Файл: Курсовой проект содержит пояснительную записку на листах и графическую часть на 1 листе.doc
ВУЗ: Не указан
Категория: Не указан
Дисциплина: Не указана
Добавлен: 24.10.2023
Просмотров: 69
Скачиваний: 2
ВНИМАНИЕ! Если данный файл нарушает Ваши авторские права, то обязательно сообщите нам.
F2 =
3) Определяем площадь площадки для складирования резервных форм и оснастки.
Gф = 4т – масса одной формы;
Мф = 54шт – общее количество форм по расчёту;
4)Площадка для текущего ремонта форм и переоснастки :
 м2 где
м2 где5)Площадка для устранения дефектов изделия
qб –объём бетона изделия ;
f- площадь занимаемая изделием;
f=6 х 2,6 =15,6 м2
qд=
 ,м2, где
,м2, гдеN =8ч – нормативный запас на смену ;
К=0,05 – коэффициент учитывающий выпуск изделий подлежащих
ремонту
6)Площадка для выдержки готовых изделий.
Норма складирования изделий в штабеле.
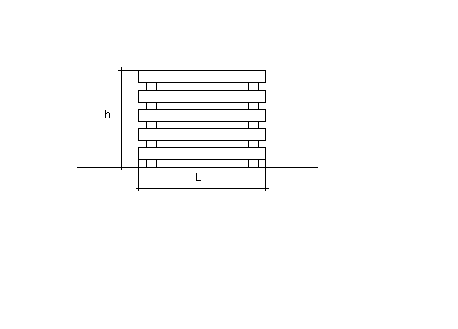
Для расчёта приведём пример схемы складирования (смотри рисунок 12)
Рисунок 12 – Схема складирования
 где
гдеqб – объём бетона изделия ;
n – количество изделий в штабеле , шт
n=10 , то hш=2,8 м
f- площадь занимаемая штабелем .
 , где
, где N=12 –нормативный запас времени для зимы ,ч
Qс – норма складирования ;
К=1,3-1,5 – коэффициент учитывающий проходы между штабелями.
1.7 Расчёт склада готовой продукции
Определяем норму складирования
 ,м3/м2 где
,м3/м2 гдеVб – объём бетона на одно изделие , м3
n – количество изделий в штабеле , шт
f-площадь занимаемая изделием , м2
f=5,98 х 2,59 = 15,49 м2
qс=
Fс=
 ,м2 где
,м2 гдеN=10-14 суток – нормативный запас изделий ;
Qс – норма складирования
К1 =1,3-1,5 –коэффициент учитывающий проходы и проезды ;
К2 = 1,3 –для мостовых кранов.
Определяем длину склада
 ,где
,гдеВ=18м – ширина пролёта
Z=1 –число пролётов (по проекту)
L=
1.8 Расчёт потребности в энергетических материалах
1.8.1 Расчёт потребности в электроэнергии
Определяем потребность в электроэнергии для оборудования:
N=WКсt , кВт.ч где
N –расход электроэнергии на расчётный период (час, смена, сутки, год)
W – установленная мощность электродвигателей , кВт;
Кс – коэффициент спроса;
Кс=0,3-0,4 для формовочных агрегатов
0,6 –смесители и дозаторы
0,2 –для конвейеров
0,3-0,4 – для виброплощадок
0,2-0,3 – для мостового крана
0,1-0,4 – для арматурных станков.
t – рабочее время цеха за расчётный период.
Приводим один пример расчёта, остальные смотри таблицу 11.
Расчёт для виброплощадки:
Nч=92х0,3х1=27,6 кВт ч
Nсм=Nчх8=27,6х8=220,8 кВт ч
Nсут=Nсмх2=220,8х2=441,6 кВт ч
Nгод=Nсутх247=441,6х247=109075,2 кВт ч
Таблица 11 – Потребность цеха в электроэнергии
| Наимено- вание изделия | Наимено- вание оборудо- вания | Кол- во, шт | Мощность электродви—гателя, кВт | Коэф- фи- циент спро-са | Расход электроэнергии кВт ч | ||||
| едини-цы | общая | часо вая | смен- ная | суточ- ная | годо- вая | ||||
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 |
| ПК60-26 | 1.Бетоно- возная тележка 2.Вибро – площадка 3.Бетоно- укладчик 4.Мостовой кран | 1 1 1 2 | 7,6 92 27 66 | 7,6 92 27 132 | 0,3 0,3 0,3 0,2 | 2,28 27,6 8,1 26,4 | 18,24 220,8 64,8 211,2 | 36,48 441,6 129,6 422,4 | 9010,56 109075,2 32011,2 104332,8 |
Продолжение таблицы 11
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 | ||
| | 5.Тележка для вызова готовой продукции 6.Устанавка эл.нагрева стержней 7.Тележка для вызова арматуры | 1 1 1 | 8,5 40 8,5 | 8,5 40 8.5 | 0,2 0,2 0,2 | 1,7 8 1,7 | 13,6 64 13,6 | 27,2 128 27,2 | 6718,4 31616 6718,4 | ||
| Итого: | | | | | | 75,78 | 606,2 | 1198,9 | 299482,6 | ||
Определяем расход электроэнергии на освещение цеха за год:
Nосв=Fat ,кВт ч ,где
F – площадь цеха , м2
a =0,012 кВт/м2 – норма расхода электроэнергии на освещение одного м2
t-время освещения цеха за год ,ч
t=260х(10-12), где
260-количество рабочих суток в году с учётом остановки на ремонт
10-12 – количество часов в сутки приведено для средней полосы России
в среднем за год.
Fцеха=18х78=1404м2
Nосв=1404х0,012х260х10=43804,8кВт ч
1.8.2 Расчёт потребности в паре
Пар расходуется на тепловлажностную обработку изделий и подогрев
Заполнителей и воды.
Норма расхода пара в ямной камере 170кг/м3 (по ОНТП)
Подогрев заполнителей на складе ведут в 3 смены, вода в 2 смены. Коли-
Чество суток для подогрева принимается по СНиПу на 169суток для
Екатеринбурга.
Расчёт ведём по формуле:Pп=рпGчt , кг где
Рп-расход пара за расчётный период;
рп- норма расхода пара на м3 подогреваемого материала
песок 30 кг/м3
щебень 40 кг/м3
вода 140 кг/м3
Gч –расчётная потребность в данном материале за 1 час , м3
t-время за расчётный период.
Приводим один пример расчёта, остальные смотри таблицу 12.
Рп=30х3х1=90кг
Рсм=90х8=720кг
Рсут=Рсмх2=720х2=1440кг
Ргод=Рсутх169=1440х169=243360кг
Таблица12- Потребность цеха в паре
| Наимено- вание изделия | Наимено- мание материала | Норма расхода пара кг/м3 | Потреб- ность материа- ла в час м3 | Расход пара ,кг | |||||
| часо- вой | смен-ный | Кол во смен | Суточ-ный | Кол во суток | Годо вой | ||||
| ПК60-26 | Песок Щебень Вода Изделие | 30 40 140 170 | 2,41 4,52 0,82 5,1 | 72,3 180,8 114,8 867 | 578,4 1446,4 918,4 6936 | 2 2 2 2 | 1156,8 2892,8 1836,8 13872 | 169 169 169 247 | 195499,2 488883,2 310419,2 3426384 |
| итого | 1234,9 | 9879,2 | | 19758,4 | | 4421185,6 | |||
1.9 Контроль технологического процесса и качества
готовой продукции
Постоянно действующий производственный контроль является гаран –
тией получения изделий и конструкций высокого качества. Производственный контроль должен охватывать все стадии технологи-
ческого процесса .Он включает в себя входной , операционный и приё –
мочный контроль.
К входному контролю относятся контроль качества материалов для
приготовления бетона, арматурных изделий , отделочных и смазочных
материалов.К операционному- контроль состава и свойств бетонной
смеси, контроль за процессом изготовления железобетонных изделий,
контроль соответствия требованиям технологической документации.
К приёмочному – контроль всех нормируемых качественных показа-
телей затвердевшего бетона.(смотри таблицу13).
Таблица 13- Контроль производства и качества железобетонных
изделий
| Контроль | Контролируемые параметры материалов, процессов и прдукции | Исполнители |
| Входной | Цемент: Вид, марка, наличие паспорта ,физико- механические свойства. Заполнители: Вид, наличие паспорта,физико-механические свойства, влажность. Сталь арматурная: Вид, класс,марка стали, наличие серти-фикатов,физико-механические свойства | Отдел снабжения Лаборатория Отдел снабжения Лаборатория Отдел снабжения Лаборатория |
| Операционный | Изготовление бетонной смеси: Точность дозирования, степень перемешивания , удобоукладываемость. Изготовление арматурных изделий: Применение стали заданного класса и диаметра, размеры изделий, Испытание стали,режима сварки, проч- ности сварных соединений При формовании железобетонных изделий: установка и фиксация арматурных изделий,натяжение арматуры, степень уплотнения бетонной смеси, время и режим ТВО, передаточная прочность бетона,режим отпуска натяжения арматуры. | Лаборатория, работники БСЦ лаборатория ОТК и работники арматурного цеха Лаборатория,ОТК, Работники арматурного цеха ОТК, работники формовочного цеха, лаборатория, ОТК, работники формовочного цеха |
| Приёмочный | Отпускная и марочная прочность бетона Прочность, жёсткость , трещиностойкость Приёмка готовых изделий. | Лаборатория ОТК, лаборатория ОТК |