Добавлен: 15.11.2018
Просмотров: 10074
Скачиваний: 69
51
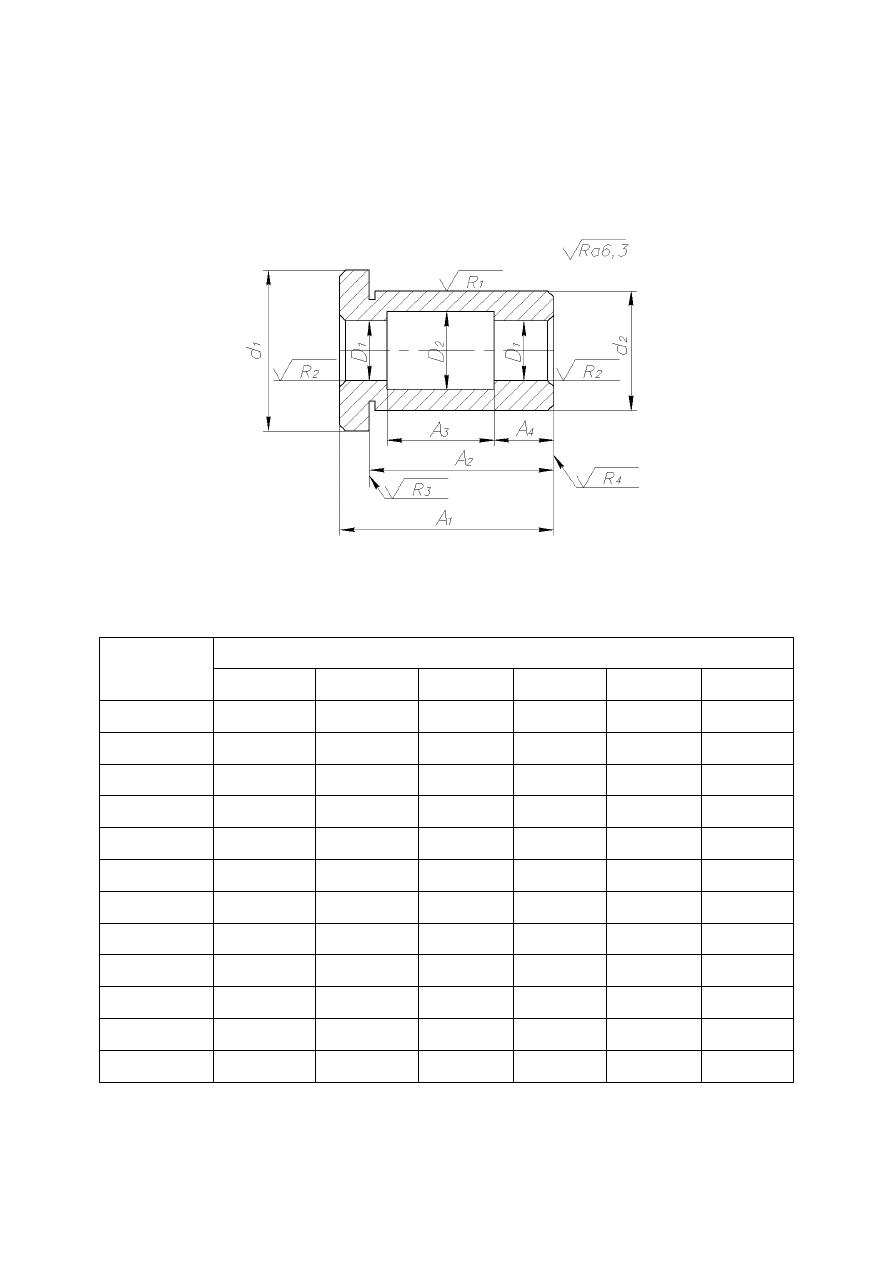
Задача 4.3
Для втулки, изготавливаемой из стали 30 (рис. 4.3), разработать
маршрутный технологический процесс обработки и определить линейные
размеры заготовки. Исходные данные приведены в табл. 4.3. Заготовка
получена штамповкой на горизонтально-ковочной машине.
Рис. 4.3
Таблица 4.3
Исходные данные к задаче 4.3
Размеры
Варианты
1
2
3
4
5
6
d
1
, мм
32h14
38h14
40h14
50h14
60h14
64h14
d
2
, мм
24h8
30h7
32h8
40h6
48h8
50h8
D
1
, мм
16H8
20H7
24H8
30H7
36H9
40H9
D
2
, мм
18H14
22H14
25H14
34H14
38H14
42H9
A
1
, мм
40
-0,62
50
-0,62
56
-0,74
65
-0,74
75
-0,74
90
-0,87
A
2
, мм
36±0,31
45±0,2
50±0,31
60±0,23
68±0,37
84±0,435
A
3
, мм
20
+0,84
30
+0,84
30
+0,84
35
+1,0
40
+1,0
50
+1,0
A
4
, мм
10±0,18
12±0,215
15±0,215
20±0,26
20±0,26
16±0,215
R
1
, мкм
Ra2,5
Ra1,6
Ra2,5
Ra1,25
Ra2,5
Ra2,5
R
2
, мкм
Ra1,6
Ra1,6
Ra2,5
Ra2,5
Ra3,2
Ra3,2
R
3
, мкм
Ra2,5
Ra1,6
Ra3,2
Ra2,5
Ra2,5
Ra3,2
R
4
, мкм
Ra3,2
Ra2,5
Ra3,2
Ra3,2
Ra3,2
Ra6,3
52
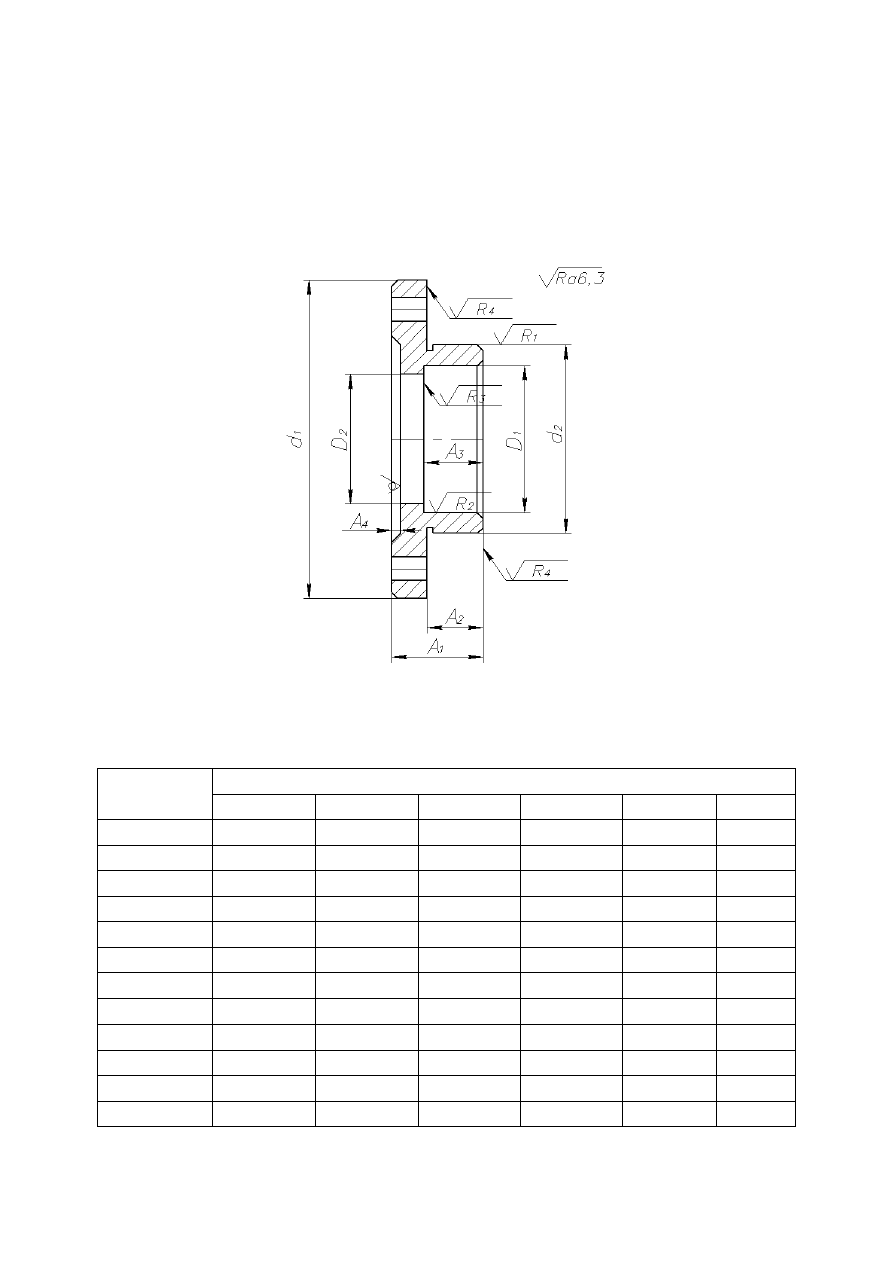
Задача 4.4
Для крышки подшипника, изготавливаемой из чугуна СЧ15 (рис.
4.4), разработать маршрутный технологический процесс механической
обработки и определить неизвестные линейные технологические размеры
и размеры заготовки. Исходные данные приведены в табл. 4.4. Заготовка -
отливка III класса точности.
Рис. 4.4
Таблица 4.4
Исходные данные к задаче 4.4
Размеры
Варианты
1
2
3
4
5
6
d
1
, мм
70h14
82h14
95h14
105h14
110h14
120h14
d
2
, мм
40h8
52h8
60h8
68h8
72h8
80h8
D
1
, мм
32H8
42H8
52H8
58H8
65H8
70H8
D
2
, мм
18H13
26H13
31H14
36H14
46H14
51H14
A
1
, мм
24
-0,84
30
-0,84
32
-1,0
36
-1,0
40
-1,0
45
-1,0
A
2
, мм
12±0,1
18±0,1
20±0,1
22±0,15
28±0,15
30±0,2
A
3
, мм
14±0,215
20±0,26
24±0,26
26±0,26
30±0,26
35±0,31
A
4
, мм
2±0,5
2±0,5
3±0,5
3±0,5
4±0,6
4±0,6
R
1
, мкм
Ra2,5
Ra2,5
Ra2,5
Ra2,5
Ra3,2
Ra3,2
R
2
, мкм
Ra2,5
Ra2,5
Ra2,5
Ra2,5
Ra2,5
Ra2,5
R
3
, мкм
Ra3,2
Ra3,2
Ra3,2
Ra3,2
Ra3,2
Ra3,2
R
4
, мкм
Ra3,2
Ra2,5
Ra2,5
Ra3,2
Ra3,2
Ra2,5

53
ГЛАВА V
РАСЧЕТ ПРИПУСКОВ НА ОБРАБОТКУ
ОПЕРАЦИОННЫХ РАЗМЕРОВ ЗАГОТОВКИ
Аналитический расчет производится с целью определения
минимально необходимой и достаточной величины припуска на
механическую обработку z
min
.
Расчету припуска должен предшествовать план обработки данной
поверхности: последовательность технологических переходов, способы
установки заготовки при осуществлении каждого перехода и результаты
обработки поверхности (прогнозируемые) при каждом технологическом
переходе.
Для аналитического расчета припуска необходимо установить все
элементарные слагаемые припуска:
1
zi
R
– величину шероховатости поверхности, полученную в
результате предыдущего перехода;щ
1
i
h
– толщину дефектного слоя, полученного в результате всей
предыдущей обработки;
1
i
– суммарное отклонение расположения обрабатываемой
поверхности
относительно
установочной
базы,
используемой
на
анализируемом переходе, и погрешность формы обрабатываемой
поверхности, полученную в результате всей предшествующей обработки;
ε
i
– погрешность установки заготовки при реализации перехода,
для которого рассчитывается припуск.
При
расчете
минимального
припуска
все
эти
слагаемые
суммируются:
min
1
1
1
ε
i
zi
i
i
i
z
R
h
–
при
последовательной
обработке
поверхностей (односторонний припуск);
min
1
1
1
2
2
ε
i
zi
i
i
i
z
R
h
–
при
параллельной
обработке
противоположных поверхностей (двухсторонний припуск);
2
2
min
1
1
1
2
2
ε
i
zi
i
i
i
z
R
h
– при обработке поверхностей
вращения.
Ниже приведены выдержки из таблиц справочника [21],
включающие данные, необходимые для расчета слагаемых припуска
(табл. 5.1–5.13).
Величины
z
R
и
h
определяются по этим таблицам в зависимости от
вида обработки поверхности и способа получения исходной заготовки.
Суммарная погрешность расположения и формы
определяется на
основе анализа всех возможных отклонений положения обрабатываемой
54
поверхности относительно установочной базы и всех факторов,
вызывающих изменение теоретической формы поверхности.
В самом общем случае величина
определяется как сумма
погрешности смещения
см
и погрешности коробления (кривизны)
кор
:
2
2
см
кор
.
Отклонение расположения поверхностей отливки связано с
неточностью
межосевых
расстояний
отлитых
отверстий
и
их
расположения относительно технологических баз, получаемых из-за
смещения стержней, отклонения от параллельности плоскостей отливки,
из-за смещения частей формы и т. д.
Смещение
поверхностей
исходных
заготовок,
полученных
штамповкой, происходит из-за отклонения от соосности частей заготовки,
изготовленных в разных половинах штампа или использования при
изготовлении исходной заготовки нескольких штампов (с прошивкой
отверстий).
Погрешности от коробления возникают в различных координатных
плоскостях, например, отлитое отверстие в исходной заготовке имеет
погрешности в диаметральной и осевой плоскостях. В этом случае
погрешность
кор
находится как геометрическая сумма составляющих
погрешностей:
2
2
кор
кор.диам.
кор.ос.
.
Исходные заготовки валов имеют дополнительную погрешность,
связанную с операцией центрирования
ц
. Для этих заготовок
2
2
2
см
кор
ц
.
При дообработке просверленного отверстия приходится учитывать
искривление оси отверстия (увод сверла) и смещение вершины сверла
относительно номинального положения
2
2
ув
о
.
Величину коробления определяют как произведение величины
k
(относительного коробления) и соответствующего линейного размера
l
. В
отдельных случаях величина допустимого коробления в справочных
таблицах указывается для интервала размеров.
Величина увода сверла
ув
также определяется как произведение
относительного увода сверла
у
на глубину сверления
l
. Если
производится повторная обработка ранее обработанной поверхности, то
суммарная
погрешность
расположения
и
формы
определяется
зависимостью
y
ис
K
, где
ис
– соответствующая погрешность
заготовки до обработки, а
у
К
– коэффициент уточнения.
Расчет величины
требует тщательного анализа всех условий
обработки заготовки. Так, например, если за черновую базу была принята
55
поверхность, для которой рассчитывается припуск, и с ее использованием
обработана поверхность, являющаяся установочной базой при расчете
припуска на заданном переходе, то величина
рассчитывается с
использованием коэффициента уточнения
у
К
, как и для поверхности
повторно обрабатываемой.
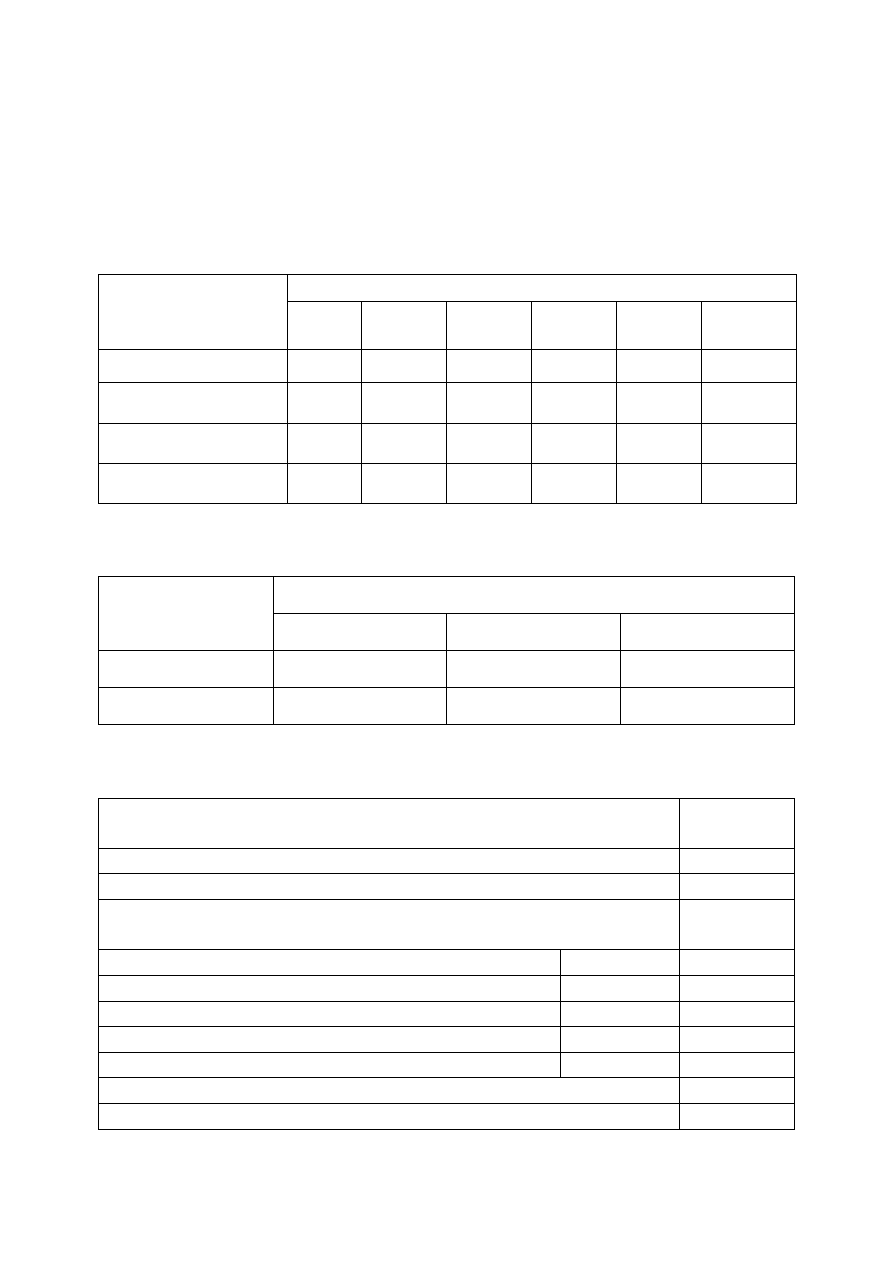
Таблица 5.1
Допустимые отклонения чугунных и стальных отливок II класса точности
Наибольший
габаритный размер
отливки, мм
Номинальный размер, мм
до 50
50–120
120–260
260–500
500–800
800–1250
До 260
±0,5
±0,8
±1,0
–
–
–
Св.260 до 500
±0,8
±1,0
±1,2
±1,5
–
–
Св.500 до 1250
±1,0
±1,2
±1,5
±2,0
±3,0
–
Св.1250 до 3150
±1,2
±1,5
±2,0
±2,5
±3,0
±4,0
Таблица 5.2
Качество поверхности отливок (Rz+h, мкм) II класса точности
Материал отливки
Наибольший размер отливки, мм
До 500
Св.500 до 1250
Св.1250 до 3150
Чугун
500
700
900
Сталь
400
600
800
Таблица 5.3
Отклонения расположения поверхностей отливок
Вид отклонения
Величина
отклонения
Межосевое расстояние отверстий (±∆
м.о.р.
), мм
1,2–2,0
Расположение отверстия относительно технологических баз (±∆
р.т.б.
), мм
1,2–2,5
От параллельности плоскости ∆
оп
, мкм на 1 мм
1/2 допуска
на размер
Перекос отверстия ∆
п
, мкм на 1 мм для диаметра d
d, мм
До 10
–
Св.10 до 30
10-20
Св.30 до 50
3–15
Св.50
3–10
Коробление ∆
к
, мкм на 1 мм корпусной детали
0,3–1,5
То же плит
2,0–3,0