Файл: Практикум по мдк. 01. 01 Подготовка металла к сварке пм. 01 Подготовительносварочные работы для студентов по профессии.docx
ВУЗ: Не указан
Категория: Не указан
Дисциплина: Не указана
Добавлен: 26.10.2023
Просмотров: 424
Скачиваний: 9
ВНИМАНИЕ! Если данный файл нарушает Ваши авторские права, то обязательно сообщите нам.
Комитет образования и науки Курской области
Областное бюджетное профессиональное образовательное учреждение
«Курский автотехнический колледж»
ПРАКТИКУМ
по МДК.01.01 Подготовка металла к сварке
ПМ.01 Подготовительно-сварочные работы
для студентов по профессии
15.01.05 Сварщик (электросварочные и газосварочные работы)
Курск - 2016
Рассмотрен на заседании цикловой комиссии профессиональных дисциплин по профессиям «Сварщик», «Повар-кондитер», «Мастер ЖКХ»; специальности «Сварочное производство»
Протокол № 1 от 29.08.2016 г.
Председатель цикловой комиссии
Е.Е. Чинарева
Авторы-составители: Жукова Л.А., преподаватель ОБПОУ «КАТК», Конькова Н.В., методист ОБПОУ «КАТК».
Практикум по МДК.01.01 Подготовка металла к сварке ПМ.01 Подготовительно-сварочные работы для студентов по профессии 15.01.05 Сварщик (электросварочные и газосварочные работы) / сост. Л.А. Жукова, Н.В. Конькова. - Курск: ОБПОУ «КАТК», 2016. - 43 с.
Методические указания содержат теоретическое обоснование, порядок выполнения практических работ и оформления отчета, контрольные вопросы.
Предназначены для студентов, обучающихся по профессии 15.01.05 Сварщик (электросварочные и газосварочные работы).
Жукова Л.А., Конькова Н.В., 2016 г.
ОБПОУ «Курский автотехнический колледж», 2016 2
СОДЕРЖАНИЕ
Введение 4
Практическая работа № 1. Выбор технологии, инструмента и
оборудования для правки металла 5
Практическая работа № 2. Выбор технологии и инструмента для разметки 15
Практическая работа № 3. Выбор инжекторной горелки. Регулирование сварочного пламени по мощности и виду 26
Практическая работа № 4. Выбор сварочного оборудования.
Правила эксплуатации газового оборудования 34
ВВЕДЕНИЕ
Методические указания являются учебным пособием к практическим работам по изучению МДК.01.01 Подготовка металла к сварке.
Составлены в соответствии с программой профессионального модуля ПМ.01 Подготовительно-сварочные работы по профессии 15.01.05 Сварщик (электросварочные и газосварочные работы) и предназначены для самостоятельной подготовки обучающихся к выполнению практических работ.
Работая в соответствии с указаниями, обучающиеся знакомятся с выбором технологии, инструмента и оборудования для правки металла, разметки контуров деталей, выбором инжекторной горелки и регулированием сварочного пламени по мощности и виду, выбором сварочного оборудования.
Контроль знаний обучающихся осуществляется путем собеседования по основным вопросам изучаемых тем.
ПРАКТИЧЕСКАЯ РАБОТА № 1
Тема занятия: «Выбор технологии, инструмента и оборудования для правки металла».
Цель работы: ознакомиться с приспособлениями и инструментами для правки металла; выбрать технологию, инструменты и оборудование для ручной правки заготовок из полосового материала.
Необходимо знать: назначение, сущность и технику выполнения слесарной операции правка.
Необходимо уметь: выполнять правку полосового металла, изогнутого листа, закаленных деталей, пруткового материала и валов.
Оборудование и материалы: основные теоретические положения, методические указания к выполнению практической работы, учебная литература.
Основные теоретические положения
Слесарная операция, при помощи которой изогнутой или покоробленной заготовке или детали придают правильную геометрическую форму, называется правкой.
Править можно заготовки или детали из пластичных металлов (сталь, медь и т. д.). Заготовки или детали из хрупких металлов править нельзя. Правка также необходима после термической обработки, сварки, паяния и после вырезания заготовок из листового материала.
Правку производят как в холодном, так и в нагретом состоянии.
Правка может выполняться двумя способами: ручным с применением молотка, кувалды на стальной, чугунной плите или наковальне и машинным с применением правильных валиков, прессов и различных приспособлений.
При выборе способа правки учитывают характер материала, размер детали (заготовки) и величину прогиба.
Ручная правка листового материала и заготовок из него производится молотками на правильных плитах и специальных рихтовых бабках.
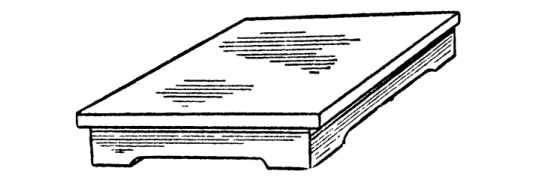
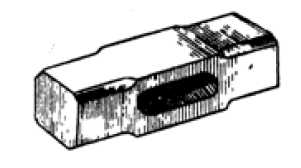
Рис. 1. Правильная плита
Правильная плита (рис. 1) изготовляется из серого чугуна сплошной конструкции или с ребрами. Плиты бывают следующих размеров: 1,5*5 м; 1,5*3 м, 2*2 м и 2*4 м. Рабочая поверхность плиты должна быть ровной и чистой. Плита должна быть массивной, тяжелой и достаточно устойчивой,
чтобы при ударах молотка не было никаких сотрясений. Плиты устанавливаются на металлических или деревянных подставках, которые могут обеспечить, кроме устойчивости, и горизонтальность
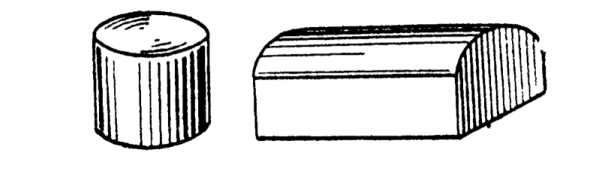
Рис. 2. Рихтовальные бабки
Рихтовальные бабки (рис. 2) изготовляются из стали и закаливаются. Рабочая поверхность бабки может быть цилиндрической или сферической радиусом R = 150-200 мм.
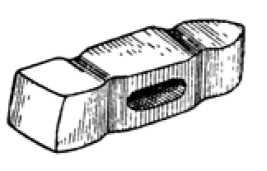
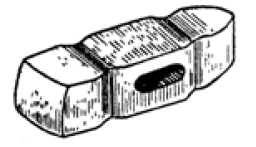
Для правки листов толщиной от 1 до 2 мм применяют, как правило, три типа молотков. Они предназначены: для первоначальной (грубой) правки (рис. 3, а), для рихтовки (глажения) листа после грубой правки (рис. 3, б) и для окончательной доводки листа (рис. 3, в).
а б в
Рис. 3. Молотки, применяемые при правке
Боек первого молотка выполнен со сферической поверхность малого радиуса. У второго молотка радиус сферы больше, а у молотка окончательной доводки боек имеет ровную поверхность с кромками, закругленными по радиусу 2 мм.
Для правки листов толщиной от 3 мм и выше можно пользоваться двумя молотками. Для правки деталей с окончательно обработанной поверхностью, а также тонких стальных изделий или заготовок их цветных металлов и сплавов применяют молотки из мягких материалов — медные, латунные, свинцовые, деревянные.
Молоток при правке держат за конец рукоятки, несильно зажимая ее в руке. При ударе молоток нужно опускать на лист вертикально всей площадью бойка.
Для правки тонкого листового и полосного металла служат также металлические и деревянные гладилки и бруски.
В отдельных случаях правку обработанных поверхностей производят слесарными молотками, но тогда на место, подлежащее правке, накладывают прокладку из мягкого металла и по ней наносят удары.
Приемы ручной правки приведены в табл. 1.
Основные приемы ручной правки
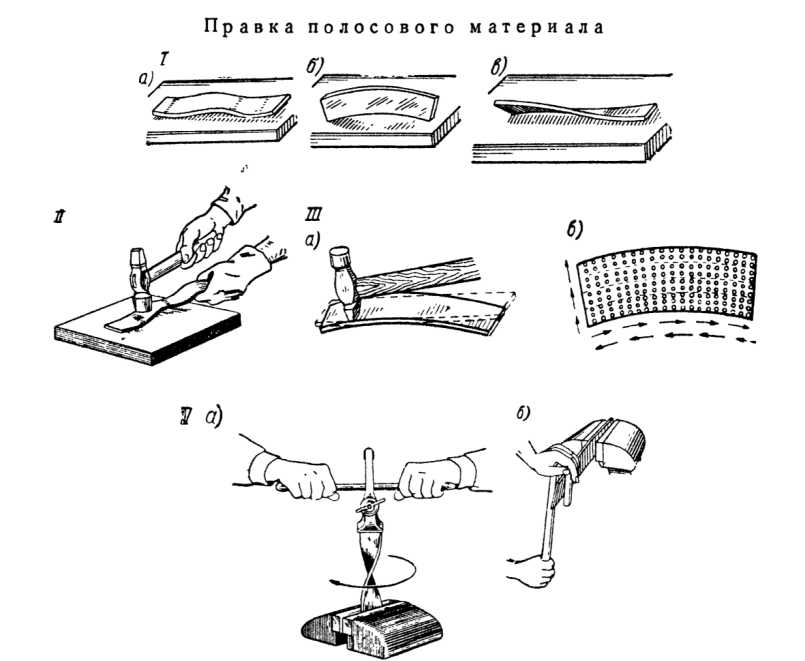
Наиболее распространены следующие виды изгиба заготовок из полосового материала: изгиб по плоскости (поз. Л а), изгиб по ребру (поз, I, б) и изверну- нутость (поз. /, в).
Правка полосового материала по плоскости производится в следующей последовательности. Искривленную полосу кладут на плиту и, придерживая ее левой рукой, по выпуклым местам полосы наносят удары молотком (поз. //), при этом удары наносят сначала по краям выпуклости широкРй . стороны и постепенно приближаются к середине выпуклости, поворачивая по мере необходимости полосу с одной стороны на другую. Сила удара регулируется в зависимости от размеров полосы и степени искривления.
Результаты правки (прямолинейность заготовки) оценивают на глаз или же по правильной плите с помощью линейки.
Выправив широкую сторону заготовки, приступают к правке ребер. После одного-двух ударов полосу поворачивают с одного ребра на другое.
При правке полосы, изогнутой на ребро, удары наносят по широкой плоскости. Прижав левой рукой полосу к плите, наносят удары носком молотка (поз. III, а) по всей длине полосы, постепенно переходя от нижней кромки к верхней (на схеме в поз. Ill, б направления и последовательность ударов показаны стрелками).
У нижней кромки наносят сильные удары, а по мере приближения к верхней силу ударов уменьшают, но увеличивают их частоту. При таком способе правки нижняя кромка постепенно вытягивается больше, чем верхняя, и полоса выравнивается.
Правку прекращают, когда верхняя и нижняя кромки становятся прямолинейными.
При правке извернутых полос один конец заготовки закрепляют в слесарных тисках (поз. IV,-а), а второй конец зажимают в ручных тисках. Затем, вставив рычаг между губками' ручных тисков, равномерным усилием повертывают рычаг до полного выпрямления спиральной кривизны. Вместо тисков может быть использован специальный рычаг (поз. IV, б).
Результат правки проверяют на глаз или по зазору на плите определяют кривизну. При необходимости окончательную правку проводят на плите.

Пр a-в к а листового материала
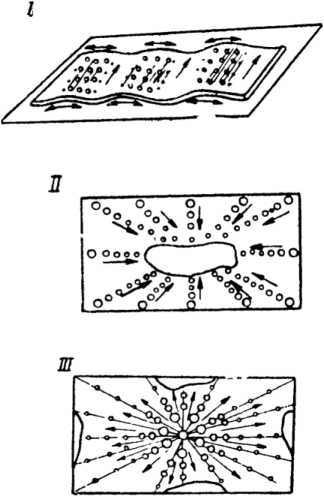
Правку изогнутого листа, имеющего поперечные
волны — волнистость (поз. /), осуществляют следу-
ющим образом. Изогнутый лист кладут на правйль-
ную плиту и, придерживая его одной рукой, наносят
легкие удары молотком по выступающим частям
листа вдоль поперечных волн. Сначала правят лист
с одной стороны, а затем его переворачивают и
правят с другой стороны.
При наличии выпуклости в середине заготовки ее
кладут на плиту и выпуклости обводят мелом. За-
тем наносят частые удары молотком от края листа
по направлению к выпуклости. По мере приближе-
ния к выпуклости удары молотком следует делать
чаще и слабее (поз. II)
Если на заготовке имеется волнистость по краям,
то удары молотком наносят по направлению от се-
редины заготовки к- ее краям (поз.