Файл: Курсовой проект по дисциплине "Режущий инструмент и инструментальное обеспечение автоматизированного производства".docx
ВУЗ: Не указан
Категория: Не указан
Дисциплина: Не указана
Добавлен: 26.10.2023
Просмотров: 842
Скачиваний: 6
СОДЕРЖАНИЕ
1 Разработка инструментальной наладки
1.2 Разработка маршрутной технологии
1.3 Выбор режущего инструмента
1.4 Выбор вспомогательного инструмента
1.6 Настройка инструментального блока вне станка
2 Разработка конструкции дискового долбяка
2.1 Патентно-информационный поиск. Назначение, типы, описание конструкции долбяков
2.2 Расчет геометрических и конструктивных параметров дискового долбяка
3 Разработка конструкции сборного проходного резца с СМП
3.1 Патентно-информационный поиск. Назначение, типы, описание конструкции токарных резцов
3.2 Расчет геометрических и конструктивных параметров
4 Разработка конструкции сверла с СМП
4.1 Патентно-информационный поиск. Назначение, типы, описание конструкции сверл
4.2 Расчет геометрических и конструктивных параметров сверла
1.2 Разработка маршрутной технологии
На рис. 1.3 показан чертеж заготовки вала.1.3 – Чертеж заготовкиРисунок 1.4 – Маршрут обработки деталиЗаготовку будем обрабатывать в следующей последовательности (рис. 1.4):Переход 1. Точить поверхности, выдерживая размеры 1-4, 6 предварительно, с припуском 0.5 мм, размер 5 предварительно до 65 мм.Переход 2. Рассверлить отверстие, выдерживая размер 14 до 24 мм.Переход 3. Точить поверхности, выдерживая размеры 12, 13, 15 предварительно, с припуском 0.5 мм.Переход 4. Точить поверхности, выдерживая размеры 1-4, 6-11 окончательно, размер 5 предварительно до 63.8-0.13 мм.Переход 5. Точить поверхности, выдерживая размеры 12-20 окончательно.Переход 6. Нарезать резьбу, выдерживая размеры 3, 5.1.3 Выбор режущего инструмента
Для обработки данной детали принимаем инструмент фирмы «Sandvik Coromant», так как данной фирмой разработаны различные геометрии, специально предназначенные для обработки материалов групп применяемости Р М и К для высокопроизводительного точения на современном оборудовании. Оптимальные геометрии передней поверхности обеспечивают углы, необходимые для резания, и наилучшие условия стружкообразования при токарной обработке сталей, нержавеющих сталей и чугунов, повышая стойкость инструмента и надежность операции. Стоимость, стойкость и производительность – основные факторы, применяемые во внимание при выборе инструмента. Выбрав пластину с геометрией передней поверхности, специально предназначенной для обработки материалов данной группы, вместо универсальной геометрии, можно значительно повысить производительность обработки.Для черновой обработки данной детали выбираем сплав пластин 4225 – твердый сплав с покрытием CVD. Предназначен для черновой и чистовой обработки деталей из стали и стального литья. Прочная градиентная структура в сочетании с износостойким покрытием. Сплав отлично работает как в условиях прерывистого, так и непрерывного резания с высокой скоростью снятия материала. Широкая область применения.Для чистовой обработки данной детали выбираем сплав пластин 4215 – твердый сплав с покрытием CVD. Предназначен для обработки сталей на высоких скоростях в условиях непрерывного резания и резания с легкими прерывами. Основа с градиентным спеканием отличается оптимальной прочностью и стойкостью, а покрытие повышает износостойкость. Сплав хорошо противостоит пластической деформации при высокой температуре в зоне обработки. Применяется как с СОЖ так и без.Для нарезания резьбы выбираем сплав пластины 1020 – универсальный твердый сплав с покрытием PVD и высокими режущими свойствами. Сочетает в себе высокую износостойкость и остроту режущих кромок. Рекомендуется для резьбонарезания в мало- и среднеуглеродистых сталях.Для чернового точения наружных цилиндрических поверхностей принимаем резец проходной S16R-PCLNR 09, оснащённый четырёхгранной CNMG-090308-PM GC4225.Для рассверливания отверстия 24 мм принимаем сверло 880-D2400L25-04 с центральной пластиной 880-050305H-C-GMGC1044 и периферийной - 880-0503W05H-P-GMGC4044.Для чернового растачивания отверстия принимаем резец расточной S25T-PCLNR 12, оснащенный четырёхгранной пластиной CNMG-120408-PM GC4225.Для чистового точения наружных цилиндрических поверхностей принимаем резец проходной для контурного точения DVJNR 2525 M16, оснащенный четырёхгранной пластиной VNMG-160404-PFGC4215.Для чистового растачивания отверстия принимаем резец расточной A16R-SVUBR 11-EB1, оснащенный четырёхгранной пластиной VBMT-110304-PF GC4215.Для нарезания резьбы принимаем резец резьбовой R166.4FG-2525-16

, оснащенный пластиной R166.0G-16MM01-150 GC1020Выбранный режущий инструмент заносим в таблицу 1.1.Таблица 3.1 - Выбор режущего инструмента.
| Пере-ход | Режущий инструмент | ||||||||||
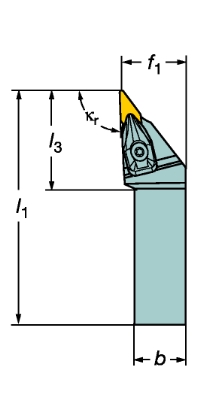
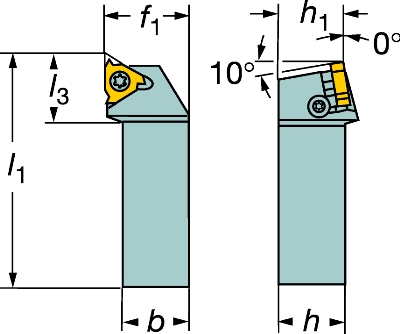
| 1 | PCLNR 2525 M12 h=25 мм; b=25 мм; f1=32 мм; h1=25 мм; Kr=95○; l3=27.2 мм; l1=150 мм. | 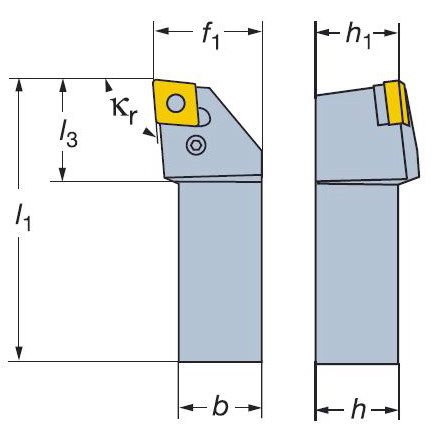 | |||||||||
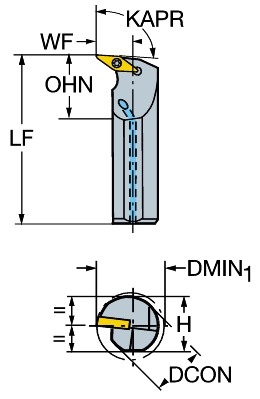
| 2 | 880-D2400L25-04 Dc=24 мм; DCON=25 мм; LF=119 мм; OAL=175 мм; LU=96 мм. | 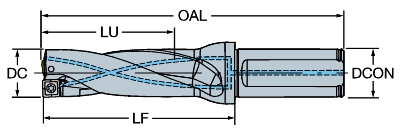 | |||||||||
| S16R-PCLNR 09 Dm min=20 мм; dm=16 мм; f1=11 мм; h=15 мм; Kr=95○; l3=26 мм; l1=200 мм. | 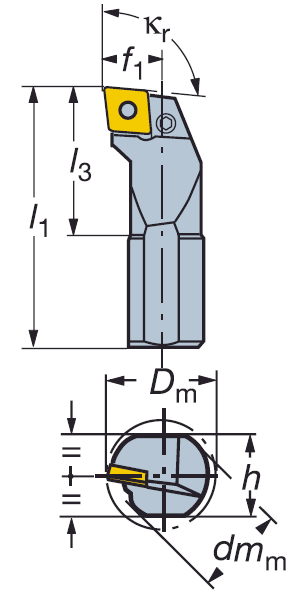 | |||||||||