Файл: Курсовая работа Проектирование технологического процесса механической обработки детали.docx
Добавлен: 25.10.2023
Просмотров: 220
Скачиваний: 5
ВНИМАНИЕ! Если данный файл нарушает Ваши авторские права, то обязательно сообщите нам.
СОДЕРЖАНИЕ
1. Получение исходной информации
2. Подготовка исходных данных для проектирования
2.1 Конструкторский контроль чертежа детали
2.2 Оценка технологичности конструкции изделия
2.3 Определение типа производства
2.5 Нумерация обрабатываемых поверхностей
2.7 Предварительная разработка технологического маршрута
2.5 Нумерация обрабатываемых поверхностей
На чертеже детали и занумеровать все обрабатываемые поверхности в порядке их расположения.
Черные поверхности, используемые в качестве технологических баз, обозначить буквами.
Выяснить, по какому квалитету точности и с какой шероховатостью требуется обработать поверхности детали.
Нумерация обрабатываемых поверхностей шпинделя зубофрезерного станка 53А05П
При выполнении нумерации обрабатываемых поверхностей использовались рекомендации, изложенные в [4], [7], [11], [16].
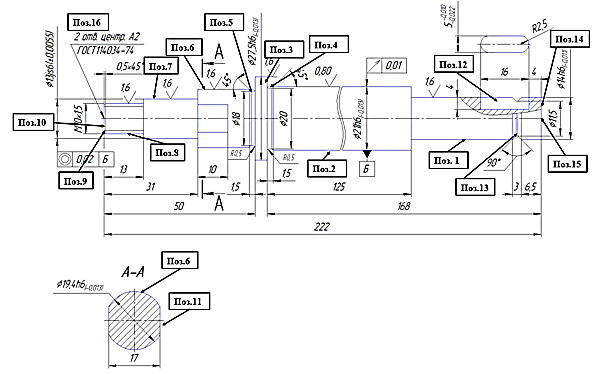
Рисунок - Нумерация обрабатываемых поверхностей шпинделя зубофрезерного станка 53А05П
Шпиндель зубофрезерного станка 53А05П по своей форме, технологическим признакам относится к классу валов. Валы предназначены для передачи крутящегося момента.
Данный вал является нормальной точности. По конструкции он ступенчатый, имеет габаритные размеры Ø27,5 х 222.
Поз. 1 - гладкая шейка вала (Ø
 h6), выполнена по 6 квалитету, предназначена для подшипников качения, шейка вала, имеет шпоночный паз (
h6), выполнена по 6 квалитету, предназначена для подшипников качения, шейка вала, имеет шпоночный паз ( х16 h6), предназначена для фиксации шпинделя. Допуск цилиндричности поверхности шейки Ø (условно не указан) равен 0,011 мм. (в пределах допуска на изготовление). Шероховатость поверхности 1,6 мкм.
х16 h6), предназначена для фиксации шпинделя. Допуск цилиндричности поверхности шейки Ø (условно не указан) равен 0,011 мм. (в пределах допуска на изготовление). Шероховатость поверхности 1,6 мкм.Поз. 2 - гладкая шейка вала (Ø
 h6), выполнена по 6 квалитету, верхнее отклонение равно 0, нижнее равно минус 0,013 мм. допуск равен 0,013 мм. Измерение точности гладкая шейка вала производится рычажными скобами, с ценой деления 0,002 мм. Допуск цилиндричности поверхности шейки Ø равен 0,01 мм. Шероховатость поверхности 0,8 мкм.
h6), выполнена по 6 квалитету, верхнее отклонение равно 0, нижнее равно минус 0,013 мм. допуск равен 0,013 мм. Измерение точности гладкая шейка вала производится рычажными скобами, с ценой деления 0,002 мм. Допуск цилиндричности поверхности шейки Ø равен 0,01 мм. Шероховатость поверхности 0,8 мкм.Поз. 3 - гладкая шейка вала (Ø
 h6), выполнена по 6 квалитету, верхнее отклонение равно 0, нижнее равно минус 0,013 мм. допуск равен 0,013 мм. Измерение точности гладкая шейка вала производится рычажными скобами, с ценой деления 0,002 мм. Допуск цилиндричности поверхности шейки Ø
h6), выполнена по 6 квалитету, верхнее отклонение равно 0, нижнее равно минус 0,013 мм. допуск равен 0,013 мм. Измерение точности гладкая шейка вала производится рычажными скобами, с ценой деления 0,002 мм. Допуск цилиндричности поверхности шейки Ø
 (условно не указан) равен 0,013 мм. (в пределах допуска на изготовление). Шероховатость поверхности 1,6 мкм.
(условно не указан) равен 0,013 мм. (в пределах допуска на изготовление). Шероховатость поверхности 1,6 мкм.Поз. 4 и поз.5 – двухсторонние шейки Ø
 1,5 мм с фасками под углом 450 и радиусом 0,5 мм. Шероховатость и цилиндричность не регламентируется.
1,5 мм с фасками под углом 450 и радиусом 0,5 мм. Шероховатость и цилиндричность не регламентируется.Поз. 6 – гладкая шейка вала и двумя лысками. (
 ), выполнена по h6 квалитету, верхнее отклонение равно 0,0, нижнее равно минус 0,013 мм. Допуск равен 0,013 мм. Шероховатость поверхности 1,6 мкм.
), выполнена по h6 квалитету, верхнее отклонение равно 0,0, нижнее равно минус 0,013 мм. Допуск равен 0,013 мм. Шероховатость поверхности 1,6 мкм.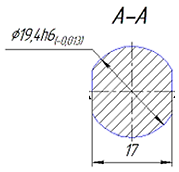
Точность размеров без указаний отклонений выполняются по 14 квалитету, верхнее отклонение, равное 0, нижнее отклонение равно 0,62 мм, допуск равен 0,62 мм.
Поз. 7 - гладкая шейка вала (
 ), выполнена по js6 квалитету, верхнее отклонение равно +0,0055, нижнее равно минус 0,0055 мм. Допуск равен 0,011 мм. Измерение точности гладкая шейка вала производится рычажными скобами, с ценой деления 0,002 мм. Допуск цилиндричности поверхности шейки Ø
), выполнена по js6 квалитету, верхнее отклонение равно +0,0055, нижнее равно минус 0,0055 мм. Допуск равен 0,011 мм. Измерение точности гладкая шейка вала производится рычажными скобами, с ценой деления 0,002 мм. Допуск цилиндричности поверхности шейки Ø js 6 (условно не указан) равен 0,011 мм. (в пределах допуска на изготовление). Шероховатость поверхности 1,6 мкм.
js 6 (условно не указан) равен 0,011 мм. (в пределах допуска на изготовление). Шероховатость поверхности 1,6 мкм.Поз.8 - гладкая шейка вала под резьбу М10х1,5.
Поз.9 – фаска шейка вала под резьбу М10х1,5.
Поз.10 - торец шейки вала. Шероховатость поверхности 6,3 мкм.
Поз.11 и поз.12 - лыски шейки вала. Шероховатость поверхности 6,3 мкм.
Поз. 13 - шпоночный паз размером
 Допуск симметричности и параллельности боковых поверхностей шпоночного паза относительно оси вала можно обеспечить установкой оси фрезы точно относительно оси призмы (вала). Измерения производятся с помощью шаблона.
Допуск симметричности и параллельности боковых поверхностей шпоночного паза относительно оси вала можно обеспечить установкой оси фрезы точно относительно оси призмы (вала). Измерения производятся с помощью шаблона.Поз. 14 – шейка на валу Ø
 1,5 мм с фасками под углом 450. Шероховатость и цилиндричность не регламентируется.
1,5 мм с фасками под углом 450. Шероховатость и цилиндричность не регламентируется.Поз. 15 – торец вала. Шероховатость поверхности 6,3 мкм.
Поз.16 и поз.17 – 2 отв. центр.А2
К шпинделю зубофрезерного станка 53А05П предъявляются высокие требования по точности размеров, геометрической форме и взаимному расположению отдельных поверхностей.
Состояние шпинделя после обработки характеризуется следующими параметрами:
-
точностью рабочих шеек (квалитеты h6) и неуказанных предельных размеров (квалитеты H14, h14); -
допуском формы шеек (рабочих - 0,01...0,02 мм, нерабочих - 0,02...0,04 мм); -
допуском биения рабочих шеек в заданном направлении относительно друг друга (0,02...0,04 мм); -
допуском биения в заданном направлении рабочих и нерабочих шеек (0,02...0,30 мм); -
допуском торцового биения (0,02...0,04 мм); -
неравномерностью шага шлицев и допустимым смещением шлицев относительно оси (не более 0,02...0,03 мм); -
шероховатостью поверхности посадочных шеек Ra = 1,25...0,40 мкм, нерабочих поверхностей Ra = 1,25...6,30 мкм.
Шпиндель должен быть статически и динамически сбалансированным. Дисбаланс шпинделя не должен превышать 30...70 г*мм.
Для изготовления шпинделя используется легированная сталь 18ХГТ.
Шейки шпинделя для повышения износостойкости подвергают цементации (кроме резьбы) на глубину 0,6...0,8 мм с последующей термообработкой до твердости 60...64 HRC.
2.5 Выбор баз
Несмотря на большое разнообразие размеров и конструктивных форм, шпинделя подвергаются одинаковым процессам изготовления. Типичными установочными базами для них являются центровые отверстия.
Основными базами шпинделя являются его опорные шейки, но так как использовать их в качестве технологических баз на большинстве операций невозможно, при обработке наружных поверхностей технологическими базами служат поверхности центровых отверстий.
При выполнении основных операций изготовления ступенчатого шпинделя за установочные базы принимают поверхности центровых отверстий заготовки.
На некоторых операциях обработки при воздействии изгибающие сил резания, например при фрезеровании плоскостей, сверлении радиальных отверстий, в качестве установочных баз используют обработанные шейки.
Базирование заготовок желательно проводить по чистым (обработанным)
поверхностям. Для токарной обработки чистовые базы могут быть получены
путем обтачивания или отрезки заготовки.
 Выбор базы для изготовления шпинделя зубофрезерного станка 53А05П
Выбор базы для изготовления шпинделя зубофрезерного станка 53А05П


Место подрезание торца






Ø30 мм

 1,5 мм 222 мм
1,5 мм 222 мм



Место крепления круглого проката в токарном станке


Место токарной обработки детали
центровое отверстие
Фрезеровать торцы в размер 222-0,5 и центровать с двух сторон А2
| (позиция I) 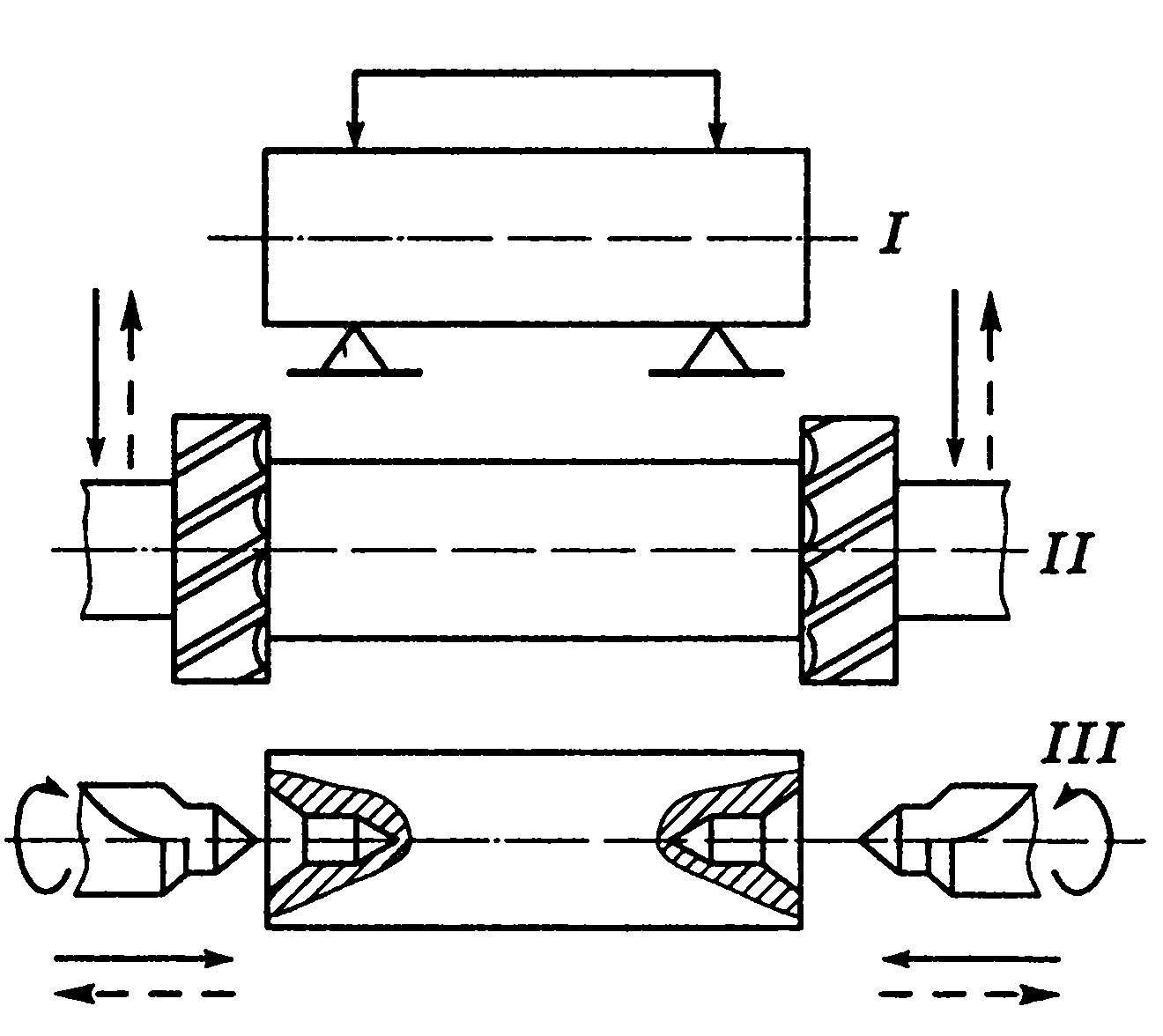 устанавливают заготовку; устанавливают заготовку;(позиция II) выполняют фрезерование торцов; (позиция III) центрование отверстий. |
Рисунок – Обработка заготовки для формирования базы
2.6 Определение этапов и методов обработки поверхностей внешней части шпинделя зубофрезерного станка 53А05П
Известно, что за один технологический переход не всегда удается достичь параметров поверхности, заданных на чертеже.
Значит, необходимо предусмотреть несколько промежуточных переходов, особенно для точных поверхностей.
Для решения этой задачи в процессе технологического проектирования введено понятие этапов обработки. В этом случае под этапом обработки понимается часть технологического процесса, включающая однородную по характеру и точности обработку поверхностей на заготовке. Следовательно, этап обработки зависит от состояния поверхностей после обработки, т. е. сочетания точности и шероховатости.
Для создания маршрутного описания технологического процесса нужно предварительно определить планы обработки каждой предварительно пронумерованной элементарной поверхности детали. Под планом обработки понимается последовательность методов обработки (переходов), необходимых для достижения, заданного чертежом состояния поверхности.
Следовательно, в соответствии с состоянием поверхностей на рабочем чертеже нужно выделить необходимое число этапов механической обработки для обеспечения требуемых параметров. В соответствии с принятой схемой этапов обработки заполняется табл., в которой моделируется последовательность обработки каждой пронумерованной поверхности С учетом накопленного опыта в машиностроении в данном проекте можно рекомендовать 3 этапа обработки.
Таблица - Планы обработки поверхностей внешней части шпинделя зубофрезерного станка 53А05П
| № пов. | I этап | II этап | III этап | |||||||||
| Квалитет 14 | ≥ Ra6,3 | Квалитет 6 | ≥ Ra1,6 | Квалитет 6 | ≥ Ra0,8 | |||||||
| | 0 - Операция отпиливания заготовки | |||||||||||
| заготовка | Крепление заготовки 1 в круглопильном автомате 8Г642 Отпилить заготовку в размер 222-0,5 мм | | | |||||||||
| 010 - Фрезерно-центровальная операция: | ||||||||||||
| | Крепление заготовки 1 в фрезерно-центровальном полуавтомате МР-76М | фрезеровать торцы в размер 222-0,5 и центровать с двух сторон А2 | | |||||||||
| у  станавливают заготовку (позиция I); станавливают заготовку (позиция I); выполняют фрезерование торцов (позиция II); центрование отверстий (позиция III) | ||||||||||||
| 020 - токарные операции | ||||||||||||
| Пов. 1; 3; 4; 5; 6;7; 8 | Крепление заготовки 1 в центрах токарно-винторезного станка 16К20Т1 Черновая обработка. Применить специальные торцовые поводковые патроны для черновой обработки | Чистовая обработка | | |||||||||
| Пов. 2; | Окончательная обработка | |||||||||||
| обточить все наружные поверхности предварительно с припуском 2 мм на диаметр, каждая последующая ступень вала обрабатывается отдельно после выполнения предшествующей ступени 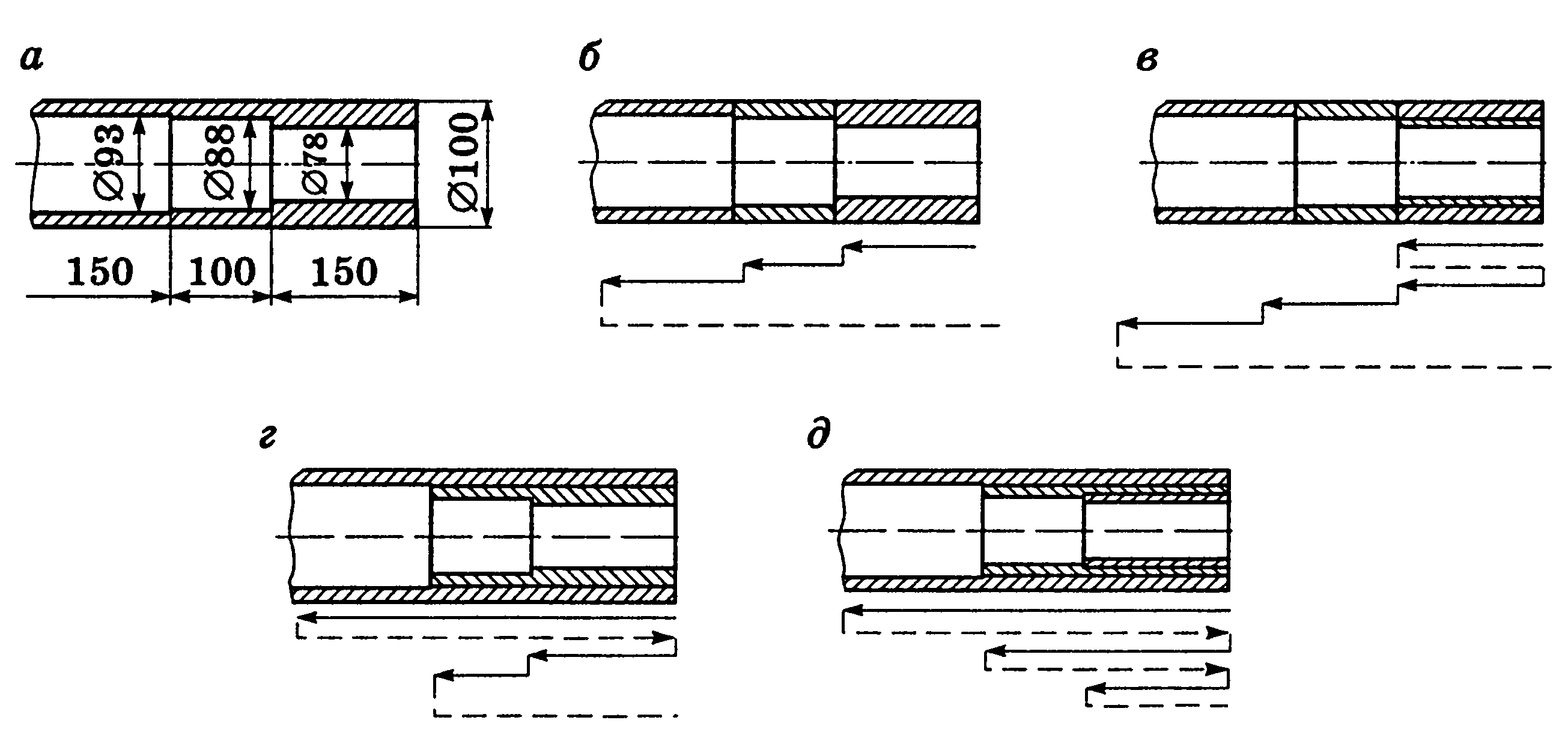 | ||||||||||||
| 040 - Фрезерная операция: | ||||||||||||
| Поз. 12 | Крепление заготовки 1 в вертикально-фрезерном станке 6Р13Ф3 с револьверной головкой фрезерование шпоночного паза: Черновая обработка | Чистовая обработка | | |||||||||
| Поз. 11 и поз.12 | Фрезерование лысок Черновая обработка | | | |||||||||
| Валы имеют ряд конструктивных элементов, необходимых для установки и крепления. К таким элементам относятся шпоночные. В серийном производстве фрезерование шпоночных пазов выполняют на универсальных горизонтально - фрезерных станках. | ||||||||||||
| 045 - Термическая операция: | ||||||||||||
| Пов. 1; 2; 3; 4; 5; 6; 7; 8 | цементация, закалка, отпуск закалить шейки Ø14h6, Ø21h6, Ø27,5h6, Ø13js6 и торец | | | | ||||||||
| 050 - Шлифовальная операция: шлифовать поверхности Ø14h6, Ø21h6, Ø27,5h6 и торец | ||||||||||||
| Пов. 1; 2; 3; 6;7 | Крепление заготовки 1 шлифовальном станке 3Т161Е с кругами зернистостью СМ1 - СМ2. | | шлифовать поверхности Ø14h6, Ø21h6, Ø27,5h6, Ø13js6 и торец | |||||||||
| Ш 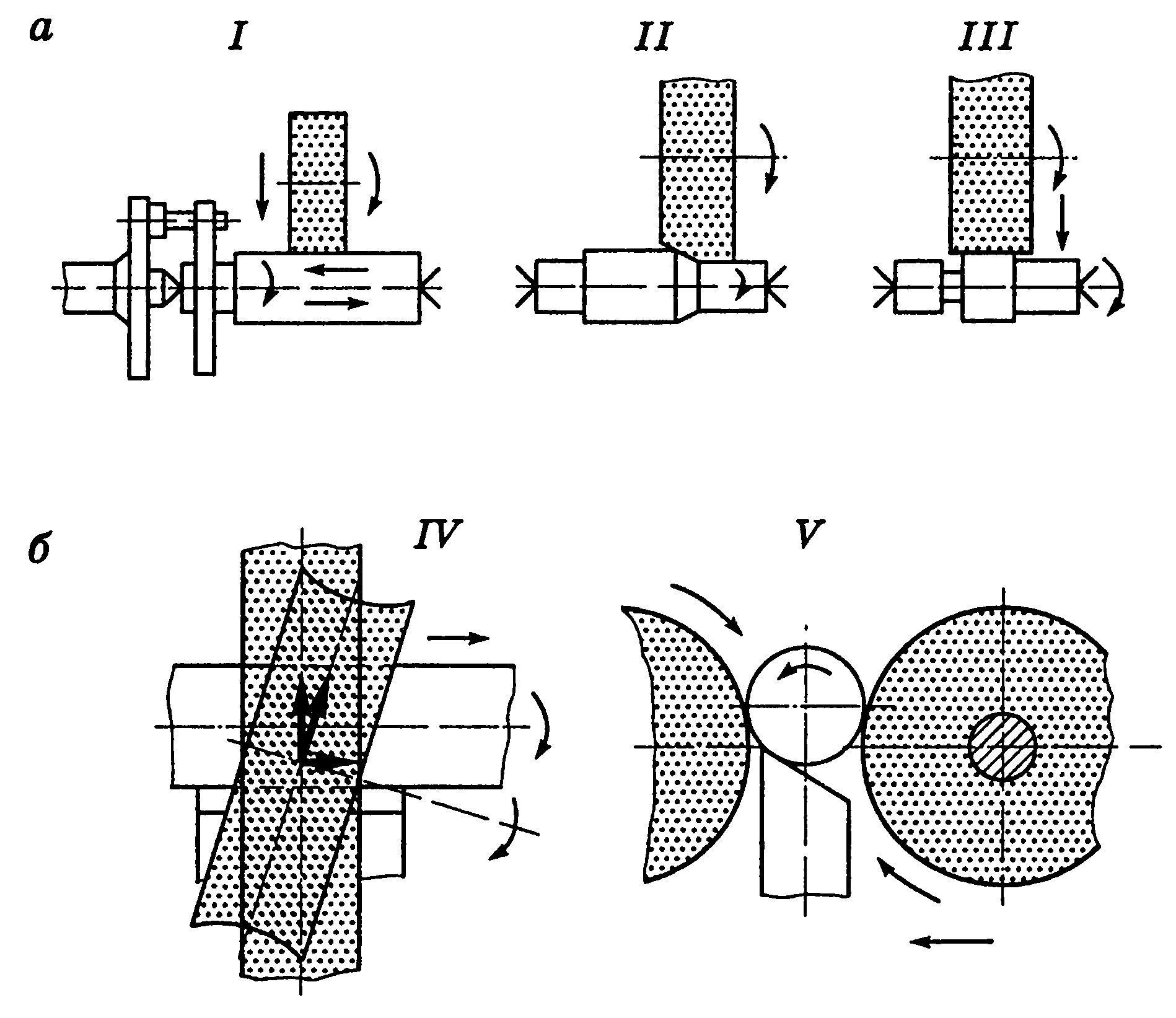 лифование валов производят на круглошлифовальном станке одним из существующих способов лифование валов производят на круглошлифовальном станке одним из существующих способов | ||||||||||||
| 070 - Слесарная операция: калибрование лысок и резьбы | ||||||||||||
| Поз. 11 и поз.12 | калибрование лысок | | | | | |||||||
| Поз. 8 | Нарезка резьбы М10х1,5 | | | | | |||||||
| калибрование резьбы М10х1,5 | | | | | ||||||||
| 075 - Моечная операция | ||||||||||||
| 080 - Контрольная операция: контроль всех диаметров и длин и шпоночных пазов | ||||||||||||