Файл: Предприятия, ведомственная принадлежность, почтовый адрес и местоположение, основной вид деятельности.docx
ВУЗ: Не указан
Категория: Не указан
Дисциплина: Не указана
Добавлен: 08.11.2023
Просмотров: 52
Скачиваний: 2
ВНИМАНИЕ! Если данный файл нарушает Ваши авторские права, то обязательно сообщите нам.
Таблица 7- Маршрутно-операционная карта технологического процесса
4.5 Контроль сварной конструкции
Сварные швы контролируются визуально-измерительным методом
при помощи универсального шаблона сварщика УШС-3, лупы 4х
-10х,мерительных инструментов, стандартных образцов.
Строительные балки относятся к категории ответственных изделий,
поэтому для выполнения операции неразрушающего контроля качества
протяженных сварных швов возможен выбор рентгенографического или
ультразвукового методов контроля. Ультразвуковой метод контроля
требует особой подготовки– зачистку зоны контроля. Радиографический
способ требует наличия специального помещения [14].
Форма детали затрудняет применение радиографического контроля,
поэтому используем ультразвуковой метод. предварительную подготовку
поверхности выполним еще перед сваркой, во время механической
обработки свариваемых поверхностей под сварку. Сварка под флюсом
исключает появление брызг, поэтому остывшее изделие может быть
подвержено УЗ - контролю после зачистки сварных швов[13,14].
Для осуществления контроля выберем ультразвуковой дефектоскоп
«ТОМОГРАФИК УД4-Т»
Технические характеристики:
− диапазон рабочих частот, МГц: 0,2…10;
− диапазон измеряемых глубин, мм: 0,5…5000 (+0,1);
− динамический диапазон, дБ: 140;
− глубина временной регулировки чувствительности, дБ: 80;
− длительность развертки, мкс: 8…1600;
− построение кривой ВРЧ: ручное и автоматическое до 256 точек;
− погрешность измерения координат дефекта, мм: не более 0,1;
− погрешность измерения эквивалентной площади, % не более 10;
− погрешность измерения временных интервалов, мкс: не более
0,025;
− встроенный архив результатов контроля, записей: 500;
− встроенный архив настроек, записей: 500.
5 Охрана труда, электробезопасность, пожарная безопасность
При проведении сварочных работ имеют место физические и химические процессы
, оказывающие негативное воздействие на организм человека. К примеру, ультрафиолетовое излучение обжигает сетчатку глаз, кожу лица и рук. Всего несколько минут такого сварочного ультрафиолета по уровню облучения равны нескольким десяткам часов нахождения под палящим тропическим солнцем.
Но это не все. В испарениях присутствуют микрочастицы расплава металлов, которые могут вызвать отравление, поражая органы дыхания сварщика. Всегда существует вероятность получить ожоги от брызг расплавленного металла. Поэтому очень важно соблюдать правила техники безопасности, которые специально разработаны и учитывают все нюансы выполнения сварочных работ.
Основные требования положений по технике безопасности:
-
при выполнении работ нельзя отвлекаться. Нужно постоянно контролировать процесс формирования шва; -
чтобы случайным прохожим электрическая дуга не могла навредить, нужно оградить место сварки защитой высотой 1,8 метра; -
в зоне проведения сварочных работ следует соблюдать чистоту. На расстоянии до пяти метров не должно находиться легковоспламеняющихся предметов или огнеопасных веществ; -
сварщик в обязательном порядке должен использовать специальную маску для защиты глаз и лица; -
на рабочем месте сварщика внутри помещения должна быть оборудована эффективная система вентиляции. В исключительных случаях допускается работа в респираторе непродолжительное время; -
при работе на высоте специалист обязан использовать страховочные пояса. Важно надежно крепить свариваемые элементы, чтобы исключить их падение с высоты; -
переносить или передвигать сварочное оборудование допускается только после прекращения подачи электропитания; -
в процессе сварочных работ необходимо следить за кабелями. Очень важно, чтобы они не скручивались; -
при выполнении кузовных работ на автотранспорте, обязательно нужно отключить аккумулятор; -
сварщик должен носить специальную одежду, выполненную из плотной ткани и пропитанную огнеупорным составом.
Электробезопасность
Электробезопасность — система организационных и технических мероприятий и средств, обеспечивающих защиту людей от вредного и опасного воздействия электрического тока, электрической дуги, электромагнитного поля и статического электричества.
Основными причинами поражения электрическим током являются воздействие электрического тока, проходящего в сварочной цепи, соприкосновение с открытыми токоведущими частями и проводами (случайное, не вызванное производственной необходимостью, или вследствие ошибочной подачи напряжения во время ремонтов и осмотров); прикосновение к токоведущим частям, изоляция которых повреждена, касание токоведущих частей через предметы с низким сопротивлением изоляции, прикосновение к металлическим частям оборудования, случайно оказавшимся под напряжением (в результате отсутствия или повреждения защитных устройств), соприкосновение со строительными деталями конструкций, случайно оказавшимися под напряжением, и др. Опасность поражения электрическим током создают источники сварочного тока, электрический привод (включая пускорегулирующую аппаратуру), электрооборудование подъемно-транспортных устройств, электрифицированный транспорт, высокочастотные и осветительные установки, электрические ручные машины и т д.
Пожарная безопасность
Требуемый уровень пожарной безопасности при проведении сварочных работ может обеспечиваться за счет реализации определенных мероприятий, общая цель которых направлена на то, чтобы:
-предупредить возникновение возгорания;
-исключить распространение огня на большую площадь;
-создать условия для быстрой ликвидации пожара, если он все-таки возникнул;
-обеспечить защиту сварщиков от ожогов и травм при выполнении сварочных процедур.
Согласно своду правил, описывающих пожарную безопасность при выполнении сварки, на объекте, где они выполняются, должны быть созданы такие условия, которые минимизируют риск возгорания и позволяют максимально быстро ликвидировать огонь, если произошло возгорание. Комплекс требуемых мероприятий включает в себя следующие:
организационные;
технические;
эксплуатационные;
режимные.
Организационные мероприятия предусматривают проведение обучений сварщиков правилам пожарной безопасности на объекте, разработку правил действия рабочего персонала в случае возникновения возгорания, проведение инструктажей о подготовке рабочего места, чтобы избежать возгораний во время сварочных процедур и. пр. Благодаря эффективному проведению такого рода мероприятий пожарная безопасность сварщика и объекта может обеспечиваться на очень высоком уровне.
Заключение
Входе прохождения производственной практики у меня сформировались основные профессиональные умения по моей будущей специальности. За время практики старался проявить себя самостоятельным, ответственным, исполнительным и трудолюбивым работником, четко выполняя поставленные задания. Хорошо научился владеть инструментами и сварочным оборудованием. Для себя я закрепил, углубил, расширил и систематизировал знания, полученные ранее в техникуме.
Библиографический список
http://сварка-балки.рф/oborudovanie-dlya-izgotovleniya-dvutavrovykh-balok
https://sprb.by/stroitelstvo/57-elektrobezopasnost-pri-svarochnyh-rabotah.html
https://bstudy.net/874945/tehnika/razmeschenie_oborudovaniya_tsehe
https://alldrawings.ru/spisok-kategorij/item/tekhnologiia-sborki-i-svarki-balki-perekrytiia
https://www.bibliofond.ru/view.aspx?id=826344#text
Приложение
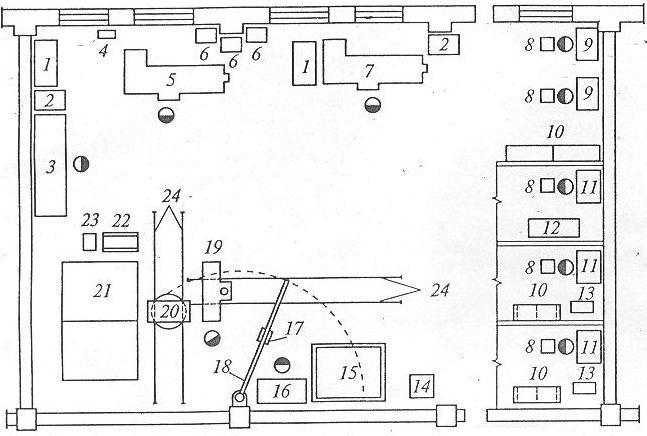
13) Схема планировки объекта проектирования и размещения технологического оборудования
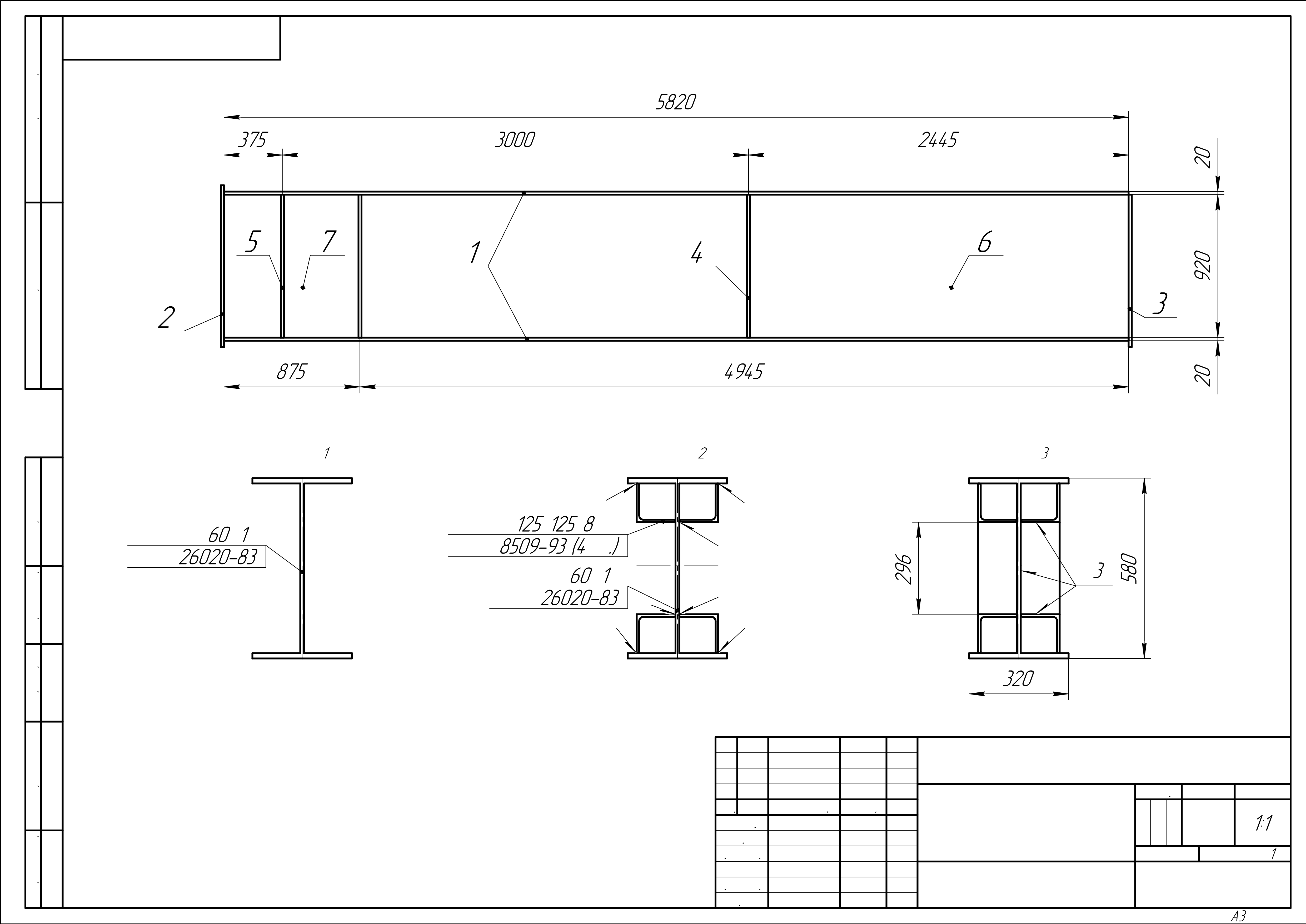
14) Чертеж металлической конструкции
15) Технологическая карта на изготовление металлической конструкции
| № | Наименование операции | Содержание операции | Используемое оборудование и режимы |
| 1 | Очистка | Необходимо тщательно очистить металл от ржавчины, окалины и загрязнений. | Угловая шлифовальная машина Makita GA5030 |
| 2 | Правка | Размотка листового проката, правка листа между правильными роликами | Станок листоправильный СПРП-2 |
| 3 | Разметка | Для высокоточного измерения внешних и внутренних размеров деталей, глубины отверстий, канавок и пазов, а так же для разметки на заготовках во время работы. | Штангенциркуль, слесарный угольник, линейка, рулетка, маркер |
| 4 | Резка | Для точного раскроя металлических листов, фигурной резки, обработки литых деталей и пр. | Аппарат плазменной резки Сварог REAL CUT 45 (L2А1) |
| 5 | Фрезерование (разделка кромок) | для подготовки кромки металлических заготовок (листов, труб) под сварку либо под покраску. | Кромкорез NKO B15 AIR |
| 6 | Загрузка | Загрузка деталей на кондуктор для сборки | Кондуктор для изготовления двутавровых балок PH0612 |
| 7 | Сборка | Сборка изделий и выполнение прихваток | Сварочный полуавтомат ПДГО-508 Кондуктор для изготовления двутавровых балок PH0612 |
| 8 | Сварка | Для соединения различных изделий из металла | Сварочный полуавтомат ПДГО-508 |
| 9 | Правка (гибка) | Рихтовка кривизны металлического листа, снятие напряжений, а также производится выравнивание неровностей. | Станок листоправильный СПРП-2 |
| 10 | Зачистка | Зачистка от брызг, шлака | Угловая шлифовальная машина Makita GA5030 |
| 11 | Контроль | Контроль проводится на дефекты такие как: поры, трещины, подрезы, свищи | Технический, визуальный, измерительный |
| 12 | Маркировка | Необходимо заклеймить сварочный шов клеймом сварщика | Клеймо сварщика |
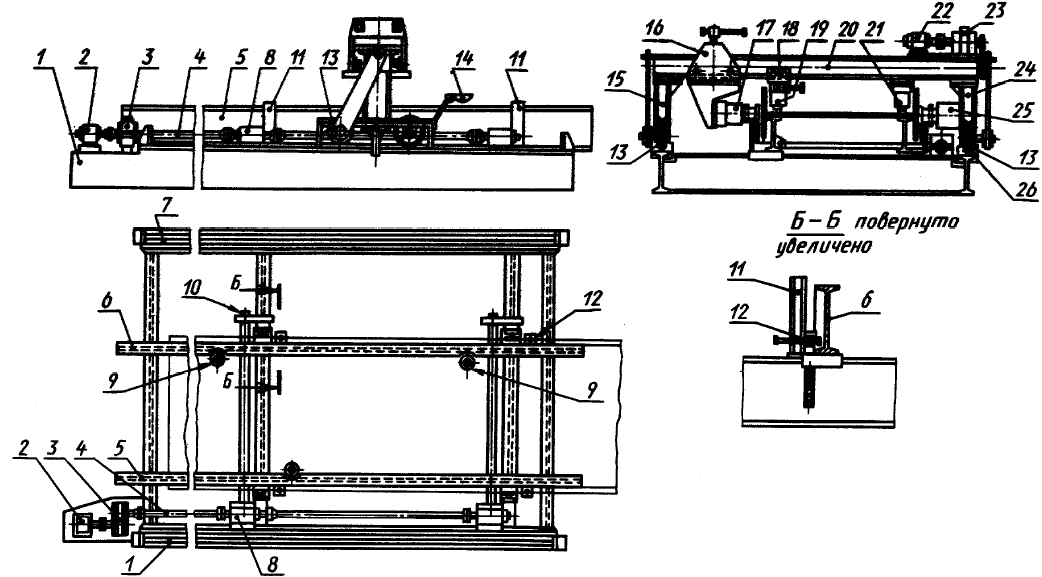
16) Приспособления для сборки и сварки металлической конструкции