Добавлен: 15.11.2018
Просмотров: 10061
Скачиваний: 69
31
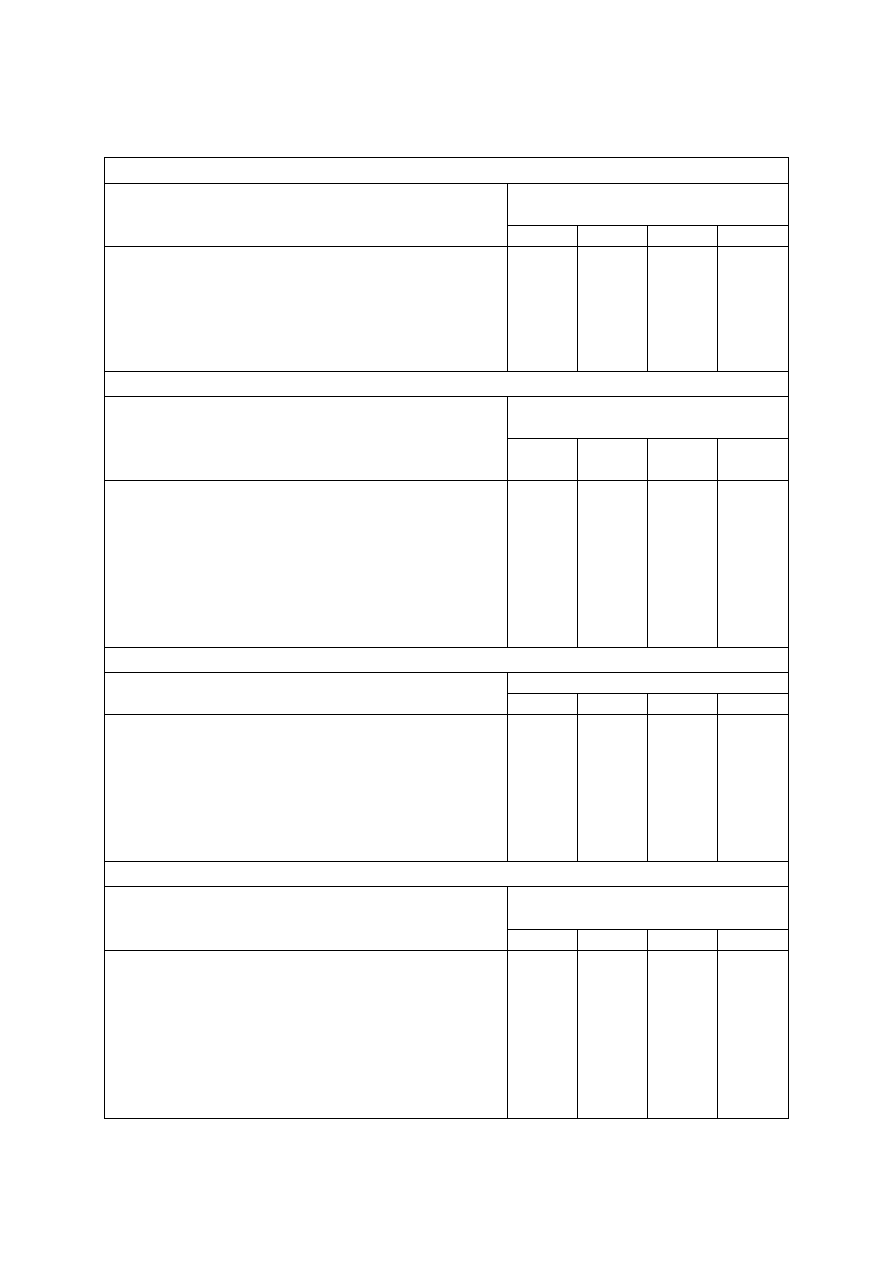
Таблица 3.1
Нормы точности и жесткости металлорежущих станков
нормальной точности под нагрузкой [21]
Токарно-винторезные (ГОСТ 18097
–
88)
Параметр
Наибольший диаметр
обрабатываемой поверхности
125
200
320
400
Наибольшее смещение (мкм) резцедержателя и
оправки, установленных:
в шпинделе
в пиноли задней бабки
Сила, Н
50
70
980
100
130
1960
160
200
3920
200
270
5488
Вертикально-сверлильные (ГОСТ 370
–
81E)
Параметр
Наибольший диаметр сверления,
мм
от 10
до 12
св. 12
до 20
св. 20
до 25
св. 25
до 40
Отклонения от перпендикулярности оси шпинделя
к поверхности стола в вертикальной плоскости
(мкм)
Расстояние от оси шпинделя до точки измерения
перемещения, мм.
Сила, Н
150
75
2450
200
100
4410
250
125
7350
300
150
12250
Фрезерные вертикальные с крестовым столом (ГОСТ 9726
–
89Е)
Параметр
Ширина стола, мм
250
320
400
500
Наибольшие перемещения (мкм) стола
относительно оправки, закрепленной в шпинделе:
в горизонтальном направлении
в вертикальном направлении
Сила, Н
280
320
5000
320
360
8000
360
400
12500
400
450
20000
Токарные многорезцовые (ГОСТ 18097
–
88Е)
Параметр
Наибольший диаметр
обрабатываемой заготовки, мм
200
250
320
400
Наибольшее смещение продольного суппорта
относительно оправки
закрепленной в шпинделе, мкм
в пиноли задней бабки, мкм
Наибольшее смещении поперечного суппорта
относительно оправки, закрепленной в шпинделе,
мкм
Сила, Н
220
300
450
10000
320
450
670
16000
450
670
1000
26000
630
1000
1500
40000
32
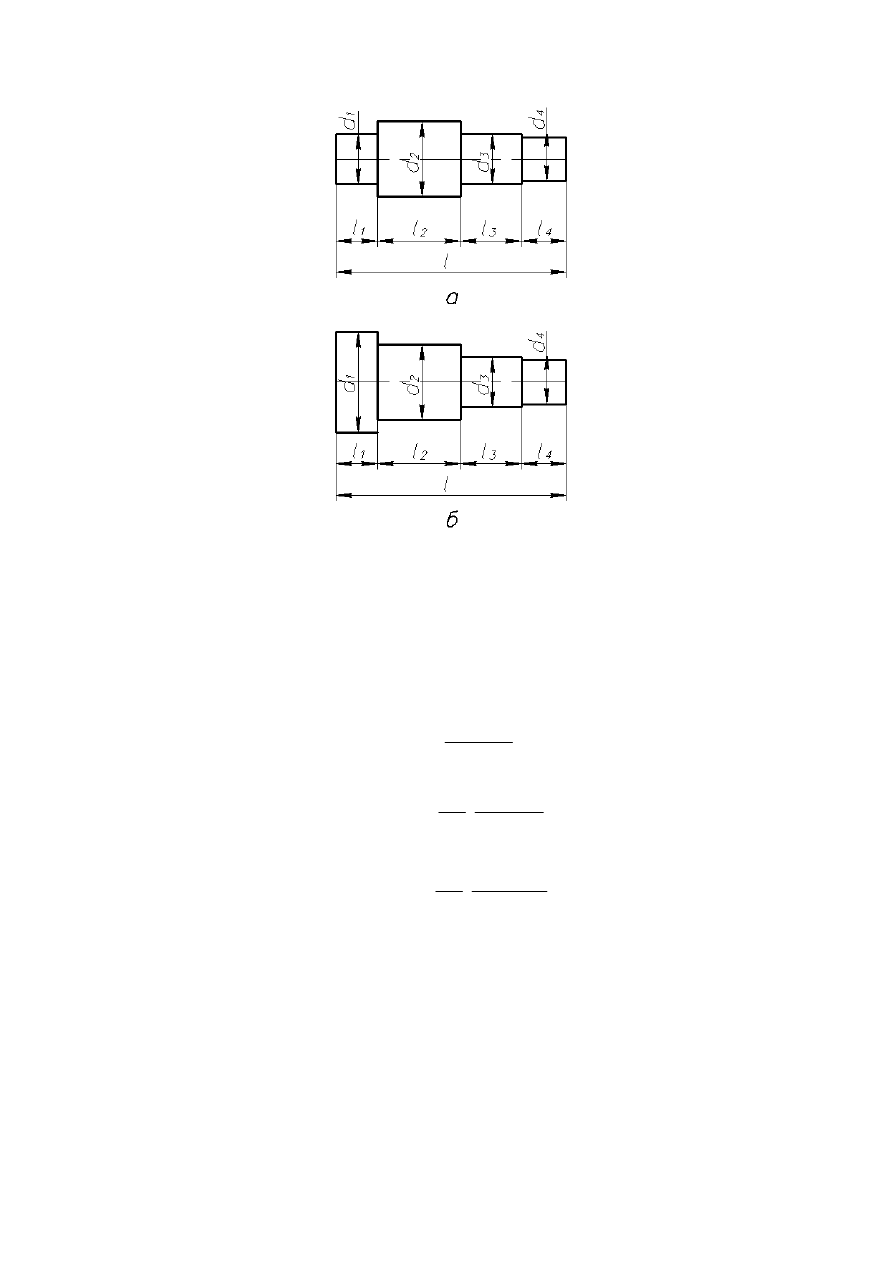
Рис. 3.1
2. Размерный износ инструмента учитывается только в тех случаях,
когда обрабатывается большая поверхность заготовки (или партии
заготовок) без подналадки станка. Расчет ведется по упрощенной методике
[28]:
для резцов, сверл, зенкеров и разверток
6
π
u
(
1)
10
d l m
S
;
для торцовых фрез
0
6
100
u
(1
)
u
10
z
l b m
b
S
z
;
для цилиндрических фрез
ф
0
6
π
100
u
(1
)
u
10
z
d
l m
b
S
z
;
где
d
– диаметр обрабатываемой заготовки, мм;
ф
d
– диаметр фрезы, мм;
l
– длина обрабатываемой поверхности, мм;
m
– число заготовок в партии, обрабатываемых без подналадки;
S
– подача при сверлении, зенкеровании, развертывании, мм/об;
z
S
– подача на зуб фрезы, мм/зуб;
z
– число зубьев;
b
– ширина фрезерования, мм;
33
0
u
– относительный износ, мкм/км.
3. Температурная деформация рассчитывается только для резцов при
условии
непрерывной
обработки
поверхности
или
обработки
с
кратковременными перерывами [7, 21].
Тепловая деформация резца подсчитывается по формуле:
0,75
0,5
/ 4
р.т
p
в
0, 45
/
σ (
)
(
)
Т
l
F
t S
V
К l l
, мкм
где
p
l
– вылет резца, мм;
F
– площадь поперечного сечения резца, мм
2
;
в
σ
– предел прочности материала заготовки, МПа;
t
– глубина резания, мм;
S
— подача, мм/об;
V
– скорость, м/мин;
T
K
– отношение основного времени к штучному;
τ
– время непрерывной обработки партии заготовок, мин.
Относительный износ инструмента приведен в табл. 3.2.
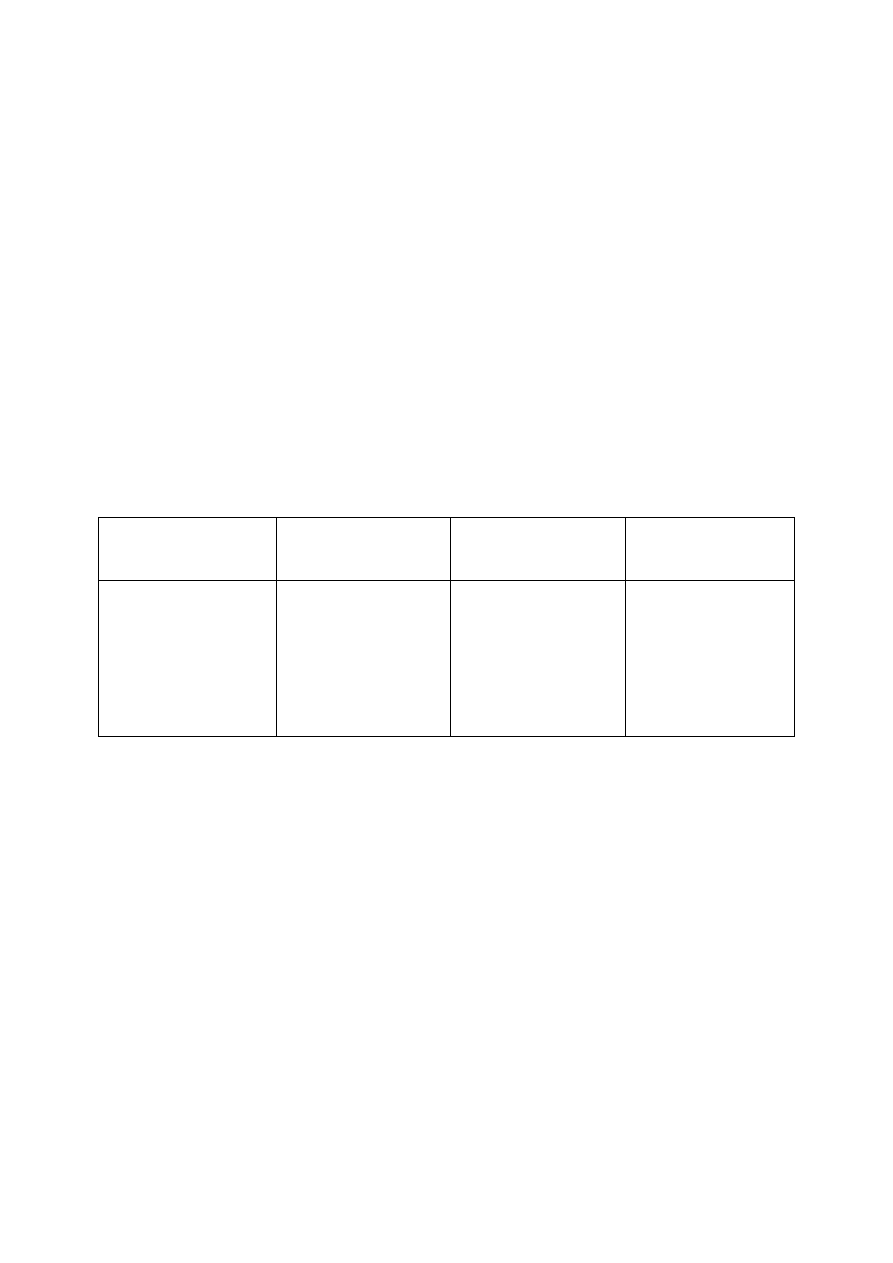
Таблица 3.2
Относительный износ инструмента по мкм/км [21, 28]
Инструментальный
материал
Сталь
углеродистая
Сталь
легированная
Чугун
Т30К4
Т15К6
Т5К10
ВК8
ВК6
3–4
5–7
8
–
–
4–6
9–10
12–13
17–25
–
–
–
–
13–14
14
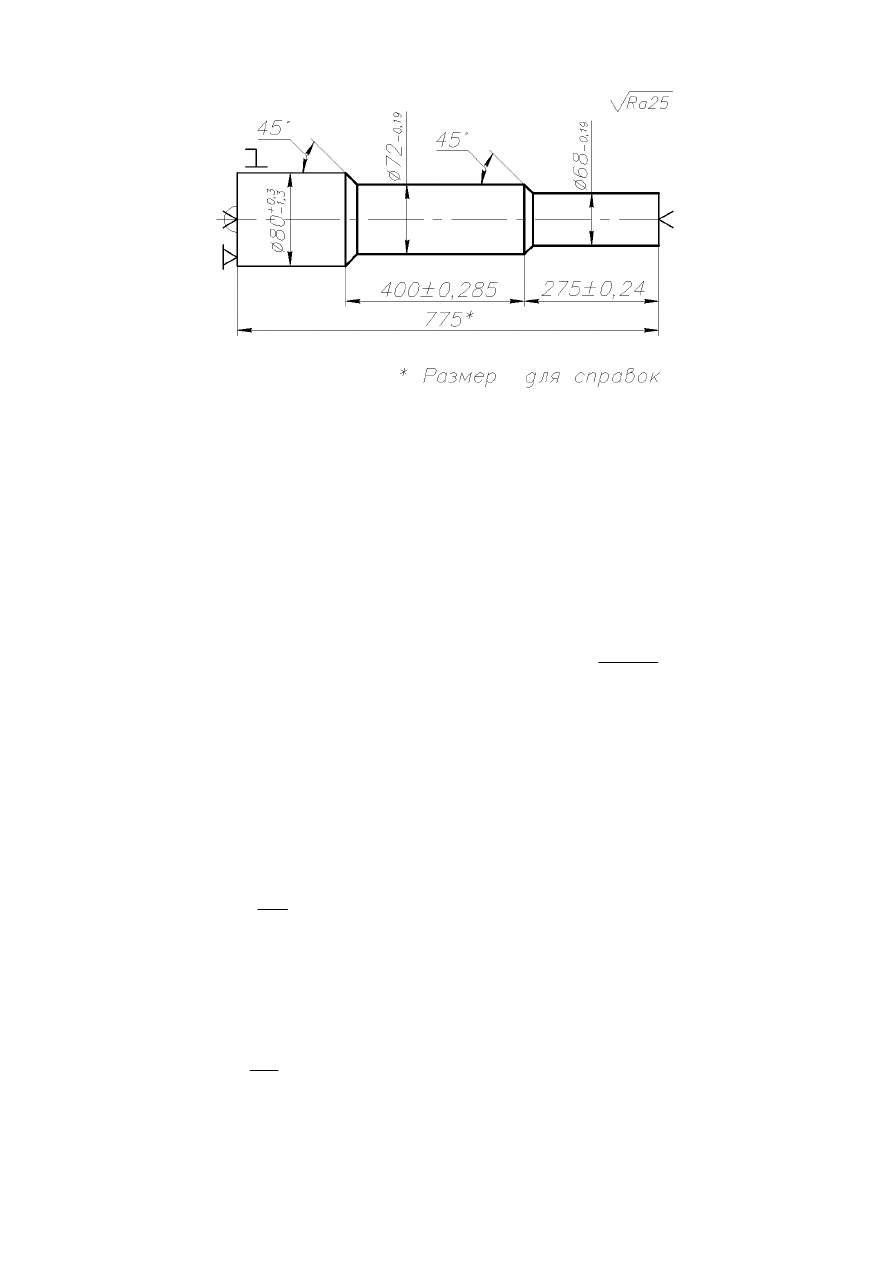
Задача 3.1
На токарно-винторезном станке 16К20 обрабатывается заготовка
(рис. 3.2) вала из стали 45 (σ
в
= 550 МПа), резцом с пластиной твердого
сплава Т5К10, имеющей геометрию заточки: (φ = 45°, λ = 5°, γ = 10°).
Сечение державки резца 16×25, вылет 37 мм. Заготовка – прокат. Объем
производства 2 шт.
Назначить оптимальный режим резания и вычислить погрешности
от упругих перемещений элементов технологической системы, размерного
износа резца и его тепловой деформации. Режим резания назначается по
методике, изложенной в справочнике [22].
34
Рис. 3.2
Решение
Первый технологический переход (обточка шейки 68
-0,19
).
Глубина резания выбирается так, чтобы максимальный припуск снять за
один рабочий ход.
3max
min
0, 5
80, 3 67,81 0, 5
6, 24
t
d
d
мм. Принято
значение
6,3
t
мм. Подача назначается использованием таблицы
([22], с. 266, табл. 11),
0,5
S
мм/об.
Скорость резания вычисляется по формуле
V
V
m x
y
C
K
V
T t s
([22], с. 265).
Поправочный коэффициент
1
V
mV
nV
uV
V
V
K
K
K
K
K
K
, ([22], с. 268).
где
mV
K
– коэффициент, учитывающий влияние материала заготовки, [22,
табл. 1–4, с. 261–263];
nV
K
– коэффициент, учитывающий влияние состояния поверхности
заготовки, [22, табл. 5, с. 263];
uV
K
–
коэффициент,
учитывающий
влияние
материала
инструмента, [22, табл. 6, с. 263];
Г
в
750
σ
n
mV
К
К
, [22, табл. 1, с. 261]
где
Г
K
–
коэффициент,
характеризующий
группу
стали
по
обрабатываемости, [22, табл. 2, с. 262];
n
– показатель степени, [22, табл. 2, с. 262].
Принимаем:
Г
1, 0
K
;
1, 0
n
;
1,0
750
1, 0
1,364
550
mV
К
.
Принимаем:
0,9
nV
K
;
0, 65
uV
K
35
Тогда
1,364 0,9 0,65
0,8
V
K
.
Принимаем период стойкости резца:
Т=30 мин [22, с. 268].
С
V
=350; x=0,15; у=0,35; m=0,2 [22, табл. 17, с. 269].
0,2
0,15
0,35
350 0,8
137, 4
30
6, 3
0,5
V
м/мин;
Расчетная частота вращения шпинделя:
расч
1000 137, 4
1000
544,9
π
3,14 80,3
V
n
D
мин
-1
;
Принимаем ближайшее меньшее паспортное значение:
пасп
500
n
мин
-1
.
Тогда фактическая скорость резания:
пасп
факт
π
3,14 80, 3 500
126
1000
1000
D n
V
м/мин.
Проверка по мощности привода станка:
Мощность резания:
;
1020 60
z
P V
N
Тангенциальная составляющая силы резания:
10
,
x
y
n
z
p
p
P
C
t
S
V
K
где
p
K
– поправочный коэффициент на силу резания
м
γ
λ
р
р
р
р
р
p
r
K
К
К
К
К
К
,
где
м
p
K
– поправочный коэффициент, учитывающий влияние качества
обрабатываемого материала на силовые зависимости [22, табл. 9,10,
с. 264 –265];
p
K
– коэффициент, учитывающий влияние главного угла в плане –
φ на составляющие силы резания [22, табл. 23, с. 275];
γ
p
K
– коэффициент, учитывающий влияние переднего угла γ на
составляющие силы резания [22, табл. 23, с. 275];
λ
P
K
– коэффициент, учитывающий влияние угла наклона главного
лезвия λ на составляющие силы резания [22, табл. 23, с. 275];
p
r
K
– коэффициент, учитывающий влияние радиуса при вершине
резца r на составляющие силы резания [22, табл. 23, с. 275].
0,75
0,75
в
м
σ
550
0, 73
0, 79
750
750
р
n
К
.
Принимаем:
1, 0
p
K
;
γ
1, 0
p
K
;
λ
1, 0
p
K
;
1, 0
p
r
K
, тогда
0, 79 1, 0 1, 0 1, 0 1, 0
0, 79
p
K
.
Принимаем:
300
p
C
;
1, 0
x
;
0, 75
y
;
0,15
n
[22, табл. 22, с. 273].
0,75
0,15
10 300 6,3 0,5
0, 75 126 /1020 60 126
8, 769
N
кВт.