Файл: Анализ воздействия жизненного цикла продукта на выбор.docx
Добавлен: 07.11.2023
Просмотров: 230
Скачиваний: 2
ВНИМАНИЕ! Если данный файл нарушает Ваши авторские права, то обязательно сообщите нам.
доступ к любой единице хранимого груза.
Гравитационные стеллажи используют для хранения запасов деталей в мелких упаковках. Характеристики стеллажей представлены в таблице 2.4.
Таблица 2.4
Характеристики стеллажей на складе
Напольное хранение представляет собой:
Склад обеспечивает производственные линии:
На каждый участок линии выделяется один человек, который ответственен за поставку комплектующих в нужном количестве в нужное время. Для обеспечения производственных участков и учета запасов товарно- материальных ценностей предназначены комплектовщики, распределители работ и операторы механизированных и автоматизированных складов.
Для перевозки деталей на производственные участки в цеха предназначены электротягачи. Внутри цеха и склада по условиям техники безопасности скорость выше 5 км/ч не допускается.
Типы тягачей применяемых на складе:
Комплектующие крупной упаковки транспортируются погрузчиками на прицепные тележки, мелкой упаковки отбираются транспортировщиком на специальные телеги, предназначенные для мелких коробок. Детали снимают с учета и готовятся к отправке на производство, пристегиваются к тягачу.
Проанализируем материальные потоки со склада 5DT81 (Рисунок 2.3).
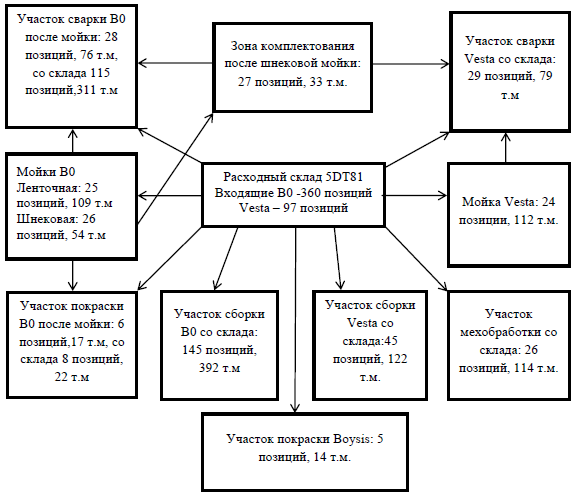
Рис. 2.3. Материальные потоки со склада 5DT81
Для своевременного выполнения процесса очищения деталей в моечной машине, работники склада должны оперативно и точно определить потребность каждой моющейся детали в нужное время, согласно сменному плану линий.
Комплектация заказов и их отправка со склада осуществляется согласно
графику производства на неделю. Рассчитывается количество нужных деталей на смену по плану на март (Таблица 2.5).
Таблица 2.5
График производства на март
Например: линия сварки З.П. H79, 25 марта 2019 года в 1 смену.
По плану производства сварка заднего подрамника Н79 за смену 8 часов будет варить 68 штук. Работник склада пользуюсь данными номенклатуры склада, должен определить сменную потребность деталей на подрамник.
Возьмем данные по номенклатуре на данный производственный участок и подсчитаем сменную потребность, количество коробок на смену (Таблица 2.6).
Таблица 2.6
Номенклатура линии «Сварка заднего подрамника H79»
Гравитационные стеллажи используют для хранения запасов деталей в мелких упаковках. Характеристики стеллажей представлены в таблице 2.4.
Таблица 2.4
Характеристики стеллажей на складе
| Характеристики стеллажей: | |
| Фронтальные стеллажи Количество ярусов: 3+ пол. Секция стеллажа: 3500*1300*5000мм Максимальная нагрузка на стеллаж не более 10500 кг. | Горизонтальные стеллажи Ширина секций:1150мм Высота секций: 2000 мм Общая глубина: 1617мм Количество полок в секции: 3 шт. Грузоподъемность стеллажной секции: 540 кг. |
Напольное хранение представляет собой:
-
Тара VAZ-0525 (1200*800*725) штабелируется в 4 яруса; -
Металлическая тара 3-HTC6 (1140*1180*860) штабелируется в 4 яруса.
Склад обеспечивает производственные линии:
-
Линия сварки B0; -
Сборка B0; -
Покраска B0; -
Сварка Vesta; -
Сборка Vesta; -
Участок мехобработки; -
Покраска Boysis.
На каждый участок линии выделяется один человек, который ответственен за поставку комплектующих в нужном количестве в нужное время. Для обеспечения производственных участков и учета запасов товарно- материальных ценностей предназначены комплектовщики, распределители работ и операторы механизированных и автоматизированных складов.
Для перевозки деталей на производственные участки в цеха предназначены электротягачи. Внутри цеха и склада по условиям техники безопасности скорость выше 5 км/ч не допускается.
Типы тягачей применяемых на складе:
-
Charlatte TE206(5шт) - масса прицепного груза 6000 кг; -
Still R 06-06(1шт) - масса прицепного груза 6000 кг; -
Balkancar ET 512(1шт) -вес прицепленного груза – 12000кг.
Комплектующие крупной упаковки транспортируются погрузчиками на прицепные тележки, мелкой упаковки отбираются транспортировщиком на специальные телеги, предназначенные для мелких коробок. Детали снимают с учета и готовятся к отправке на производство, пристегиваются к тягачу.
Проанализируем материальные потоки со склада 5DT81 (Рисунок 2.3).
Рис. 2.3. Материальные потоки со склада 5DT81
Для своевременного выполнения процесса очищения деталей в моечной машине, работники склада должны оперативно и точно определить потребность каждой моющейся детали в нужное время, согласно сменному плану линий.
Комплектация заказов и их отправка со склада осуществляется согласно
графику производства на неделю. Рассчитывается количество нужных деталей на смену по плану на март (Таблица 2.5).
Таблица 2.5
График производства на март
| Наименование детали | Дата Сменность | 25 | 26 | 27 | 28 | 29 | 30 | 31 |
| Линия сварки РЗП RF90/LB1A/H79 | 3 | | | | | | | |
| | 1 | 249 | 166 | 249 | 166 | 249 | | |
| | 2 | 166 | 249 | 249 | 249 | 166 | | |
| Линия сварки РЗП LB52 | 1 | 256 | 256 | 256 | 256 | 256 | | |
| | 2 | | | | | | | |
| | 3 | | | | | | | |
| Линия сварки П.П. H79 | 1 | 90 | 90 | 90 | 90 | 90 | | |
| | 2 | 90 | 90 | 90 | 90 | 90 | | |
| | 3 | 70 | 70 | 70 | 70 | 70 | | |
| Линия сварки З.П. H79 | 1 | 68 | 68 | 68 | 68 | 68 | | |
| | 2 | 68 | 68 | 68 | 68 | 68 | | |
| | 3 | 57 | 57 | 57 | 57 | 57 | | |
| Линия сварки РПП BI | 1 | 270 | 270 | 270 | 270 | 270 | | |
| | 2 | | | | | | | |
| | 3 | | | | | | | |
| Линия сварки П.П. Х52 | 1 | 179 | 179 | 179 | 179 | 179 | | |
| | 2 | 90 | 90 | 90 | 90 | 90 | | |
| | 3 | | | | | | | |
| Линия сварки П.П.Х52с | 1 | 60 | 30 | 60 | 30 | 60 | | |
| | 2 | 90 | 90 | 60 | 90 | 60 | | |
| | 3 | | | | | | | |
| Линия сварки П.П.Х90с | 1 | 90 | 90 | 90 | 90 | 90 | | |
| | 2 | 30 | 30 | 30 | 30 | 30 | | |
| | 3 | | | | | | | |
| Линия сварки П.П. Х52 Кросс | 1 | 60 | 60 | 60 | 60 | 60 | | |
| | 2 | | | | | | | |
| | 3 | | | | | | | |
Например: линия сварки З.П. H79, 25 марта 2019 года в 1 смену.
По плану производства сварка заднего подрамника Н79 за смену 8 часов будет варить 68 штук. Работник склада пользуюсь данными номенклатуры склада, должен определить сменную потребность деталей на подрамник.
Возьмем данные по номенклатуре на данный производственный участок и подсчитаем сменную потребность, количество коробок на смену (Таблица 2.6).
Таблица 2.6
Номенклатура линии «Сварка заднего подрамника H79»
| Номер | | Наименование | Прим. | Количество в коробке | На линию, кол-во коробок |
| 6040168639 | Поперечина подрамника задняя | 1 | 170 | 1 | |
| 6040168643 | Кронштейн задний (передняя часть) | 1 | 800 | 1 | |
| 6040168649 | Лонжерон подрамника | 2 | 500 | 1 | |
| 6040169034 | Поперечина подрамника передняя | 1 | 170 | 1 | |
| 6040182996 | Кронштейн задний (задняя часть) | 1 | 800 | 1 | |
| 6040183010 | Кронштейн правый передний (задняя часть) | 1 | 26 | 3 | |
| 6040183057 | Кронштейн левый передний (передняя часть) | 1 | 26 | 3 | |
| 6040183074 | Кронштейн правый передний (передняя часть) | 1 | 26 | 3 | |
| 6040183075 | Кронштейн левый передний (задняя часть) | 1 | 26 | 3 | |
| 6040183093 | Кронштейн крепления стабилизатора | 2 | 100 | 2 | |
| 6040184622 | Тяга правая | | 1 | 100 | 1 |
| 6040184700 | Тяга левая | | 1 | 100 | 1 |
| 207233431R | Кронштейн линии выхлопа | 1 | 100 | 1 | |
| 552690412R | Втулка распорная | 2 | 150 | 1 | |
| 554232021R | Кронштейн втулки карданного вала | 2 | 800 | 1 | |
| 755k09494R | Крепеж карданного вала | 2 | 30 | 5 | |