Файл: Выпускная квалификационная работа сулимов Владлен Алексеевич.docx
ВУЗ: Не указан
Категория: Не указан
Дисциплина: Не указана
Добавлен: 26.10.2023
Просмотров: 87
Скачиваний: 1
ВНИМАНИЕ! Если данный файл нарушает Ваши авторские права, то обязательно сообщите нам.
В кабине устанавливают металлический сварочный стол высотой 0,5-0,6 м для работы сидя или высотой 0,9- 1,1м для работы стоя. Вместо стола можно использовать манипулятор, кантователь или другое механическое оборудование, облегчающее поворот изделия при сварке швов. При работе применяют стул с подвижным сиденьем. Кабину, как правило, обустраивают вентиляцией и консольным краном для подачи изделий.
Передвижные сварочные посты (рис. 2.) применяют при сварке крупногабаритных изделий (металлоконструкций, сосудов, трубопроводов, при строительстве зданий и сооружений на строительной площадке, а также при ремонтных работах. Такие посты размещают в передвижных машинных залах, изготовленных из стального каркаса, обшитого листовым железом. В зале устанавливают обычно 1-3 сварочных аппарата, пусковую аппаратуру, шкаф для инструмента и сварочного кабеля, печь для прокалки электродов.
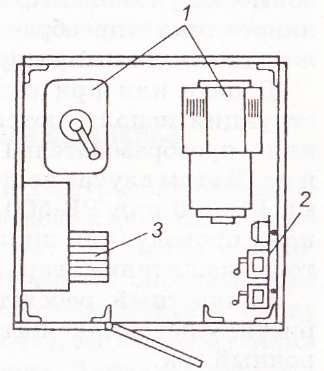 | 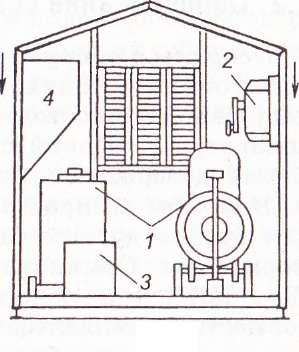 |
| Рис. 2. Передвижной сварочный пост: 1 - сварочные аппараты; 2 - пусковые аппараты; 3 - печь для прокалки электродов; 4 - шкаф для инструмента | |
Передвижные машинные залы имеют в верхних углах приваренные проушины для закрепления стропами и перемещения по высоте краном или погрузки на машины и вагоны, а внизу полозья для перемещения на короткое расстояние волоком. Допускается размещение передвижных постов непосредственно на строительной площадке, но обязательно под навесом. Рабочее место сварщика в условиях монтажа должно быть защищено от дождя, снега и ветра, а также ограждено переносными щитами или ширмами. Находящуюся на площадках сварочную аппаратуру также необходимо защищать от дождя и снега. Посты, установленные на высоте более 2 м, должны быть оборудованы ограждениями и лестницами. Для защиты рабочих от излучения дуги используют складные щиты. Все участки, где производятся сварочные работы в стационарных или монтажных условиях, должны хорошо освещаться дневным или искусственным светом.
Производственные помещения, в которых выполняют сварку, могут иметь большую запыленность и загазованность. Мелкодисперсная сварочная пыль витает по всему помещению, не оседая, что затрудняет борьбу с ней.
Основными компонентами пыли при сварке сталей являются окислы железа, марганца и кремния. В пыли могут содержаться другие соединения легирующих элементов, входящих в электродное покрытие.
Токсичные соединения сварочного аэрозоля и вредные газы при попадании в организм сварщика через дыхательные пути могут оказать на него неблагоприятное воздействие и вызвать некоторые профзаболевания. Частицы пыли размером до 5 мкм могут проникать глубоко в дыхательные пути, что представляет большую опасность для здоровья. Более крупные пылинки размером до 10 мкм и более задерживаются в бронхах и могут вызвать их заболевание.
Количество пыли в зоне дыхания определяется составом основного металла, покрытия, силой сварочного тока, диаметром электрода, длиной дуги, конструктивными особенностями свариваемого изделия, положением тела сварщика, эффективностью вентиляционных устройств, силой и направлением ветра при работе на монтажных площадках.
К наиболее вредным пылевым выделениям относятся оксиды марганца, которые образуются при сварке сталей, содержащих марганец, при выполнении сварочных работ электродами, в состав покрытия которых входят ферромарганец, двуокись или другие соединения. марганца (электроды с руднокислым покрытием, рутиловые электроды).
Предельно допустимая концентрация марганца и его соединений в пересчете на оксид марганца в рабочей зоне производственного помещения не должна превышать 0,3 мг/м3 воздуха. Она легко достигается при использовании местной вытяжной вентиляции.
В сварочном аэрозоле при сварке покрытыми электродами может присутствовать двуокись кремния. Значительное количество ее объясняется наличием кремния и его соединений в электродном покрытии. Двуокись кремния оказывает вредное воздействие на органы дыхания, вызывая специфическое заболевание. Предельно допустимая концентрация двуокиси кремния в рабочей зоне не должна превышать 0,1 мг/м3 воздуха, что легко достигается использованием местной вытяжной вентиляции.
Фтор и хромосодержащие аэрозоли в повышенных концентрациях могут стать причиной раздражения и воспаления слизистых оболочек носа и носоглотки. Фтористые соединения в сварочном аэрозоле образуются при сварке электродами с фтористо-кальциевыми покрытиями (УОНИ-13. АНО-9, АНО-11, АНО-15 и др.). При высокой температуре сварочной дуги электродное покрытие плавится с выделением фтористого водорода, предельно допустимая концентрация которого в рабочей зоне не должна превышать 0,05 мг/м
3 воздуха.
Окислы хрома образуются при сварке аустенитных сталей. При малых концентрациях, попадая в организм сварщика через дыхательные пути, они раздражают слизистую оболочку носа, вызывая чихание, насморк, небольшое кровотечение. Предельно допустимая концентрация хромового ангидрида, хроматов, бихроматов в рабочей зоне не должна превышать 0,01 мг/м 3 воздуха.
Концентрация окиси углерода и окислов азота при сварке в кабинах и на открытых площадках в большинстве случаев ниже предельно допустимых уровней.
На рабочем месте сварщика при сварке покрытыми электродами наблюдается не только пыле- и газовыделение, но и мощное излучение сварочной дуги, которое характеризуется потоком лучистой энергии широкого спектра, включая инфракрасное, световое и ультрафиолетовое излучения. Уровни излучения превышают допустимые величины, и поэтому при сварке необходимо применение средств индивидуальной защиты.
Интенсивное ультрафиолетовое излучение при сварке в течение 12—90 с вызывает электроофтальмию незащищенных глаз, например при отсутствии защитных щитков у подсобных рабочих. Интенсивность ультрафиолетового потока зависит от расстояния до источника излучения.
Микроклимат на рабочем месте сварщика, характеризуемый температурой, относительной влажностью и скоростью движения воздуха, определяет тепловое состояние организма человека.
При сварке на открытых площадках микроклимат на рабочих местах всецело зависит от метеорологических условий. Неблагоприятная внешняя среда отрицательно влияет на организм сварщика. При температуре воздуха 25°С наблюдается снижение температуры открытых участков кожи, снижается порог тактильной чувствительности.
При сварке наблюдается, кроме общего, охлаждение отдельных частей тела, контактирующих со свариваемой конструкцией, со снегом при сварке лежа на спине или стоя на коленях. Сжатие пакета одежды, удаление воздуха из пододежного пространства в месте контакта с металлом или снегом приводит к значительным тепло- потерям и охлаждению тела на этих участках.
Воздействие упомянутых производственных вредностей может быть полностью устранено или снижено до предельно допустимых уровней применением соответствующих средств коллективной и индивидуальной защиты, соблюдением правил по технике безопасности и рекомендаций по гигиене труда.
1.3.Технологическая схема изготовления конструкции
П
 одготовка метала к сварке.
одготовка метала к сварке.
З
ачистка

Г
ибка и правка

Р
азметка и наметка
Р
езка


О
бработка кромок
Сборка и сварка колонны
1.4 Выбор материала конструкции и сварочного оборудования
Для изготовления калитки, используют сталь 20пс по ГОСТ 1050-88 и - это углеродистые конструкционные качественные стали, поставляются по химическому составу и механическим свойствам и сталь 09Г2 по ГОСТу 19282-89 это низколегированная конструкционная качественная сталь.
В строительстве эти стали являются достаточно дешевым материалом. В них не большое количество вредных примесей, что и обусловливает их использование в конструкциях и узлах машиностроения.
Эти стали обычно применяют для изготовления деталей, требующих повышенной пластичности или глубокой вытяжки, а также деталей, с применением горячей обработки (сварки). Кремний в стали, является полезной примесью. Он активно раскисляет сталь и, растворяясь в феррите, повышает его упругость и жесткость.
Марганец в пределах 0,25-0,8% тоже полезен. Растворяясь в феррите, упрочняет его, образуя карбид Мn3С, повышает механические свойства стали, увеличивает ее прокаливаемость и устраняет вредное действие серы, усиливает металлическую связь кристаллической решетки.
Металл, применяемый для изготовления конструкции не должен иметь трещин, плены, раскатанных пузырей, загрязнений, вздутий, раковин и вдавленной окалины. Допускаются без зачистки отдельные забоины, риски, царапины и отпечатки, если их глубина не выводит толщину листа за пределы разрешаемого минусового отклонения. Допускается также наличие тонкого слоя окалины, который не должен препятствовать выявлению поверхностных дефектов.