Добавлен: 15.11.2018
Просмотров: 10067
Скачиваний: 69
41
Рис. 3.7
Задача 3.5
На вертикально-сверлильном станке 2Н125 обрабатывается партия
заготовок в количестве 500 штук. Используется сверло из быстрорежущей
стали 6РМ5 по ГОСТ 2092–77. Материал заготовки: серый чугун СЧ18
(НВ 205–225). Торцы обрабатываемого отверстия предварительно
фрезеруются. Назначить режим резания и вычислить изменение диаметра
отверстия в результате размерного износа сверла и неперпендикулярность
отверстия к базовой плоскости из-за упругих перемещений узлов станка
(рис. 3.8). Принять
0
u
= 15 мкм/км.
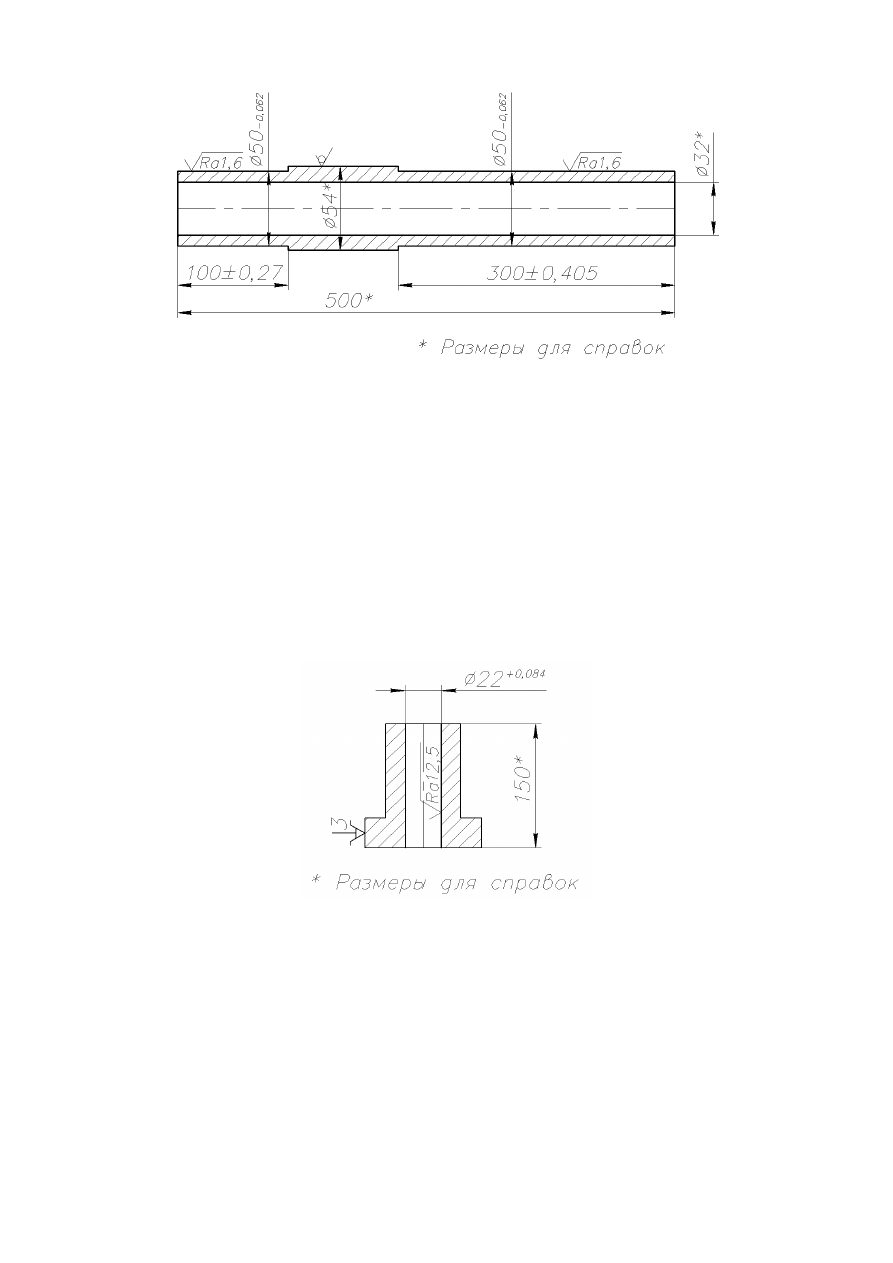
Рис. 3.8
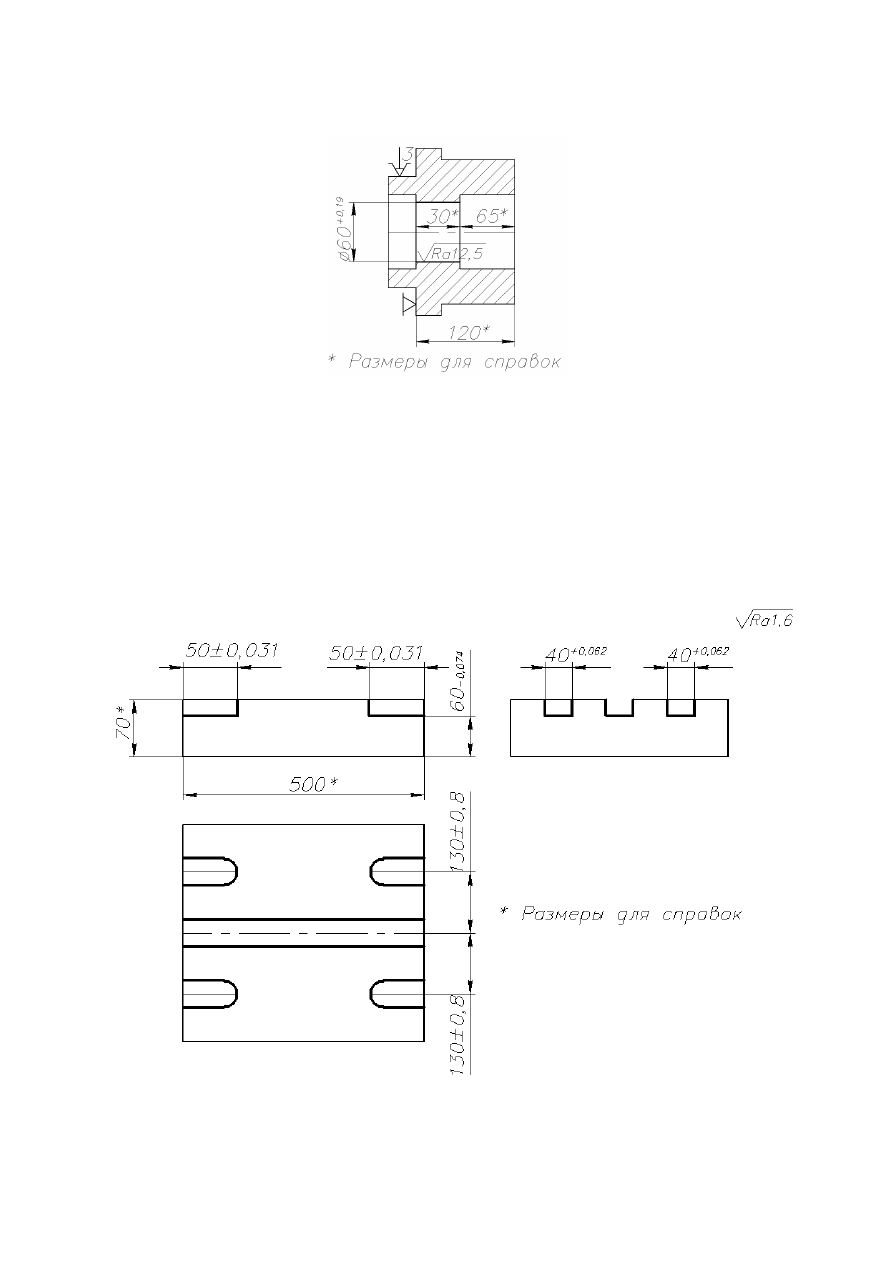
Задача 3.6
Для перехода: "Черновая расточка отверстия 60
+0,19
мм" и
операции, выполняемого на станке 16Т02А, назначить режим резания и
вычислить
погрешность
от
упругих
перемещении
элементов
технологической системы. Исходная заготовка (рис. 3.9): отливка из серого
чугуна СЧ21 (НВ 170–241) имеет литое отверстие 50±0,5. Используется
42
расточный резец (ГОСТ 18882–73), исполнение 2, с пластинкой твердого
сплава ВК8.
Рис. 3.9
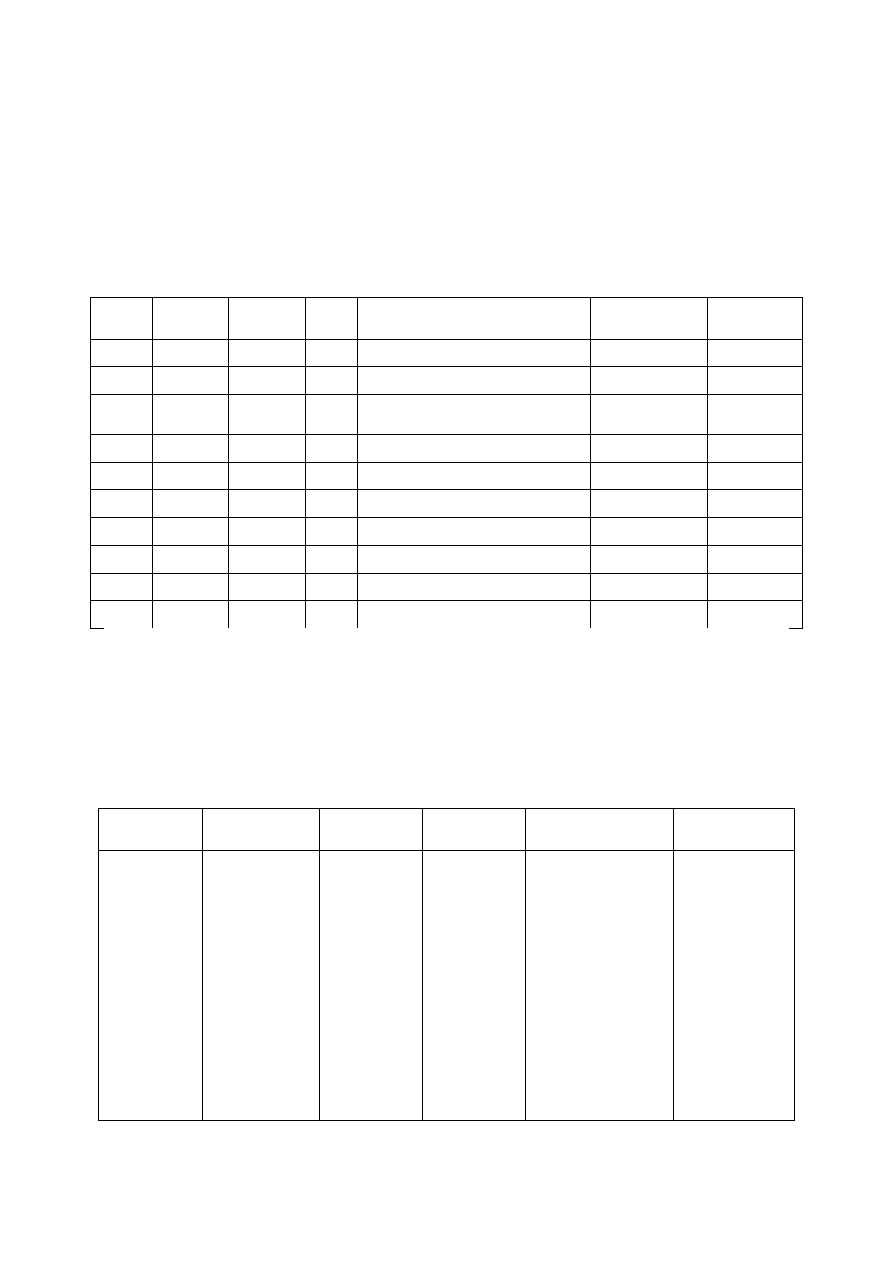
Задача 3.7
У корпусной детали шпоночной фрезой обрабатывается система
пазов (рис. 3.10). Фреза по ГОСТ 9140–78, тип 2, 40 из быстрорежущей
стали Р6М5. Обработка ведется на вертикально-фрезерном станке 6540.
Назначить режим резания и подсчитать погрешность от упругих
перемещений элементов технологической системы.
Рис. 3.10
43
Задача 3.8
Какое количество заготовок может обработать указанный в задании
зенкер до его полного износа при обработке отверстия диаметром
D
,
длиной
l
в заготовке из заданного материала. Допустимый износ зенкера
не должен превышать
0, 4
D
T
. Обработка ведется на вертикально-
сверлильном станке 2Н135. Режим резания установить расчетом
(табл. 3.3).
Таблица 3.3
Вари-
ант
D, мм
D
заг,
мм l, мм
Материал заготовки
Тип зенкера
Материал
зенкера
1
30Н12
36Н13
40
Сталь 35ХМ, σ
в
=850 МПа
Насадной
Т15К6
2
45Н13
40±0,5
60
Чугун СЧ12, НВ200
Насадной
ВК8
3
80Н10
0,9
0,4
74
120
Чугун КЧ37, НВ165
Насадной
ВК6
4
20Н10
18Н13
60
Сталь 35ХГС, σ
в
=850 МПа
Цельный
Т15К6
5
50Н8
48Н10
150
Сталь 60, σ
в
=690 МПа
Насадной
Т15К6
6
14Н10
12Н13
35
Сталь 45, σ
в
=610 МПа
Цельный
Т15К6
7
12Н10
10Н13
40
Чугун СЧ21, НВ220
Цельный
ВК6
8
25Н11
22Н13
50
Чугун СЧ35, НВ269
Цельный
ВК8
9
35Н11
30±0,5
30
Чугун СЧ18, НВ229
Насадной
ВК8
10
40Н10
38Н13
45
Сталь 35Х, σ
в
=700 МПа
Насадной
Т5К10
Задача 3.9
Определить
величину
конусности
шейки
гладкого
вала,
установленного в патроне токарного станка и поджатого задним центром,
диаметром D мм и длиной l мм, вызванную размерным; износом резца при
обточке шейки с подачей S мм/об, (табл. 3.4).
Таблица 3.4
Вариант
d, мм
l,мм
S, мм/об
Материал
заготовки
Материал
резца
1
2
3
4
5
6
7
8
9
10
50
80
100
120
150
130
115
100
105
110
500
700
850
1000
1400
1200
1000
900
1000
950
0,1
0,15
0,15
0,2
0,3
0,3
0,2
0,15
0,15
0,2
Сталь 20Х13
Сталь 30Х
Сталь 45Х
Сталь 35ХМ
Сталь 30ХГС
Сталь 45
Сталь 40
Сталь А12
Чугун СЧ24
Чугун СЧ35
Т30К4
Т30К4
Т30К4
Т30К4
Т30К4
Т15К6
Т15К6
Т15К6
ВК6
ВК6
44
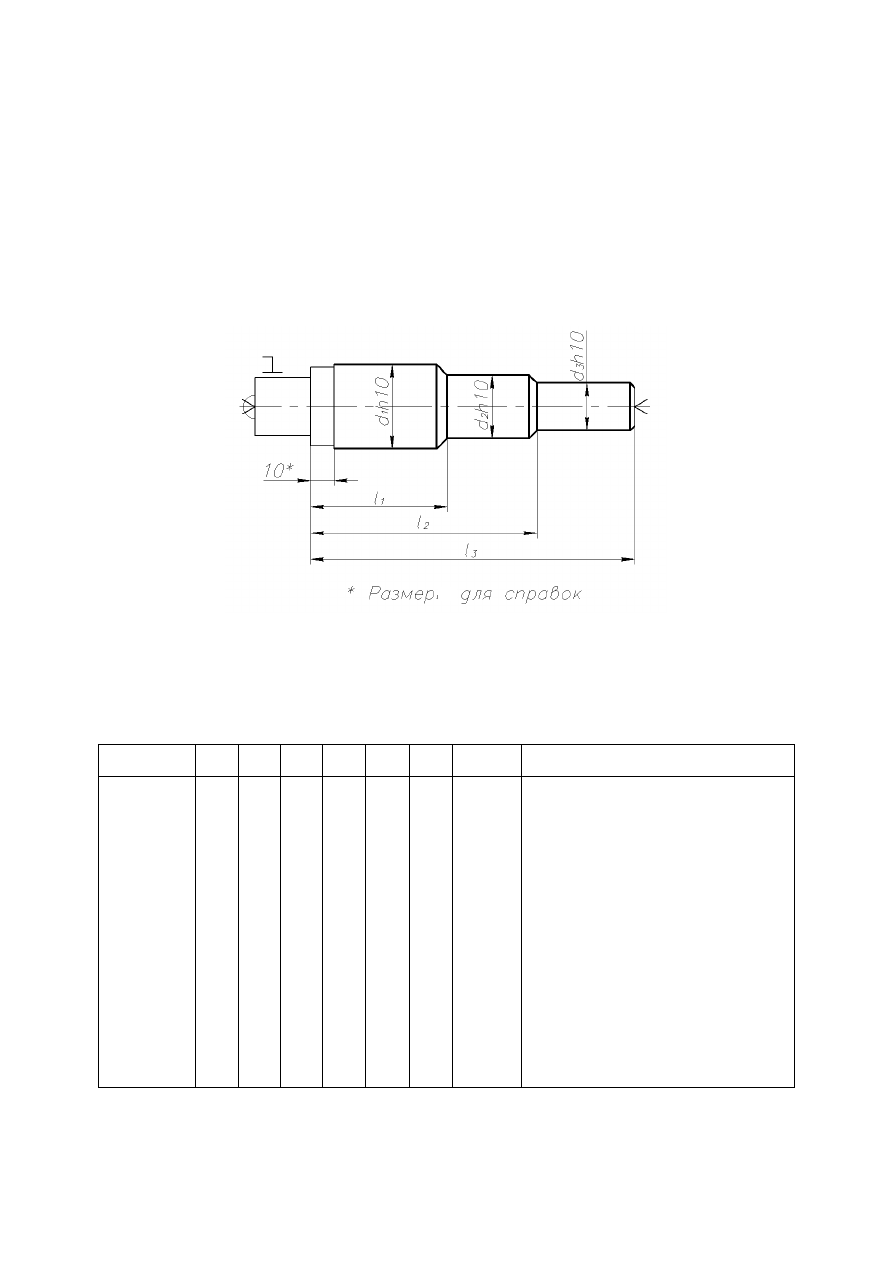
Задача 3.10
На станке 16К20ФЗ осуществляется чистовая обточка шеек d
1
, d
2
, d
3
ступенчатого вала. Используется резец с пластинкой Т15К6. Выбрать
геометрию заточки резца, назначить припуск и режимы резания.
Определить погрешность обработки от упругих перемещении элементов
технологической системы и размерного износа резца при обработке без
подналадки партии заготовок N штук (рис. 3.11, табл. 3.5).
Рис. 3.11
Таблица 3.5
Вариант
d
1
d
2
d
3
l
1
l
2
l
3
N, шт.
Материал заготовки
1
2
3
4
5
6
7
8
9
10
40
100
120
80
60
50
40
80
60
55
30
85
90
75
50
45
35
60
55
50
25
75
65
50
45
35
30
55
50
40
100
100
120
150
80
100
110
100
130
100
150
250
300
280
180
150
140
120
150
130
225
325
450
400
250
200
160
150
200
250
60
25
15
20
25
30
40
30
50
30
Сталь 10, σ
в
=340 МПа
Сталь 30, σ
в
=500 МПа
Сталь 45, σ
в
=610 МПа
Сталь 20Х13, σ
в
=750 МПа
Сталь А12, σ
в
=500 МПа
Сталь А40Г, σ
в
=700 МПа
Сталь 30Х, σ
в
=700 МПа
Сталь 50ХН, σ
в
=900 МПа
Сталь 18ХГ, σ
в
=750 МПа
Сталь 30ХМ, σ
в
=750 МПа
45
Задача 3.11
На горизонтально-расточном станке 263Ф1 производится операция
чистовой расточки отверстия диаметром
D
, длиной
l
. Назначить припуск
и режим резания. Через какое число обработанных заготовок следует
производить поднастройку резца вследствие его износа? (Допустимый
износ резца составляет
0,3IT
отверстия, растачиваемого резцом)
(табл. 3.6).
Таблица 3.6
Вариант
D, мм
l, мм
Материал заготовки
Материал резца
1
2
3
4
5
6
7
8
9
10
60Н8
100Н6
150Н6
200Н9
300Н9
100Н8
150Н10
200Н6
125Н7
250Н8
200
300
400
500
700
150
300
400
300
200
Сталь 30Х, σ
в
=700 МПа
Сталь А30, σ
в
=550 МПа
Сталь 20, σ
в
=420 МПа
Сталь 35ХМ, σ
в
=850 МПа
Чугун СЧ32, НВ259
Чугун КЧ37, НВ163
Сталь 65, σ
в
=710 МПа
Сталь 35Г, σ
в
=570 МПа
Сталь 45, σ
в
=610 МПа
Сталь СЧ15, НВ210
Т15К6
Т30К4
Т30К4
Т5К10
ВК6
ВК8
Т5К10
Т30К4
Т30К4
ВК6
Задача 3.12
Через какое число обрабатываемых заготовок необходимо
производить смену разверток вследствие их износа при развертывании
отверстий диаметром
D
, на длине
l
, в чугунных корпусах, при допуске на
отверстие Н7 и допустимым износом развертки
0,5
D
IT
. Выбрать величину
припуска и назначить режим резания (относительный износ развертки
принять u
0
=5 мкм/км) (табл. 3.7).
Таблица 3.7
Вариант
D, мм
l, мм
m, шт.
Материал корпуса
1
2
3
4
5
6
7
8
9
10
20
40
60
80
100
12
15
10
25
30
30
60
80
80
100
15
30
10
30
40
120
100
80
80
80
160
120
60
100
80
Чугун СЧ12, НВ200
Чугун СЧ15, НВ229
Чугун СЧ18, НВ180
Чугун СЧ21, НВ240
Чугун СЧ32, НВ250
Чугун СЧ35, НВ269
Чугун СЧ-10, НВ180
Чугун КЧ37, НВ163
Чугун СЧ-15, НВ190
Чугун СЧ-10 , НВ180