ВУЗ: Не указан
Категория: Не указан
Дисциплина: Не указана
Добавлен: 09.11.2023
Просмотров: 193
Скачиваний: 2
ВНИМАНИЕ! Если данный файл нарушает Ваши авторские права, то обязательно сообщите нам.
К началу фазы «схватывания» гипса в областях модели слева и справа от штифта устанавливаем проволочные канцелярские скрепки (или иные ретенционные приспособления, в том числе гипсовые неровности) – для последующей более прочной механической фиксации несъемных сегментов в цоколе модели (рис. 2, б).
Как только исчезнет блеск с поверхности гипса, с помощью клинического шпателя (или иного инструмента) моделируем в области будущего рабочего штампика на поверхности гипса углубления – «замки» – для более устойчивой посадки штампика и меньшей вероятности его балансировки на цоколе (рис.2,в).

а) б) в)
Рис. 2. а) заполненный гипсом оттиск; б) ретенционные элементы в гипсе; в) изолированная поверхность гипса с углублениями для большей устойчивости штампа
После отвердевания гипса наносим на его поверхность в области штифта изолирующую жидкость для разделения гипса IV класса от гипса III класса (цокольного) и дальнейшего легкого извлечения штампика из модели. Это может быть как специальный изолятор гипса от гипса, так и силиконовое (как в нашем случае) или вазелиновое масло.
Далее замешиваем гипс III класса. В данной работе использовался гипс «Elite Model» (Zhermack) в соотношении, рекомендованном производителем – 30 мл/100 г. Постепенно заливаем второй слой гипса на гипсовую поверхность слепка, спустя время переворачиваем слепок на горизонтальную поверхность и формируем будущий цоколь модели (рис. 3, а).
Когда вторая порция гипса еще не полностью отвердела, необходимо убедиться в том, что на основании цоколя модели чётко виден конец штифта (рис. 3, б).
Согласно инструкциям производителя, спустя 45 минут извлекаем гипсовую модель из слепка и приступаем к её обработке, оформляя края (контуры) цоколя модели с помощью аппарата для обрезки моделей –триммера – или микромотора со специальными шлифовальными лентами для гипса (рис. 3, в).

а) б) в)
Рис. 3. а) добавление второй порции гипса; б) основание игольчатого пина в цоколе модели; в) обработка модели по контурам
После обработки цоколя модели в гипсе IV класса с помощью лобзика делаем параллельные распилы до уровня гипса III класса (рис. 4, а). Извлекаем гипсовый штампик препарированного зуба, при необходимости слегка освободив конец штифта от гипса в основании цоколя модели. В завершении с помощью микромотора и диска срезаем с гипсовой модели зуба игольчатый конец штифта и производим соответствующую гравировку рабочего штампа (рис.4, б).

а) б)
Рис. 4. а) распил модели на сегменты; б) гравировка рабочего штампа
Готовая гипсовая модель представлена на рисунке 5.
Положительными моментами данного способа изготовления разборной модели можно назвать следующие:
· невысокая трудоёмкость;

Рис. 5. Разборная гипсовая модель, изготовленная методом применения игольчатого пина
· экономичность (отсутствие необходимости использования дополнительного оборудования и устройств, небольшое количество расходных материалов).
Недостатки изготовления разборной модели данным способом:
· использование двух видов гипса (соответственно, увеличение времени на изготовление);
· сравнительно невысокая надёжность и точность;
· вероятность повреждения гипсового штампа при срезании игольчатого конца пина;
· гипсовый цоколь подвержен негативным последствиям расширения гипса;
· внешний вид модели по эстетичности уступает моделям, изготовленным другими способами.
Изготовление разборной модели с использованием системы Pin-Cast
В данном случае слепок предварительно обрабатываем, срезая слишком высокие вестибулярные участки и нёбо или, при необходимости, окантовывая специальным силиконом или пластилином (рис. 6, а).
Заливаем зубной ряд гипсом IV класса и после его затвердевания аккуратно извлекаем полученную модель из слепка (рис. 6, б).

а) б)
Рис. 6. а) окантованный оттиск; б) заливка гипса IV класса в оттиск
Далее обрабатываем модель с помощью триммера по всем внешним контурам, с внутренней стороны и со стороны основания до достижения высоты зубного ряда примерно 8-10 мм. При этом плоскость основания делаем параллельной плоскости окклюзии, а поверхность – гладкой и ровной, без каких-либо ретенций. В нашем случаем при обработке модели использовался влажный триммер, после чего модель была тщательно просушена (рис. 7).
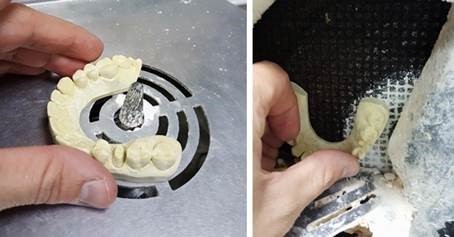
Рис. 7. Обработка модели рабочего зубного ряда по внутреннему и внешнему контуру
Определяем отдельные сегменты зубного ряда, придерживаясь следующих правил. Штифты следует устанавливать как на все одиночные коронки, так и на каждое звено мостовидного протеза. Оставшуюся часть зубного ряда также необходимо снабдить штифтом, а при её большой протяженности – минимум двумя штифтами.
В нашем случае планируем установить штифт на рабочий фрагмент – 15-ый зуб, а также установить один штифт на короткий отдел оставшейся зубной дуги и два – на длинный слева и справа от рабочего штампа. Используя автоматический прибор для сверления параллельных отверстий под штифты (пиндекс-машины), в гипсовой модели создаём необходимые отверстия (рис. 8). Лазерная точка соответствует сверлу, находящемуся под плавно опускающимся столиком. При этом важно обратить внимание на ось наклона зубов и гребня, устанавливая лазерную точку со сдвигом в нёбную часть, не четко по центру зуба, а ближе к его шейке.

Рис. 8. Сверление отверстий в гипсовой модели с помощью пиндекс-машины
Используя клей, в полученные отверстия вклеиваем специальные двойные пины – «би-пины» (рис. 9, а). После засыхания клея гипсовую поверхность тщательно очищаем от возможных его излишков, на пины надеваем металлические втулки и наносим специальные изолирующие средства на гипсовую поверхность.
Для удобства обнаружения концов пинов в гипсе можно использовать специальные колпачки или, как в нашем случае, небольшие кусочки базисного воска (рис. 9, б).
Резиновую форму – формирователь цоколя – заполняем второй порцией гипса, небольшое количество гипса равномерно распределяем по пинам для предотвращения образования пор, после чего аккуратно помещаем в формирователь цоколя всю модель (рис. 9, в).
Для изготовления цоколя модели в данном случаем рекомендовано использовать гипс III класса, но мы применили менее прочный гипс II класса.

а) б) в)
Рис. 9. а) вклеивание двойных пинов в гипсовую модель; б) окантовка оснований пинов базисным воском; в) формирования цоколя модели из второй порции гипса
После затвердевания гипса извлекаем модель из резиновой формы, обрабатываем её по контурам, распиливаем зубной ряд на фрагменты и гравируем гипсовый штампик рабочего зуба (рис. 10).

Рис. 10. Обработка модели и рабочего штампа
Окончательный вариант разборной гипсовой модели, выполненной по системе Pin-Cast, представлен на рисунке 11.
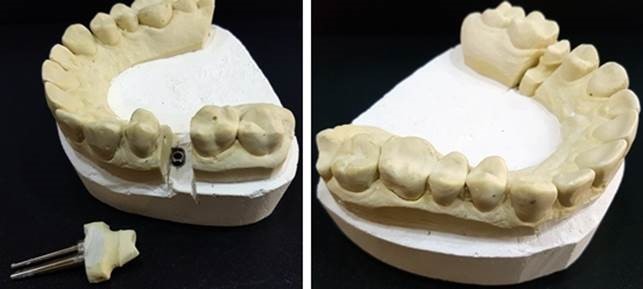
Рис. 11. Разборная гипсовая модель, изготовленная с помощью системы Pin-Cast
Положительными моментами данного способа изготовления разборной модели являются:
· возможность многократного извлечения и возвращения рабочего сегмента без механических потерь благодаря использованию двойных штифтов с износоустойчивой металлической втулкой;
· точность положения фрагментов в цоколе модели (сравнительно с предыдущим способом изготовления разборной модели);
· возможность извлечения любого сегмента всего зубного ряда.
Вместе с тем, тот способ обладает широким рядом недостатков:
· высокая трудоёмкость;
· большие затраты времени;
· необходимость использования специального оборудования;
· необходимость использования двух видов гипса и дополнительных материалов;
· гипсовый цоколь подвержен негативным последствиям расширения гипса;
· внешний вид модели уступает по эстетичности моделям, изготовленным другими способами.
Изготовление разборной модели с использованием системы Zeiser.
Слепок предварительно обрезаем в задних участках, в области нёба и вестибулярных участках. При недостаточной высоте в вестибулярных отделах слепок следует окантовать специальной силиконовой массой или пластилином.
Наносим на слепок ориентиры – центральную линию, проходящую между центральными резцами, и линии клыков, соответствующие рвущим буграм. С помощью пластилина закрепляем слепок на металлической пластине-основании (рис. 12, а).
Проверяем соблюдение необходимой высоты зубного ряда. С помощью симметричных ориентиров на пластине будущего цоколя, соответствующих разметке на слепке, проверяем правильность расположения слепка (рис. 12, б).
Прочно закрепляем пластину цоколя в основе на сверлильном аппарате с лазерным указателем и делаем в цоколе необходимые отверстия. При этом мы чётко контролируем места расположения будущих отверстий, направляя лазерный указатель непосредственно в слепок, закрепленный параллельно цокольной пластине (рис. 12, в).

а) б) в)
Рис. 12. а) закрепление оттиска с нанесенными ориентирами на пластине-основании; б) проверка положения оттиска относительно будущего цоколя; в) позиционирование лазерного указателя в сверлильном аппарате
В полученные отверстия вставляем пины, контролируя их чёткую и плотную посадку, без баланса, и одновременно возможность их извлечения из пластины цоколя (рис. 13, а).
Проверяем соответствие пинов слепку: линии пинов должны совпадать с зубным рядом и не прикасаться к оттискной массе (рис. 13, б).
Замешиваем гипс IV класса. После перемешивания гипсовой смеси в вакуумном смесителе заполняем гипсом слепок, используя вибростолик. Часть гипса накладываем на штифты пластмассового цоколя, стараясь не допустить образования воздушных пор.
Цокольную плату переворачиваем и свободно, без давления, накладываем на слепок. Убрав излишки гипса, выжидаем, пока гипс застынет (рис. 13, в).

а) б) в)
Рис. 13. а) установка пинов в отверстия цокольной пластины; б) проверка положения пинов относительно оттиска; в) заполненный гипсом оттиск с цокольной пластиной
После окончательного затвердевания гипса снимаем слепок с гипсовой модели, освобождаем пластиковый цоколь от штифтов, промываем цокольную пластину под проточной водой и приступаем к обработке и распиливанию на сегменты гипсовой модели и гравировке рабочего штампика (рис. 14).

Рис. 14. Обработка модели, сепарация на сегменты и гравировка штампа
Устанавливаем все сегменты модели обратно на пластиковый цоколь, проверяя плотность прилегания и отсутствие какого-либо баланса.
Готовая модель представлена на рисунке 15.
Недостатком способа изготовления разборной гипсовой модели по системе Zeiser является необходимость использования специального дорогостоящего оборудования.
Вместе с тем, этот способ имеет массу преимуществ:
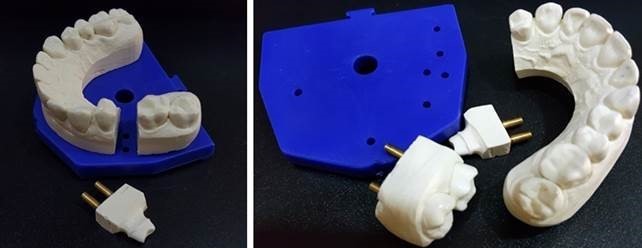
Рис. 15. Разборная гипсовая модель, изготовленная с помощью системы Zeiser
· точность и прочность посадки штампов на цоколь;
· низкая трудоёмкость;
· низкие затраты времени;
· экономное использование материалов (как гипса, так и пластиковых цоколей и штифтов, которые можно использовать многократно);
· возможность использования данной системы для большого объёма работ (невысокая стоимость пластиковых цоколей);
· исключение негативных последствий расширения гипсового цоколя (материал цоколя – пластик);
· высокоэстетичный внешний вид гипсовых моделей.
Изготовление разборной модели по системе Modelsystem 2000, Baumann.
Для изготовления модели этим способом слепок необходимо предварительно подготовить, срезав слепочную массу в области нёба и в вестибулярных участках. Также необходимо нанести ориентиры, как и в предыдущем методе: центральную линию, линию клыков и линии центров гребней в задних участках слепка.