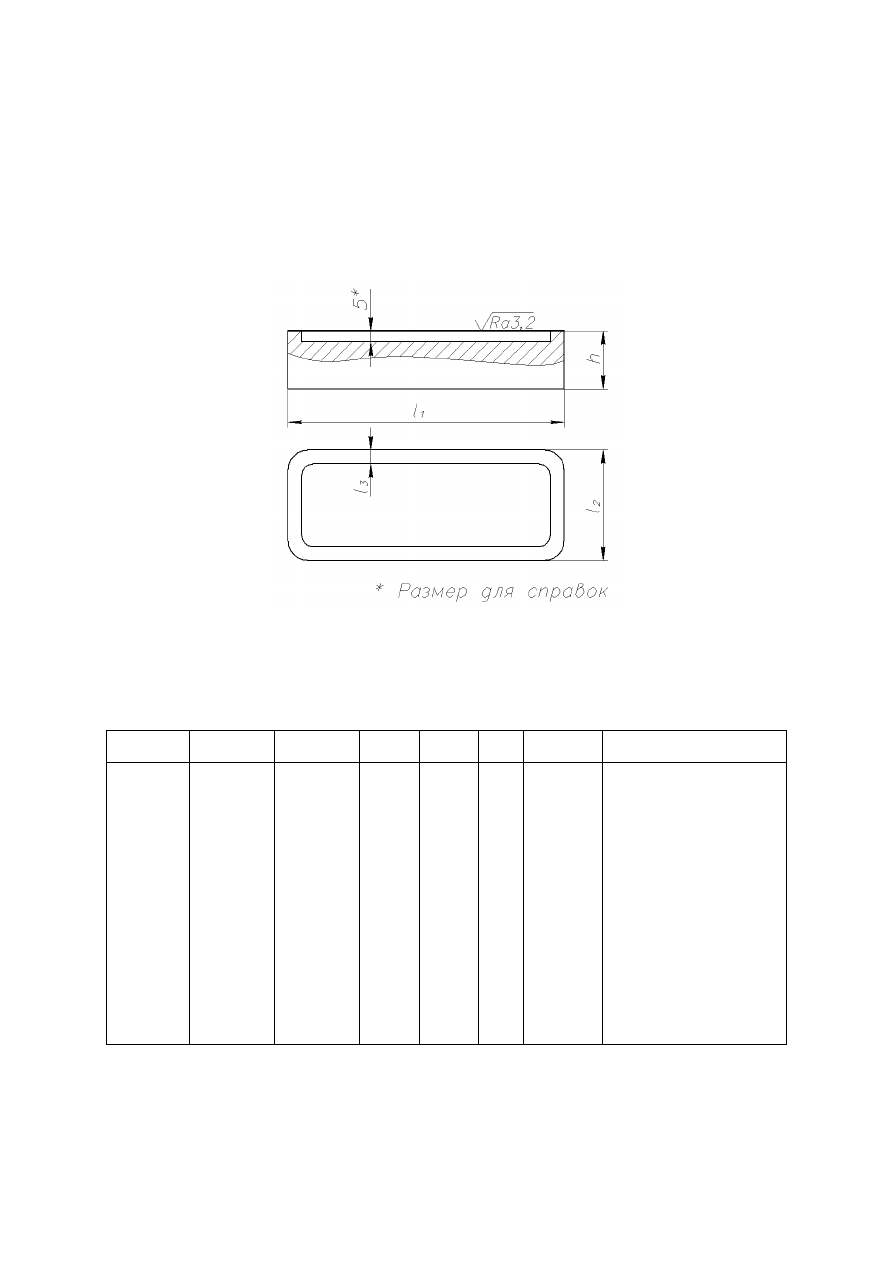
Задача 3.14
На фрезерном станке с ЧПУ модель 6550Ф3 обрабатывается
плоскость корпусной детали у партии заготовок (m, штук). Подобрать
фрезу, назначить режим резания и подсчитать погрешность обработки
размера h и размерного износа фрезы в случае работы без подналадки
станка (рис. 3.13, табл. 3.9).
Рис. 3.13
Таблица 3.9
Вариант
h
h
заг
l
1
l
2
l
3
m, шт.
Материал заготовки
1
2
3
4
5
6
7
8
9
10
30h11
55h11
85h11
125h11
200h11
30h12
55h12
85h11
125h11
200h11
40±0.8
65±1,0
95±1,0
135±1,2
210±1,5
40±0,5
65±1,0
95±1,0
135±1,2
210±1,5
300
400
500
500
750
200
400
500
650
750
300
300
400
350
400
150
300
400
400
450
20
20
30
35
40
20
30
40
40
35
100
120
175
85
100
300
160
55
75
30
Чугун СЧ-10 НВ180
Чугун СЧ-15 НВ190
Чугун КЧ37, НВ163
Чугун СЧ-10, НВ180
Чугун СЧ35, НВ269
Чугун СЧ32, НВ250
Чугун СЧ21, НВ240
Чугун СЧ18, НВ180
Чугун СЧ15, НВ226
Чугун СЧ12, НВ200

48
ГЛАВА IV
АНАЛИЗ ТЕХНОЛОГИЧЕСКИХ
РАЗМЕРНЫХ ЦЕПЕЙ
Определение размерных параметров технологического процесса
механической обработки является одним из наиболее ответственных и
трудоемких этапов технологической подготовки производства.
Наиболее существенным условием совершенствования методов
расчета операционных размеров и припусков является применение для
этих расчетов теории размерных цепей.
Технологические размерные цепи решают задачу расчетного
обеспечения регламентированной чертежом точности обработки детали,
осуществляя управление точностью обработки на настроенных станках
путем последовательного прибавления к номинальным размерам чертежа
операционных
припусков
и
установления
нормативной
точности
операционных размеров на каждой операции.
Выявление и расчет технологических размерных цепей лежит в
основе размерного анализа технологических процессов. Целью размерного
анализа является:
1) установление
обоснованных
операционных
размеров
и
технических требований на все операции технологического процесса;
2) определение предельных размеров припусков и размеров
заготовки;
3) обеспечение
наиболее
рациональной
последовательности
обработки отдельных поверхностей детали, обеспечивающей требуемую
точность размеров.
При выполнении размерного анализа осуществляется комплекс
работ: предварительная разработка технологического процесса обработки
заготовки
детали;
назначение
обоснованных
допусков
на
все
операционные
размеры;
определение
минимальных
необходимых
припусков; построение размерных схем технологического процесса;
выявление технологических размерных цепей; определение операционных
размеров и размеров заготовки путем решения технологических размерных
цепей;
расчет
предельных
значений
припусков;
установление
рациональных способов простановки операционных размеров.
При выполнении задания необходимо разработать маршрутный
технологический процесс механической обработки, назначить припуски на
обработку и операционные допуски, построить размерную схему
технологического процесса, рассчитать неизвестные операционные
размеры или размеры заготовки.
49
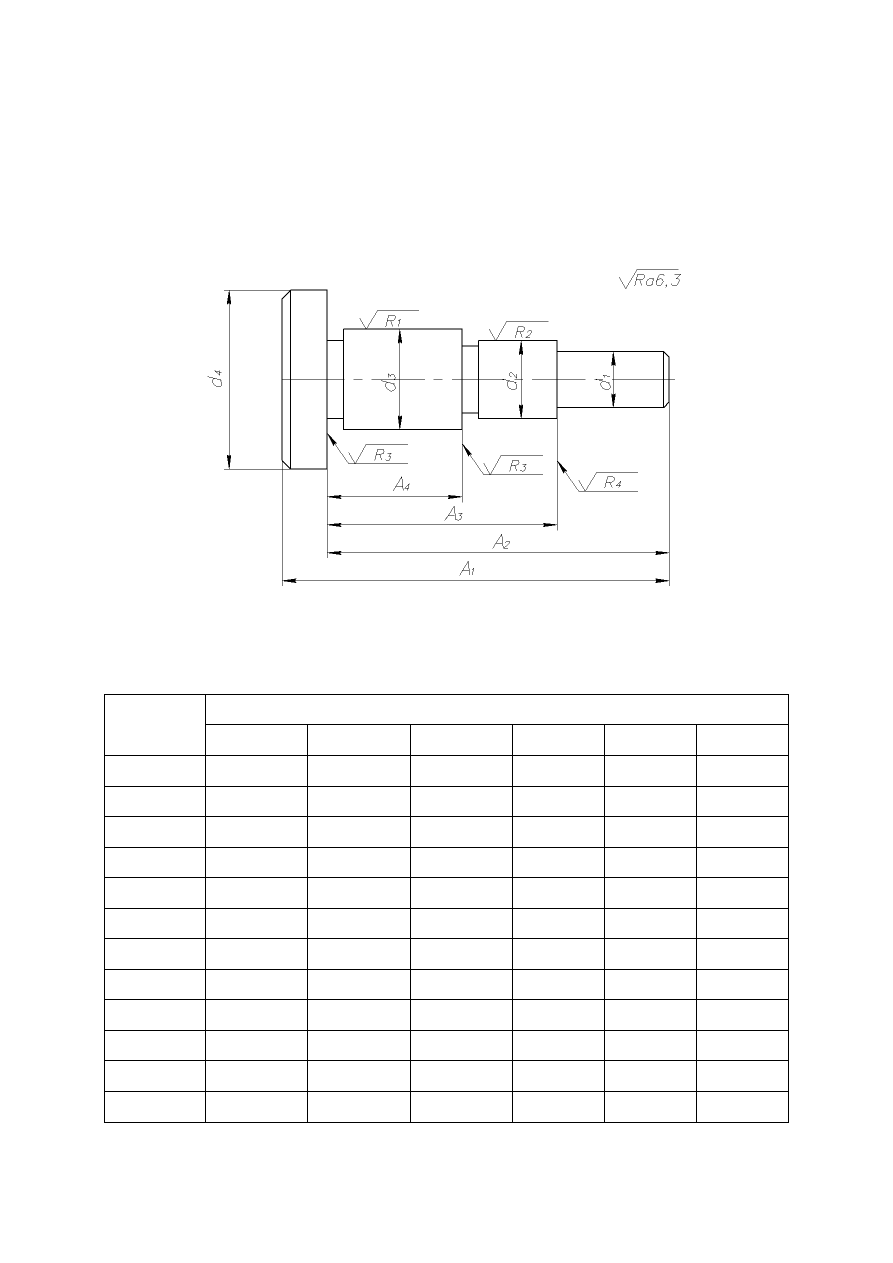
Задача 4.1
Для вала, изготавливаемого из стали 40Х (рис. 4.1), разработать
маршрутный
технологический
процесс
обработки
и
определить
неизвестные линейные операционные размеры и размеры заготовки.
Исходные данные приведены в табл. 4.1. Заготовка получена штамповкой
в закрытых штампах на кривошипных прессах.
Рис. 4.1
Таблица 4.1
Исходные данные к задаче 4.1
Размеры
Варианты
1
2
3
4
5
6
d
1
, мм
16h14
20h14
24h14
24h14
28h14
30h14
d
2
, мм
20h8
28h7
36h6
40h8
40h10
50h9
d
3
, мм
24h8
36h7
42h7
48h8
50h10
56h9
d
4
, мм
36h14
42h14
48h14
56h14
60h14
65h14
A
1
, мм
100
-0,87
150
-1,0
180
-1,0
200
240
280
-1,3
A
2
, мм
94±0,435
140±0,5
166±0,5
185
225
260±0,65
A
3
, мм
60±0,37
100±0,27
120±0,27
130
160
180±0,5
A
4
, мм
40±0,125
60±0,1
70±0,15
80
90
100±0,27
R
1
, мкм
Ra2,5
Ra1,6
Ra1,6
Ra3,2
Ra3,2
Ra3,2
R
2
, мкм
Ra2,5
Ra1,6
Ra1,6
Ra3,2
Ra3,2
Ra3,2
R
3
, мкм
Ra3,2
Ra3,2
Ra2,5
Ra3,2
Ra3,2
Ra3,2
R
4
, мкм
Ra3,2
Ra3,2
Ra3,2
Ra3,2
Ra6,3
Ra6,3
50
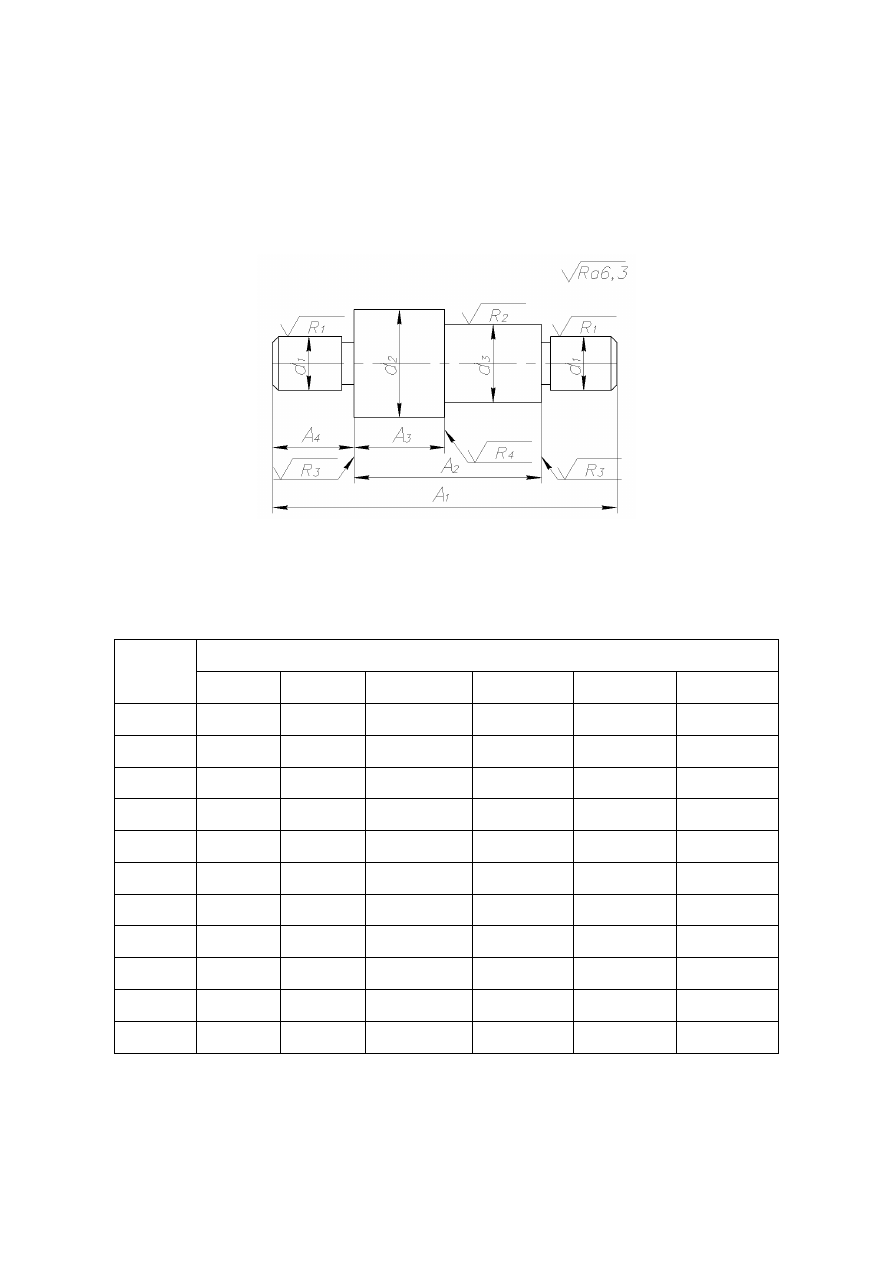
Задача 4.2
Для вала, изготавливаемого из стали 45 (рис. 4.2), разработать
маршрутный технологический процесс обработки и определить линейные
размеры заготовки. Исходные данные приведены в табл. 4.2. Заготовка
получена штамповкой в открытых штампах на кривошипных прессах.
Рис. 4.2
Таблица 4.2
Исходные данные к задаче 4.2
Размеры
Варианты
1
2
3
4
5
6
d
1
, мм
15k6
20h6
25h8
30k6
40h7
50n6
d
2
, мм
32h14
28h12
45h14
60h12
65h14
80h14
d
3
, мм
24h8
3oh6
36h10
40n68
50h9
70h8
A
1
, мм
90
-0,87
150
-1,0
180
-1,0
200
-1,15
240
-1,15
300
-1,3
A
2
, мм
60
-0,12
110
135
140
180
210
A
3
, мм
24
-0,52
40
55
60
50
70
A
4
, мм
15±0,215 15±0,215
20±0,26
30±0,26
35±0,31
40±0,31
R
1
, мкм
Ra0,8
Ra1,25
Ra2,5
Ra1,6
Ra2,5
Ra1,6
R
2
, мкм
Ra1,6
Ra1,25
Ra3,2
Ra1,6
Ra3,2
Ra2,5
R
3
, мкм
Ra2,5
Ra1,6
Ra3,2
Ra2,5
Ra2,5
Ra2,5
R
4
, мкм
Ra6,3
Ra1,6
Ra6,3
Ra3,2
Ra3,2
Ra3,2