Файл: Предприятия, ведомственная принадлежность, почтовый адрес и местоположение, основной вид деятельности.docx
ВУЗ: Не указан
Категория: Не указан
Дисциплина: Не указана
Добавлен: 08.11.2023
Просмотров: 51
Скачиваний: 2
ВНИМАНИЕ! Если данный файл нарушает Ваши авторские права, то обязательно сообщите нам.
Сварные балки такого же профиля имеют ряд преимуществ по
сравнению с полученными способом прокатки:
- они обладают лучшим соотношением воспринимаемой нагрузки и
собственной массой;
- они не ограничены сортаментом по высоте и ширине, а так же по
толщине элементов;
- сварные балки могут выполняться несимметричными
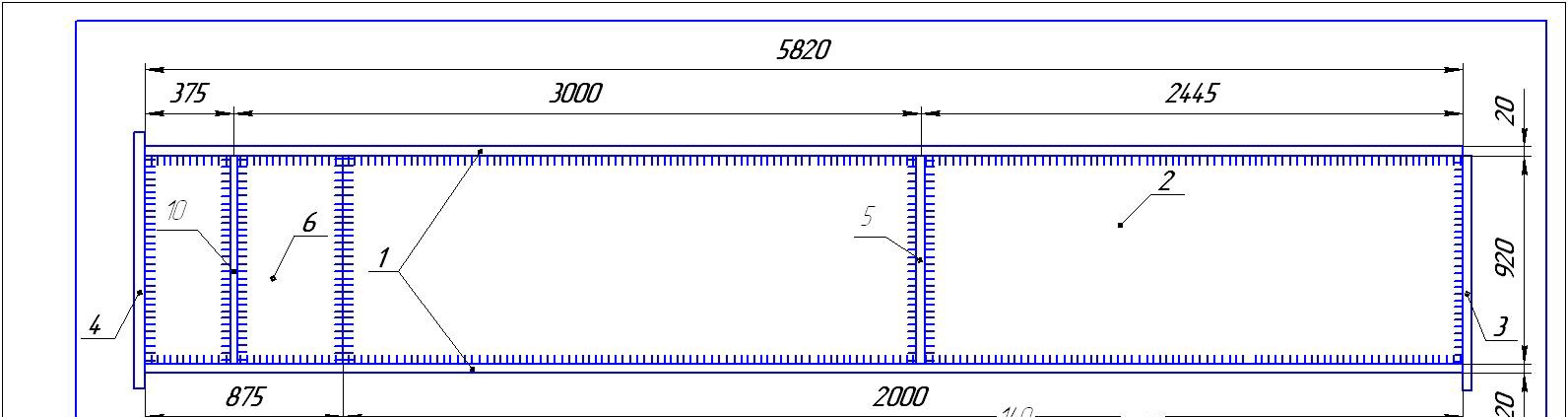
Рисунок 6- Балка перекрытия
4.2 Основной металл, сварочные материалы, сборочно-сварочное оборудование необходимое для изготовления сварной конструкции
Материал изготовления – углеродистая или низколегированная сталь. При работе на поперечный изгиб горячекатаные стальные балки ГОСТ 8239-89 считаются наиболее подходящими.
Присадочная проволока и флюс
Выбор сварочных материалов выполняют из условия получения металла шва равнопрочному основному, имеющего свойства (жаростойкость, жаропрочность, коррозионную стойкость и др.) не уступающие основному металлу.
Так как химический состав металла шва тесно связан с химической активностью флюса и составом сварочной проволоки, флюс для сварки различных марок углеродистой и низколегированной стали и марку проволоки выбирают одновременно, т.е. выбирают систему флюспроволока. Для предупреждения образования в швах пор металл должен содержать не менее 0,2 – 0,4% кремния [2].
Выбираем сварочную проволоку Св – 08А. Химический состав проволоки Св – 08А по ГОСТ 2246 – 70 приведен в таблице 4.
Таблица 4 – Химический состав проволоки Св – 08А, %, ГОСТ 2246 – 70 [22]
| Углерод | Кремний | Марганец | Хром | Никель | Сера | Фосфор |
| до 0,10 | до 0,3 | от 0,35 до 0,60 | до 0,12 | до 0,25 | до 0,03 | до 0,03 |
Низкоуглеродистая электродная проволока используется в сочетании с высокомарганцовистым (35-45% MnO) флюсом с высоким содержанием кремнезема (40-45% SiO2). Легирование шва кремнием и марганцем происходит за счет кремний- марганцевовосстановительных процессов, количество восстанавливаемого из флюса в шов легирующего элемента сравнительно не велико (Si ≤0,5; Mn≤0,9). [2]
Для сварки углеродистых и низколегированных сталей наиболее широко используются широко распространенные флюсы АН-348А и ОСЦ-45.
Флюс АН-348А предназначен для механизированной сварки и наплавки конструкций из низкоуглеродистых нелегированных и низколегированных сталей, нелегированной и низколегированной проволокой марок Св-08, Св-08ГА, при температурах эксплуатации конструкций до – 40 0С. Флюс с содержанием Fe2O3 на верхнем пределе 22,5% рекомендуется только для сварки кремний- и марганце-содержащими проволоками [10] Другие модели (флюс АН-348А) флюса при меньшей устойчивости к ржавчине, выделяют гораздо меньшее количество вредных газов [11]. Химический состав флюса представлен в таблице 4.
Таблица 5 – Химический состав флюса АН 348А, %, ГОСТ 9087 – 69, %
[23]
| SiO2 | MnO | CaF2 | CaO | MgO | Al2O3 | Fe2O3 | S | P |
| Не более | ||||||||
| от 41,0 до 44,0 | от 34,0 до38,0 | от 4,0 до 5,5 | до 6,5 | от 5,0 до 7,5 | до 4,5 | до 2,0 | 0,15 | 0,15 |
Флюс ОСЦ-45 предназначается для автоматической дуговой сварки широкой номенклатуры изделий. Сварочный флюс ОСЦ-45 применяется для автоматической сварки, при этом отмечается устойчивость горения дуги. Данный флюс широко используют для сварки углеродистых и низколегированных сталей, а также, для наплавки изделий из углеродистых и легированных сталей определенных типов.
Строение зерен флюса ОСЦ-45 - зерновидное, цвет коричневый, а их размер варьируется от 0,25мм до 3,0 мм. К плюсам сварочного флюса ОСЦ45 можно отнести такие его свойства, как устойчивость к ржавчине, а также он дает достаточно плотные швы, которые устойчивы к появлению трещин и
 пор [6, 11]. Этот флюс содержит меньшее количество фосфора по сравнению с флюсом АН-348 А. Недостатком флюса является выделение в несколько большом количестве фтористых газов, которые являются вредными для человека[6].
пор [6, 11]. Этот флюс содержит меньшее количество фосфора по сравнению с флюсом АН-348 А. Недостатком флюса является выделение в несколько большом количестве фтористых газов, которые являются вредными для человека[6]. Вывод: учитывая большую устойчивость к ржавчине и меньшее содержание фосфора, для сварки нашей конструкций выбираем флюс ОСЦ45. Химический состав флюса ОСЦ-45 по ГОСТ 9087 – 81 приведен в таблице 5.
Таблица 6 – Химический состав флюса ОСЦ-45, %, ГОСТ 9087 – 69,
% [23]
| SiO2 | MnO | CaF2 | CaO | MgO | Al2O3 | Fe2O3 | S | P |
| Не более | ||||||||
| от 38,0 до 44,0 | от 38,0 до 44,0 | от 4,0 до 5,5 | до 6,5 | до 2,5 | до 4,5 | до 2,0 | 0,15 | 0,12 |
Выбор защитного газа
Для сборки на прихватки сварочным полуавтоматом ПДГО – 508 У3 по данному проекту, требуется защитная газовая среда. Однокомпонентные защитные газовые среды в индустриально развитых странах не применяются с начала 21 века. Их заменили на многокомпонентные защитные газовые смеси оптимизированного состава. Для качественной защиты дуги используются смеси полученные на основе аргона и гелия.
Для сварки низкоуглеродистых и низколегированных сталей чаще всего применяют смесь Corgon 18 (прежнее название К18), содержащую 82% аргона и 18% углекислоты.
Внедрение в производство сварочных смесей на основе аргона вместо чистой углекислоты, позволило существенно повысить качество сварки на имеющемся оборудовании и без.
Сборочно-сварочное оборудование необходимое для изготовления сварной конструкции
-Портальная сварочная установка.
-Машина термической резки листа.
-Стан для сборки тавровых и двутавровых балок.
-Торцефрезерный станок сварных и горячекатаных двутавровых балок.
-Автоматизированный стан для производства сварных двутавровых балок.
-Станки для правки грибовидности двутавровой балки или станки для правки сварных балок.
4.3 Технологический процесс изготовления сварной конструкции
Технологический процесс изготовления балок двутаврового сечения состоит из следующих операций: Сборки балок; Сварки балок; Правки балок на станке правки грибовидности; Отделочных операций. Сборка балки производится на стенде с самоходным сборочным порталом. Сборка двутавровой балки производится на прихватках. Основные параметры наложения прихваток берутся из справочных данных. Прихватки проставляются РТехнологический процесс изготовления балок двутаврового сечения
состоит из следующих операций:
-
Сборки балок; -
Сварки балок; -
Правки балок на станке правки грибовидности; -
Отделочных операций.
Сборка балки производится на стенде с самоходным сборочным
порталом.
Сборка двутавровой балки производится на прихватках. Основные
параметры наложения прихваток берутся из справочных данных.
Прихватки проставляются РДС. Сборка на прихватках должна обеспечивать
транспортировку балки к месту сварки без изменения взаимного
расположения свариваемых деталей.
Сварка поясных швов балки производится механизированной сваркой
под флюсом. При выполнении поясного шва его начало и конец выводятся
на выводные планки, удаляемые после сварки кислородной резкой.
Положение свариваемых конструкций должно обеспечивать наиболее
удобное и безопасное условие для работы сварщика и получение
надлежащего качества швов.
Исходя из этого, сварка поясных швов
производится в положении “лодочка”.ДС. Сборка на прихватках должна обеспечивать транспортировку балки к месту сварки без изменения взаимного расположения свариваемых деталей. Сварка поясных швов балки производится механизированной сваркой под флюсом. При выполнении поясного шва его начало и конец выводятся на выводные планки, удаляемые после сварки кислородной резкой. Положение свариваемых конструкций должно обеспечивать наиболее удобное и безопасное условие для работы сварщика и получение надлежащего качества швов. Исходя из этого, сварка поясных швов производится в положении “лодочка”.
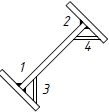
Рисунок 7-Порядок наложения поясных швов.
Для уменьшения деформаций от сварки необходимо при сварке балки выполнять сварные швы в определенной последовательности (рисунок 2.3). Вводные и выводные планки вырезаются на гильотинных ножницах, кислородной резкой, в нашем случае машиной термической резки ASOIK Compact, в ходе раскроя листов. Планки изготавливают из деловых отходов той же марки стали, что и сама конструкция.
4.4 Маршрутная карта (операционная карта, технологическая карта)
| № | Наименование операции | Содержание операции | Используемое оборудование и режимы |
| 1 | Очистка | Необходимо тщательно очистить металл от ржавчины, окалины и загрязнений. | Угловая шлифовальная машина Makita GA5030 |
| 2 | Правка | Размотка листового проката, правка листа между правильными роликами | Станок листоправильный СПРП-2 |
| 3 | Разметка | Для высокоточного измерения внешних и внутренних размеров деталей, глубины отверстий, канавок и пазов, а так же для разметки на заготовках во время работы. | Штангенциркуль, слесарный угольник, линейка, рулетка, маркер |
| 4 | Резка | Для точного раскроя металлических листов, фигурной резки, обработки литых деталей и пр. | Аппарат плазменной резки Сварог REAL CUT 45 (L2А1) |
| 5 | Фрезерование (разделка кромок) | для подготовки кромки металлических заготовок (листов, труб) под сварку либо под покраску. | Кромкорез NKO B15 AIR |
| 6 | Загрузка | Загрузка деталей на кондуктор для сборки | Кондуктор для изготовления двутавровых балок PH0612 |
| 7 | Сборка | Сборка изделий и выполнение прихваток | Сварочный полуавтомат ПДГО-508 Кондуктор для изготовления двутавровых балок PH0612 |
| 8 | Сварка | Для соединения различных изделий из металла | Сварочный полуавтомат ПДГО-508 |
| 9 | Правка (гибка) | Рихтовка кривизны металлического листа, снятие напряжений, а также производится выравнивание неровностей. | Станок листоправильный СПРП-2 |
| 10 | Зачистка | Зачистка от брызг, шлака | Угловая шлифовальная машина Makita GA5030 |
| 11 | Контроль | Контроль проводится на дефекты такие как: поры, трещины, подрезы, свищи | Технический, визуальный, измерительный |
| 12 | Маркировка | Необходимо заклеймить сварочный шов клеймом сварщика | Клеймо сварщика |