ВУЗ: Казахская Национальная Академия Искусств им. Т. Жургенова
Категория: Учебное пособие
Дисциплина: Не указана
Добавлен: 03.02.2019
Просмотров: 17349
Скачиваний: 18

Audio Power Amplifier Design Handbook
copper can be obtained but it is expensive and has long lead-times; not
really recommended.
!
Reservoir capacitors must have the incoming tracks going directly to the
capacitor terminals; likewise the outgoing tracks to the regulator must
leave from these terminals. In other words, do not run a tee off to the
cap. Failure to observe this puts sharp pulses on the DC and tends to
worsen the hum level.
!
The tracks to and from the rectifiers carry charging pulses that have a
considerably higher peak value than the DC output current. Conductor
heating is therefore much greater due to the higher value of I
2
R. Heating
is likely to be especially severe at PC-mount fuseholders. Wire links may
also heat up and consideration should be given to two links in parallel;
this sounds crude but actually works very effectively.
Track heating can usually be detected simply by examining the state of
the solder mask after several hours of full-load operation; the green mask
materials currently in use discolour to brown on heating. If this occurs
then as a very rough rule the track is too hot. If the discoloration tends
to dark brown or black then the heating is serious and must definitely be
reduced.
!
If there are PCB tracks on the primary side of the mains transformer, and
this has multiple taps for multi-country operation, then remember that
some of these tracks will carry much greater currents at low voltage
tappings; mains current drawn on 90 V input will be nearly 3 times that
at 240 V.
Be sure to observe the standard safety spacing of 60 thou between mains
tracks and other conductors, for creepage and clearance.
(This applies to all track-track, track-PCB edge, and track-metal-fixings
spacings.)
In general PCB tracks carrying mains voltages should be avoided, as
presenting an unacceptable safety risk to service personnel. If it must be
done, then warnings must be displayed very clearly on both sides of the
PCB. Mains-carrying tracks are unacceptable in equipment intended to
meet UL regulations in the USA, unless they are fully covered with
insulating material that is non-flammable and can withstand at least 120°C
(e.g. polycarbonate).
Power amplifier PCB layout details
A simple unregulated supply is assumed:
!
Power amplifiers have heavy currents flowing through the circuitry, and
all of the requirements for power supply design also apply here. Thick
tracks are essential, and 2-oz copper is highly desirable, especially if the
layout is cramped.
400

Grounding and practical matters
If attempting to thicken tracks by laying solder on top, remember that
ordinary 60:40 solder has a resistivity of about 6 times that of copper, so
even a thick layer may not be very effective.
!
The positive and negative rail reservoir caps will be joined together by
a thick earth connection; this is called Reservoir Ground (RG). Do not
attempt to use any point on this track as the audio-ground star-point, as
it carries heavy charging pulses and will induce ripple into the signal.
Instead take a thick tee from the centre of this track (through which the
charging pulses will not flow) and use the end of this as the starpoint.
!
Low-value resistors in the output stage are likely to get very hot in
operation – possibly up to 200°C. They must be spaced out as much as
possible and kept from contact with components such as electrolytic
capacitors. Keep them away from sensitive devices such as the driver
transistors and the bias-generator transistor.
!
Vertical power resistors. The use of these in power amplifiers appears at
first attractive, because of the small amount of PCB area they take up.
However the vertical construction means that any impact on the
component, such as might be received in normal handling, puts a very
great strain on the PCB pads, which are likely to be forced off the board.
This may result in it being scrapped. Single-sided boards are particularly
vulnerable, having much lower pad adhesion due to the absence of
vias.
!
Solderable metal clips to strengthen the vertical resistors are available in
some ranges, (e.g. Vitrohm) but this is not a complete solution, and the
conclusion must be that horizontal-format power resistors are
preferable.
!
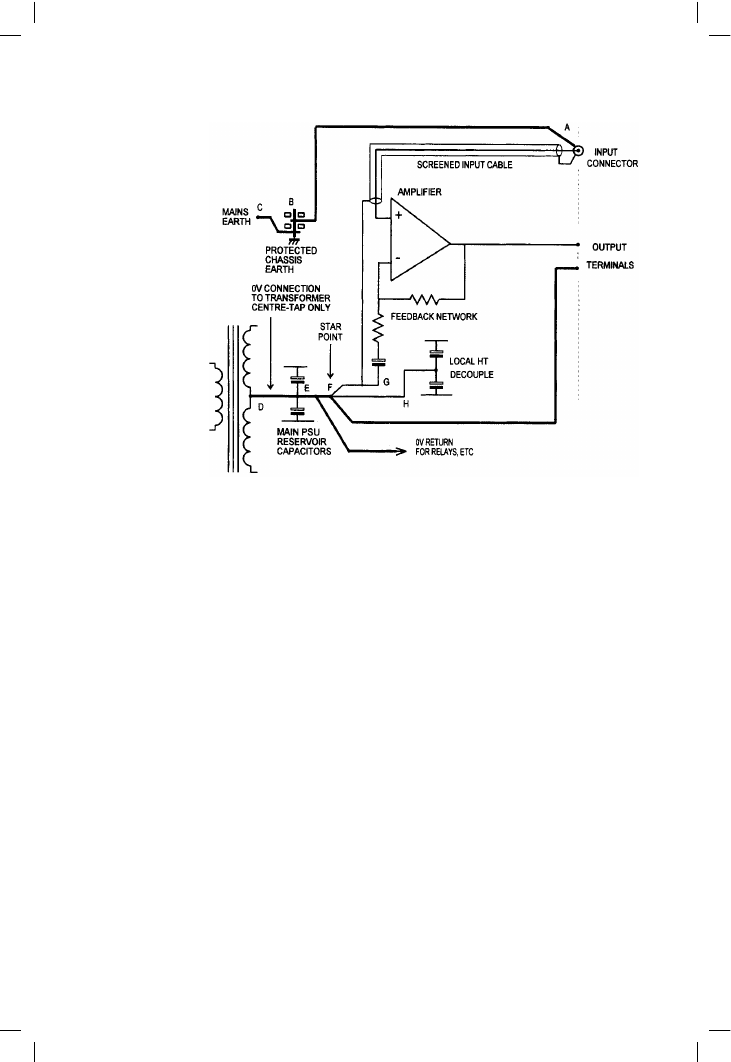
Rail decoupler capacitors must have a separate ground return to the
Reservoir Ground. This ground must not share any part of the audio
ground system, and must not be returned to the Starpoint. See Figure
14.1.
!
The exact layout of the feedback takeoff point is criticial for proper
operation. Usually the output stage has an output rail that connects the
emitter power resistors together. This carries the full output current and
must be substantial. Take a tee from this track for the output connection,
and attach the feedback takeoff point to somewhere along this tee. Do
not attach it to the track joining the emitter resistors.
!
The input stages (usually a differential pair) should be at the other end of
the circuitry from the output stage. Never run input tracks close to the
output stage. Input stage ground, and the ground at the bottom of the
feedback network must be the same track running back to Starpoint. No
decoupling capacitors, etc. may be connected to this track, but it seems
to be permissible to connect input bias resistors, etc. that pass only very
small DC currents.
!
Put the input transistors close together. The closer the temperature-
match, the less the amplifier output DC offset due to Vbe mismatching.
If they can both be hidden from seeing the infra-red radiation from the
401
Audio Power Amplifier Design Handbook
heatsink (for example by hiding them behind a large electrolytic) then
DC drift is reduced.
!
Most power amplifiers will have additional control circuitry for muting
relays, thermal protection, etc. Grounds from this must take a separate
path back to Reservoir Ground, and not the audio Starpoint.
!
Unlike most audio boards, power amps will contain a mixture of
sensitive circuitry and a high-current power-supply. Be careful to keep
bridge-rectifier connections, etc. away from input circuitry.
!
Mains/chassis ground will need to be connected to the power amplifier
at some point. Do not do this at the transformer centre-tap as this is
spaced away from the input ground voltage by the return charging
pulses, and will create severe groundloop hum when the input ground is
connected to mains ground through another piece of equipment.
Connecting mains ground to starpoint is better, as the charging pulses are
excluded, but the track resistance between input ground and star will
carry any ground-loop currents and induce a buzz.
Connecting mains ground to the input ground gives maximal immunity
against groundloops.
!
If capacitors are installed the wrong way round the results are likely to
be explosive. Make every possible effort to put all capacitors in the same
orientation to allow efficient visual checking. Mark polarity clearly on
the PCB, positioned so it is still visible when the component is fitted.
402
Figure 14.1
Grounding system for
a typical power
amplifier

Grounding and practical matters
!
Drivers and the bias generator are likely to be fitted to small vertical
heatsinks. Try to position them so that the transistor numbers are
visible.
!
All transistor positions should have emitter, base and collector or
whatever marked on the top-print to aid fault-finding. TO3 devices need
also to be identified on the copper side, as any screen-printing is covered
up when the devices are installed.
!
Any wire links should be numbered to make it easier to check they have
all been fitted.
The audio PCB layout sequence
PCB layout must be considered from an early stage of amplifier design. For
example, if a front-facial layout shows the volume control immediately
adjacent to a loudspeaker routing switch, then a satisfactory crosstalk
performance will be difficult to obtain because of the relatively high
impedance of the volume control wipers. Shielding metalwork may be
required for satisfactory performance and this adds cost. In many cases the
detailed electronic design has an effect on crosstalk, quite independently
from physical layout.
(a) Consider implications of facia layout for PCB layout.
(b) Circuitry designed to minimise crosstalk. At this stage try to look ahead
to see how op-amp halves, switch sections, etc. should be allocated to
keep signals away from sensitive areas. Consider crosstalk at above-
PCB level; for example, when designing a module made up of two
parallel double-sided PCBs, it is desirable to place signal circuitry on
the inside faces of the boards, and power and grounds on the outside,
to minimise crosstalk and maximise RF immunity.
(c) Facia components (pots, switches, etc.) placed to partly define available
board area.
(d) Other fixed components such as power devices, driver heatsinks, input
and output connectors, and mounting holes placed. The area left
remains for the purely electronic parts of the circuitry that do not have
to align with metalwork, etc. and so may be moved about fairly
freely.
(e) Detailed layout of components in each circuit block, with consideration
towards manufacturability.
(f) Make efficient use of any spare PCB area to fatten grounds and high-
current tracks as much as possible. It is not wise to fill in every spare
corner of a prototype board with copper as this can be time consuming,
(depending on the facilities of your PCB CAD system) and some of it
will probably have to be undone to allow modifications.
Ground tracks should always be as thick as practicable. Copper is
free.
403

Audio Power Amplifier Design Handbook
Miscellaneous points
!
On double-sided PCBs, copper areas should be solid on the component
side, for minimum resistance and maximum screening, but will need to
be cross-hatched on the solder side to prevent distortion of the PCB is
flow-soldered. A common standard is 10 thou wide non-copper areas;
i.e. mostly copper with small square holes; this is determined in the CAD
package. If in doubt consult those doing the flow-soldering.
!
Do not bury component pads in large areas of copper, as this causes
soldering difficulties.
!
There is often a choice between running two tracks into a pad, or taking
off a tee so that only one track reaches it. The former is better because
it holds the pad more firmly to the board if desoldering is necessary. This
is particularly important for components like transistors that are
relatively likely to be replaced; for single-sided PCBs it is absolutely
vital.
!
If two parallel tracks are likely to crosstalk, then it is beneficial to run a
grounded screening track between them. However, the improvement is
likely to be disappointing, as electrostatic lines of force will curve over
the top of the screen track.
!
Jumper options must always be clearly labelled. Assume everyone loses
the manual the moment they get it.
!
Label pots and switches with their function on the screen-print layer, as
this is a great help when testing. If possible, also label circuit blocks, e.g.
DC offset detect. The labels must be bigger than component ident text to
be clearly readable.
404
Amplifier grounding
The grounding system of an amplifier must fulfil several requirements,
amongst which are:
!
The definition of a Star Point as the reference for all signal voltages.
!
In a stereo amplifier, grounds must be suitably segregated for good
crosstalk performance. A few inches of wire as a shared ground to the
output terminals will probably dominate the crosstalk behaviour.
!
Unwanted AC currents entering the amplifier on the signal ground, due
to external ground loops, must be diverted away from the critical signal
grounds, i.e. the input ground and the ground for the feedback arm. Any
voltage difference between these last two grounds appears directly in the
output.
!
Charging currents for the PSU reservoir capacitors must be kept out of all
other grounds.
Ground is the point of reference for all signals, and it is vital that it is made
solid and kept clean; every ground track and wire must be treated as a