Файл: Курсовой проект содержит пояснительную записку на листах и графическую часть на 1 листе.doc
ВУЗ: Не указан
Категория: Не указан
Дисциплина: Не указана
Добавлен: 24.10.2023
Просмотров: 65
Скачиваний: 2
ВНИМАНИЕ! Если данный файл нарушает Ваши авторские права, то обязательно сообщите нам.
n=7 суток – принимаем для автодорожного и железнодорожного транспорта.
Кр=1,2 – коэффициент разрыхления;
m=247
Определяем размеры склада (по рисунку 5)
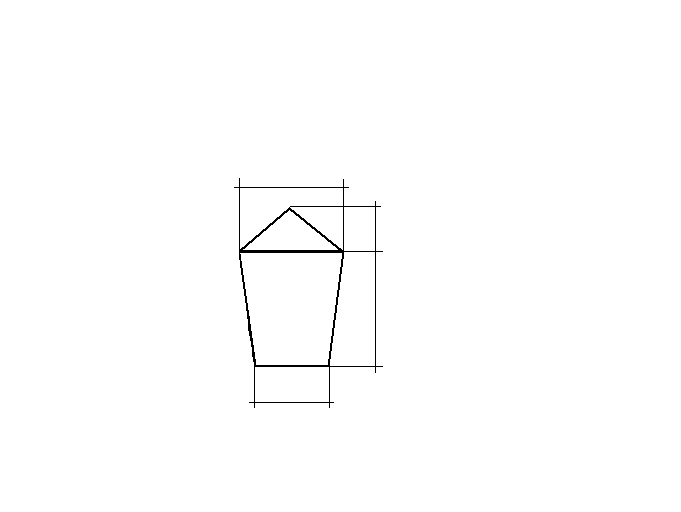
Рисунок 5 – Схема склада заполнителей
Задаём ширину склада а, которая зависит от ёмкости
а = 8 м, т.к.V=918м3<1500м3
в = 0,4 при а =8м.
α = 400 – угол естественного откоса,
β =550 – для совмещённого склада.
tgβ tg400 = 0,84
tg550 = 1,43
Определяем высоту h склада
h=h1+h2=5,43+3,36=8,79м
Площадь S – общая.
S=S1+S2 S0=22,81+13,44=36,25м2
Определяем длину склада
V – ёмкость склада, м3
S0 – площадь поперечного сечения, м2
Кз= 0,85 – коэффициент заполнения склада
Принимаем длину склада L=30м.
1.5.3 Расчёт длины разгрузочного фронта
Расчёт проводим соответственно схеме (смотри рисунок 6). Определяем число одновременно разгружаемых вагонов.
Nв – общее число вагонов в составе
;
t – время на разгрузку одного вагона, ч.
Принимаем 12 мин.
Т = 4ч – норма времени на разгрузку всего состава
Nв =20шт
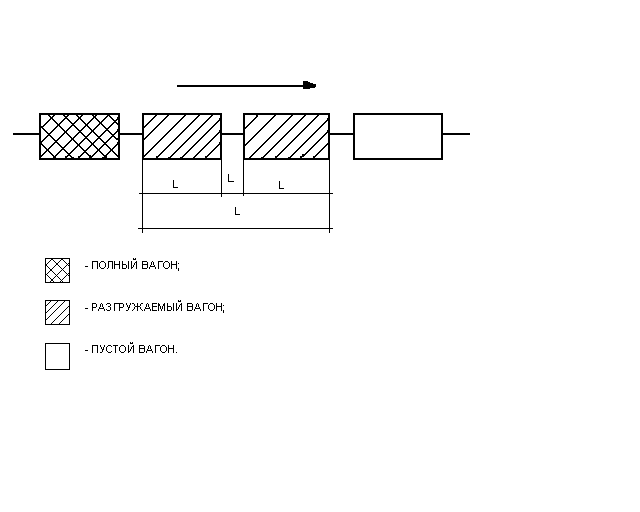
Рисунок 6 – Схема разгрузки
Определяем длину разгрузочного фронта:
Lрф=nвхl+l1х(nв – 1)м,
где nв=1
l – длина вагона, м
l1 = 1м – расстояние между вагонами
Lрф=1х15+1х(1-1)=15м
1.5.4 Расчёт длины конвейеров
Проводим расчёт конвейера от приёмного устройства до склада за-
полнителей , используя условную схему, рисунок 7.
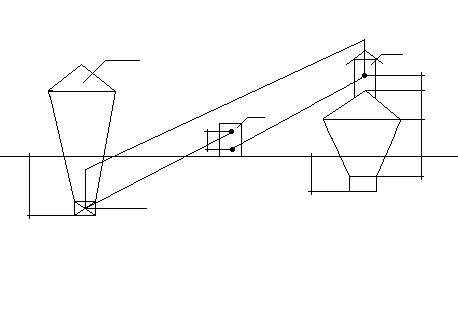
-
приёмное устройство -
перегрузочная станция -
склад
Рисунок7- Схема конвейера №1
Принимаем :
h1=3м –заглубление приёмного устройства;
h2=1м –перепад высот на перегрузочной станции;
h
 0=1м- высота падения заполнителя на складе;
0=1м- высота падения заполнителя на складе;h =3,36м по расчёту –высота треугольной части сечения склада;
h
 =5,43м по расчёту –высота трапециидальной части сечения склада;
=5,43м по расчёту –высота трапециидальной части сечения склада;h4=3м-заглубление склада;
h5=0,5м –высота бункера над лентой конвейера.
Угол наклона ленточного конвейера-180.
Расчёт ведем по формулам:
Общая высота подъёма м:
H=h1+h2+h3 ,м
h3-высота подъёма над уровнем земли на складе будет:
h
 3=h0++h +h +h5-h4,м (Пренебрегаем высотой подштабельного
3=h0++h +h +h5-h4,м (Пренебрегаем высотой подштабельного конвейера)
h3=1+3,36+5,43+0,5-3=7,29м
H=3+1+7,29=11,29м.
Lк=
Lк-длина конвейера.
sin 180=0,310
lk=
Принимаем Lк=42м
L0=Lк х cosα , где
L0-длина проекции конвейера на землю;
сosα=0,95
L0=42 х 0,95 =33,9=40м.
Проводим расчёт конвейера от склада до БСЦ ,смотри рисунок 8.
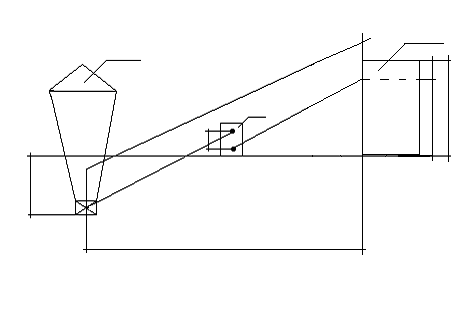
1-склад заполнителей
2-перегрузочная станция
3-БСЦ
Рисунок8- Схема конвейера №2
Принимаем :
h 1=3м-заглубление склада
h2=2м-перепад высот на перегрузочной станции;
h4=5м-высота надбункерного отделения;
h5=30м-высота БСЦ;
h3=h5-h4,где
h3-высота входа конвейера в БСЦ.
h3 =30-5 = 25м
Общая высота подъёма:
H = h1+h2+h3 H=3+2+25=30м
Длина конвейера:
tg180 =0,325
1.5.5 Расчёт склада металла
Определяем ёмкость склада металла:
V = Gсут х n, т
где Gсут –суточная потребность в арматурной стали с учётом отходов(по табл. 6)
n =20-25 суток – нормативный запас стали на складе
V = 3,045х25=76,13т
Определение доли металла в % по способу поставки (смотри таблицу7)
Таблица 7- Выборка арматурной стали по способу поставки.
| Наименование изделия | Вид поставки | Диаметр и класс | Масса, кг | Доля, % | |
| Единицы | Общая | ||||
| ПК60-26 | Мотки | 3Вр400 4Вр400 5Вр400 8А – III | 14,44 1,89 9,16 6,94 | 32,43 | Х = 46 |
| Прутки | 14А – I 14Ат - V | 4,84 31,27 | 36,11 | Y = 51 | |
| Полосовая сталь | 6х60 | 2,36 | 2,36 | Z = 3 | |
| Итого: | | | | 70,9 | 100 |
Определяем площадь склада:
F=
 х Кс, м3
х Кс, м3где V-ёмкость склада для одного изделия;
x;y;z- доли металла по способу поставки в %;
q1=1,2т/м2-норма складирования для мотков;
q2=3,2т/м2-норма складирования прутков;
q3=2,1т/м2-норма складирования проката;
Кс-коэффициент ,учитывающий полноту использования склада , прини-мается в зависимости от ёмкости ,
 [29,17+12,13+1,09] х 3=127,17м2
[29,17+12,13+1,09] х 3=127,17м2Определяем длину склада:
L=
где Fобщ=127,17м2-общая площадь склада;
В-ширина пролёта, м
Принимаем В=18м.
L=
Размер склада принимаем 18х24м ,с учётом разгрузки одного вагона.
1.6 Выбор и расчёт оборудования и складских площадок
в формовочном цехе
1.6.1 Расчёт количества бетоносмесителей
Определяем часовую производительность смесителя
V3-ёмкость смесителя по загрузке, л
n-расчётное количество замесов за 1 час по [3],
n=35(для тяжёлых б/с)
Пч=
Определяем количество бетоносмесителей.
Qгод - годовая производительность
Кот=1,015- коэффициент отходов
m=247 –количество рабочих суток в году
y=16 –количество рабочих часов в сутки [3]
Пч - часовая производительность смесителя,м3/ч (по расчёту),
Кн=0,8 – коэффициент неравномерности выдачи б/с [3]
Принимаем бетоносмесителей 1 шт.
1.6.2 Расчёт ёмкости бункера выдачи бетонной смеси
Vв=(2-3)xZxVгот,м3, где
2-3 – допустимый размер
Z – количество смесителей
Vгот – объём готового замеса, м3
Vгот= Vзагр х β,м3,где
Vзагр – ёмкость по загрузке,
Β – коэффициент выхода бетонной смеси
Vгот = 0,75 х 0,64 = 0,48м3
Vв = 2 х 2 х 0,48=1,92м3
Vв = 3 х 2 х0,48 =2,88м3
Принимаем Vв = 1,96м3, как объём изделия. Размер бункера должен быть равен ёмкости транспортной единицы 2,4м3 [3].
1.6.3 Расчёт потребности в формующем оборудовании
для полуконвейерной технологии
Определяем продолжительность ритма работы технологической линии
по [3], в зависимости от длины и объёма изделия:
tp = 18 мин.
Определяем число вагонеток на полуконвейере
∑tоп – сумма времени всех операций, кроме перемещения.
tp = 18 мин. – ритм полуконвейера.