Файл: Технологическая оснастка является переменной частью технологического оснащения.docx
ВУЗ: Не указан
Категория: Не указан
Дисциплина: Не указана
Добавлен: 26.10.2023
Просмотров: 68
Скачиваний: 2
ВНИМАНИЕ! Если данный файл нарушает Ваши авторские права, то обязательно сообщите нам.
Таблица 1.5.11 - Химический состав в % материала стали 3
| C | Si | Mn | Ni | S | P | Cr | Cu | As |
| 0.14 – 0.22 | 0.15 – 0.3 | 0.4 – 0.65 | до 0.3 | до 0.05 | до 0.04 | до 0.3 | до 0.3 | до 0.08 |
Таблица 1.5.12 - Технологические свойства материала стали 3
| Свариваемость: | без ограничений. |
| Флокеночувствительность: | не чувствительна. |
| Склонность к отпускной хрупкости: | не склонна. |
1.6 Технологический процесс изготовления детали «Центр»
В качестве заготовки выбираем прокат круглого сечения (калиброванный) диаметром 24мм, с учетом припуска на механическую обработку по наружному диаметру и длиной 160мм, с учетом припуска на торцевание с двух сторон по 5мм. Эта деталь изготовлена из стали У8А.
005 Токарная
Установ А.
Установить и закрепить заготовку в трехкулачковом самоцентрирующемся патроне с вылетом 10 мм. На рисунке 1.6.1 показано торцевание заготовки.
Переход 1.
Торцевать заготовку на длину 2мм. Резец проходной отогнутый с пластиной из твердого сплава Т5К10 ГОСТ 18877-73.
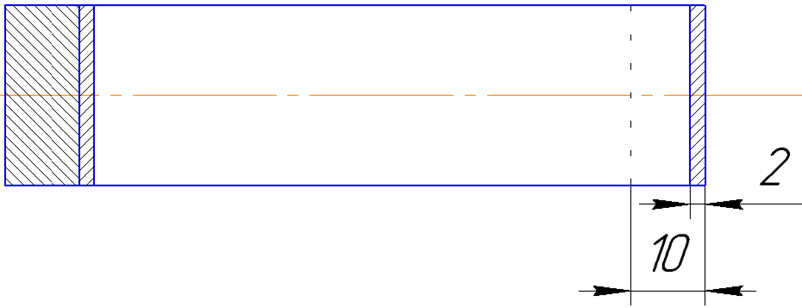
Рисунок 1.6.1 Торцевание заготовки «Центр»
Установ Б.
Установить заготовку с наибольшей длиной 170мм. На рисунке 1.6.2 показана заготовка с обработкой диаметра.
Переход 2.
Обработать заготовку с диаметра 24мм до диаметра 20мм на длину 170мм.
Р
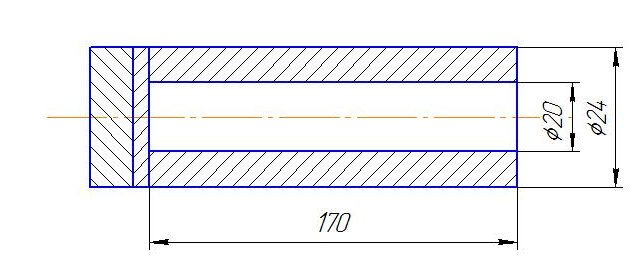 исунок 1.6.2 Заготовка с обработкой диаметра «Центр»
исунок 1.6.2 Заготовка с обработкой диаметра «Центр»Переход 3.
Обработать поверхность с диаметра 20мм до диаметра 10мм на длину 53мм, и считая слева направо, снимаем фаску слева 1мм под углом 45 градусов. На рисунке 1.6.3 изображена заготовка с обработкой диаметра.
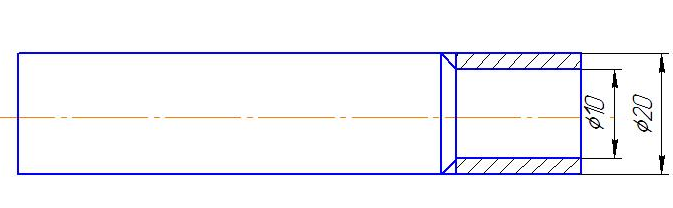
Рисунок 1.6.3 Заготовка с обработкой диаметра «Центр»
Переход 4.
О
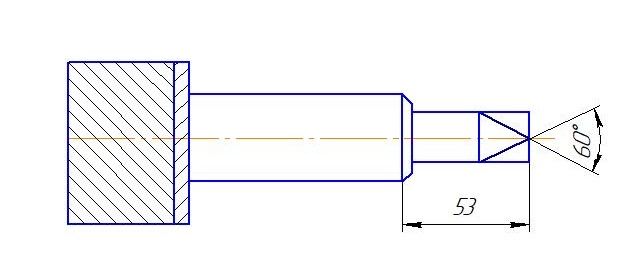 бработать поверхность конуса под углом 60 градусов, и диаметром цилиндра 10мм, присоединенному к конусу на длине 53мм. На рисунке 1.6.4 показана обработка поверхности конуса.
бработать поверхность конуса под углом 60 градусов, и диаметром цилиндра 10мм, присоединенному к конусу на длине 53мм. На рисунке 1.6.4 показана обработка поверхности конуса.Рисунок 1.6.4 Обработка поверхности конуса детали «Центр»
Переход 5.
Отрезать деталь, с учетом припуска на торцевание 2мм.
Установ В.
Повернуть и закрепить деталь с вылетом 10мм.
Переход 6.
Торцевать деталь в размер 155мм. Резец проходной отогнутый ГОСТ18877-73, оснащенный пластиной из твердого сплава Т15К6. На рисунке 1.6.5 показано торцевание детали.
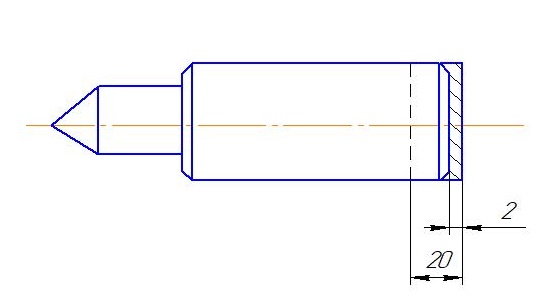
Рисунок 1.6.5 Торцевание детали «Центр»
Переход 7.
Т
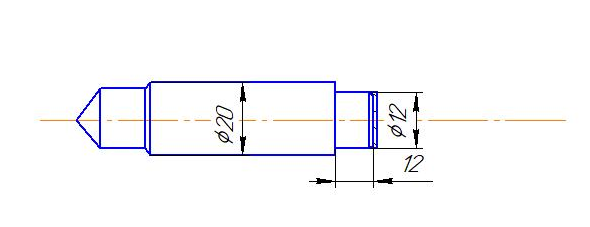 очить деталь с диаметра 20мм до диаметра 12мм на длину 12мм и притупить острые кромки. На рисунке 1.6.6 изображен последний этап токарной операции.
очить деталь с диаметра 20мм до диаметра 12мм на длину 12мм и притупить острые кромки. На рисунке 1.6.6 изображен последний этап токарной операции.Рисунок 1.6.6 Последний этап токарной операции
1.7 Определение коэффициента использованного металла
Объем заготовки:
 , (1)
, (1)где V – объем заготовки,
 ;
; – постоянная величина (3,14), мм;
– постоянная величина (3,14), мм;r – радиус, мм;
l – длина, мм.

Определяем вес заготовки:
 , (2)
, (2)где P – вес заготовки, гр;
V – объем заготовки,
; – плотность стали (7,8
– плотность стали (7,8 ).
).
Определяем объем и массу детали:
1 ступень: диаметр – 12мм, длина – 12мм;
2 ступень: диаметр – 20мм, длина – 90мм;
3 ступень: диаметр – 10мм, длина – 53мм.
Объем детали:
 , (3)
, (3)


Определяем объем конуса:
 (4)
(4)где V – объем конуса,
;h – высота, мм;
– постоянная величина (3,14), мм;r – радиус, мм.
 , (5)
, (5)
Определяем вес детали:
 (6)
(6)
Находим коэффициент используемого материала (КИМ):
 , (7)
, (7)
Коэффициент использования металла составил
 , значит заготовку мы выбрали верно.
, значит заготовку мы выбрали верно.1.8 Расчет по 16 пунктам
Установ А. Переход 1.
1. Рассчитываем припуск на механическую обработку.
 , (8)
, (8)где, t – глубина резания, мм;
D – наибольший диаметр, мм;
d – диаметр детали, мм.
При подрезе торца припуск на механическую обработку равен глубине резания:
2. Выбираем резец проходной отогнутый ГОСТ18877-73, оснащенный пластиной из твердого сплава Т15К6.
Геометрия резца:
 Период стойкости: T=90 мин.
Период стойкости: T=90 мин.где,
 – (гамма) передний угол, градусы;
– (гамма) передний угол, градусы; (альфа) задний угол, градусы;
(альфа) задний угол, градусы; – угол в плане, градусы;
– угол в плане, градусы;r – радиус при вершине резания, мм;
T – период стойкости резца, мин.
3. Выбираем подачу S глубин резания из таблицы:
 мм/об.
мм/об. S – подача, мм/об.
S – подача, мм/об.4. По табличным данным выбираем рекомендуемую скорость резания:
 м/мин. V – скорость резания, м/мин.
м/мин. V – скорость резания, м/мин.5. По таблице устанавливаем поправочные коэффициенты для заданных условий работы:
 ;
;  ;
;  ;
; .
. 
– поправочный коэффициент (зависит от обрабатываемого материла);
 – поправочный коэффициент (зависит от периода стойкости резца);
– поправочный коэффициент (зависит от периода стойкости резца); – поправочный коэффициент (зависит от главного угла в плане);
– поправочный коэффициент (зависит от главного угла в плане); – поправочный коэффициент (зависит от инструментального материала).
– поправочный коэффициент (зависит от инструментального материала).6. Умножаем табличную скорость на поправочные коэффициенты.
Для этого находим К среднее:
 , (9)
, (9)
 – средний коэффициент.
– средний коэффициент.
 , (10)
, (10)  – скорость резания табличная, (244м/мин).
– скорость резания табличная, (244м/мин). м/мин.
м/мин.7. Определяем необходимую частоту вращения заготовки:
 , (11)
, (11)где,
 – частота вращения заготовки
– частота вращения заготовки ;
; – постоянная величина (3,14), мм.
– постоянная величина (3,14), мм.
8. По паспортным данным станка принимаем ближайшую меньшую частоту вращения:
n=2000об/мин.
9. Уточняем действительную скорость резания:
 , (12)
, (12) .
.10. Проверяем режим резания по мощности на шпинделе станка. Вычисляем усилия резания:
 , (13)
, (13)  – режим резания на шпинделе станка,
– режим резания на шпинделе станка, 