Файл: Предприятия, ведомственная принадлежность, почтовый адрес и местоположение, основной вид деятельности.docx
ВУЗ: Не указан
Категория: Не указан
Дисциплина: Не указана
Добавлен: 08.11.2023
Просмотров: 173
Скачиваний: 2
На стадии технического проекта конструкции всех основных узлов и наиболее трудоемких деталей обычно разрабатывают в нескольких вариантах, которые затем сравнивают по их технологичности и надежности в эксплуатации. В случае необходимости производят расчеты трудоемкости изготовления, металлоемкости и других показателей.На этапе рабочего проектирования производят детальную технологическую проработку принятого варианта конструкции. В первую очередь прорабатывают чертежи и технические условия на крупные детали, в особенности на поставляемые извне, затем прорабатывают чертежи всех основных узлов и деталей и технические условия на их изготовление, сборку, монтаж и испытания. Рабочие чертежи направляют в отдел главного сварщика, где при разработке рабочей технологии спроектированной конструкции выявляют недостатки. Необходимые изменения по согласованию с конструктором вносят в чертежи и технологическую документацию до запуска конструкции в производство.Экономия металла. Поиск наилучших конструктивных форм, возможно более точный учет характера и значений действующих нагрузок, применение уточненных методов расчета позволяют конструктору экономить металл, устраняя излишний запас прочности и уменьшая массу слабо участвующего в работе металла. Целесообразно вместо пространственных решетчатых конструкций использовать оболочковые; удовлетворять требованиям высокой жесткости, применяя гнутые или гофрированные тонколистовые, а также сотовые элементы; при работе конструкции на продольную устойчивость использовать трубчатые элементы.Выбор металла открывает большие возможности снижения массы конструкции. Наибольшая экономия металла может быть получена при использовании прочных и высокопрочных сталей, а также сплавов с высокой удельной прочностью (алюминиевых, титановых).Снижение трудоемкости изготовления. При проектировании уникальных конструкций большого размера и массы членение нередко является единственно возможным решением задачи, так как изготовить такие изделия целиком не позволяет недостаточная мощность существующего оборудования.Экономия времени. Наибольшая экономия времени достигается в процессе непрерывного поточного автоматизированного производства в условиях крупносерийного и массового выпуска продукции, когда все операции согласованы во времени и выполняются механизмами.
Под механизацией производственного процесса понимают замену ручного труда работой машин. При автоматизированном процессе обслуживающий персонал выполняет лишь функции наладки и наблюдения за работой приборов и систем управления.
3.3 Основное оборудование для производства сварных конструкций
Автомат сварочный
Для сварки балки рекомендуется использовать сварочный Автомат А1416.
А-1416 - автомат сварочный подвесной самоходный предназначен для
однодуговой сварки и наплавки сплошной проволокой под слоем флюса.
Технические характеристики сварочного автомата А-1416:
- номинальный сварочный ток…………………………… 1000А
- номинальный режим работы, ПВ………………………. не менее100 %
- скорость подачи электродной проволоки……………… 47-509 м/ч
- скорость сварки ………………………………………….. 12-120 м/ч
- габаритные размеры автомата, мм:
- длина, …………………………………………………….. 930 мм
- ширина,…………………………………………………… 350 мм
- высота…………………………………………………….. 1820 мм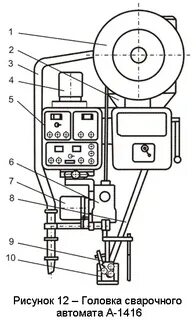
1 – кассета для электродной проволоки, 2 – флюсобункер, 3 – флюсопривод для сбора лишнего флюса, 4 – привод асинхронного двигателя, 5 – пульт управления, 6 – правильно прижимной механизм для выпрямления проволоки, 7 – механизм подачи электродной проволоки, 8 – флюсопривод для подачи флюса в зону сварки, 9 – сварочная головка, 10 – отверстие для ссыпки флюса
Рисунок 1 – Основные узлы сварочного автомата А-1416
Основные устройства и узлы автомата:
- флюсосистема, состоящая из флюсобункера 2, флюсоаппарата и
флюсоприводов 3, 8;
- кассета 1 для электродной проволоки с тормозным механизмом
против вращения кассеты по инерции;
- механизм подъема для регулирования положения мундштука по
высоте (привод механический с передачей винт-гайка, а также привод
асинхронного двигателя 4);
- механизм подачи электродной проволоки (привод от асинхронного
двигателя 7, скорость подачи регулируется ступенчато с помощью сменных
шестерен);
- правильно-прижимной механизм 6 для выпрямления электродной
проволоки и прижима его к ролику механизма подачи;
- мундштук 9, у которого имеется концентрическое отверстие для
ссыпки флюса 10 и поверхность с прижимным роликовым механизмом
(ролик установлен на подпружиненном рычаге, через который подводится
ток к электроду);- пульт управления 5, на передней панели которого расположены всеорганы управления и приборыТехнические данные:Первичная мощность, кVA 120Первичный ток, при номинальной нагрузке, А 180Номинальный сварочный ток. А 1250Пределы регулирования сварочного тока, А 250 ÷1250Номинальная продолжительность работы, ПВ, % 100Номинальное рабочее напряжение, V 56Пределы регулирования рабочего напряжения, V 24 + 76Напряжение холостого хода, V 85КПД, % 83Габаритные размеры, мм:Длина 1000Ширина 685Высота 885Масса, кг 540Полуавтомат сварочныйДля сборки на прихватки внешнего и внутреннего шва обечайкипонадобиться сварочный полуавтомат ПДГО-508 представлен на рисунке 6.Рисунок 2 – Сварочный полуавтомат ПДГО-508Полуавтомат предназначен для сварки на постоянном токемалоуглеродистых, низко и среднелегированных, коррозионностойкихсталей сплошной или порошковой сварочной проволокой диаметром от 1,6до 3,2 мм.Механизм подачи типа «компакт» состоит из привода и системыподачи защитного газа. На лицевой панели аппарата располагаютсярегуляторы управления сварочными режимами. Кассета и тормозноеустройство расположены на вынесенной раме позади основного корпусаподающего механизма. Подающий механизм предназначен для работы сгорелкой оснащенной евроразъемом. Аппарат имеет инверторный источникпитания, плавную регулировку скорости подачи сварочной проволоки,автоматическое управление источником питания и газовым клапаном откнопки расположенной на корпусе горелке. Газовая аппаратураполуавтомата состоит из автоматического газового клапана и редуктора- расходомера, который закрепляется на баллоне с защитным газом и служитдля снижения давления газа и регулирования его расхода.При нажатии на кнопку «пуск» на корпусе сварочной горелки запускисточник питания, продувка защитным газом и задержка подачиэлектродной проволоки происходит автоматически. При выключениизадержка подачи газа так же выполняется автоматически в соответствии спредварительными настройками.
Полуавтомат ПДГО-508 универсальный, передвижной. Имеетнесколько вариантов конструктивного исполнения: с питанием в нашемслучае от ВДУ-506.Выпрямитель ВДУ-506 относится к современным аппаратам стиристорным управлением, имеет встроенный блока снижения напряженияхолостого хода. В соответствии с требованиями НАКС установленотермореле и сигнальная лампа перегрева на лицевой панели. Источникпитания позволяет регулировать индуктивность регулировкой дросселя вцепи управления с целью управления переносом капли электродногометалла [12].Технические характеристики выпрямителя ВДУ-506 У2:Номинальный сварочный ток, А 500Первичное напряжение, В 380Продолжительность нагрузки ПН, % 60Номинальная первичная мощность, кВА 36,6Напряжение холостого хода, В 80Номинальное рабочее напряжение, В 28Пределы регулирования сварочного тока, А 70 – 530КПД, % 84Габаритные размеры, мм:длина 585ширина 555высота 850Масса, кг 160Оборудование для зачистки кромокМеталл, идущий на изготовление сварных конструкций,предварительно очищают. Очистка свариваемых кромок должна бытьвыполнена до сборки узла. Металл в месте сварки тщательно очищают отржавчины, пор и других дефектов на ширину 25 – 30 мм от стыка. Особоезначение следует уделить зачистке металла в зазоре остающемся междукромками.Если в зазор уже собранного узла попали загрязнения, его следуеттщательно продуть сжатым воздухом или прожечь пламенем горелки. Впредставленной работе для зачистных работ предлагается использоватьэлектрошлифовальную машину ВОSСН, представленную на рисунке 7,шлифовальный круг 80-10-20 25А СМ26К56.Маска из органического стекла С-40 ТУ6 4-1-456-700-для защиты глазрабочего от вредного воздействия. Зачистке подлежат места не менее 20 ммдо чистого металла. Техническая характеристика электрошлифовальноймашины ВОSСН представлена в таблице 7.Рисунок 3 - Электрошлифовальная машина ВОSСНТаблица 1 – Техническая характеристика
| Параметры | Значение |
| Мощность | 250 Вт |
| Питание от сети | 250 Вт |
| Диаметр шлифовального круга | 125 мм |
| Число оборотов | 7,500- 12000 об/мин |
| Частота колебаний | 15000-24000 к/мин |
| Амплитуда колебаний | 1,25 мм |
| Диапазон колебаний | 2,5 мм |
| Вес | 1,3 кг |