Файл: Конспект лекцій. Проектування цехів. Література. 1 Норицин, Шехтер, Мансуров. Проектирование кузнечных и холодноштамповочных заводов. М. 1977. 2 Проектирование машиностроительных заводов и цехов. Справочник.doc
ВУЗ: Не указан
Категория: Не указан
Дисциплина: Не указана
Добавлен: 23.11.2023
Просмотров: 70
Скачиваний: 3
ВНИМАНИЕ! Если данный файл нарушает Ваши авторские права, то обязательно сообщите нам.
До технологічних вимог відносять :
1Послідовність основних технологічних процесів – незалежно від типу виробництва схема організації робочих місць повинна передбачати поточність виготовлення виробів.
2 Однотипність обладнання – в межах однієї дільниці не повинно знаходитись обладнання іяке за своїми умовами роботи та вимогами щодо обслуговування суттєво відрізняється від переважної більшості інших одиниць обладнання цієї дільниці.(Приклад гвинтові преси та очисне обладнання не ставлять на одній дільниці.)
3 Потужність обладнання одного типу – в межах дільниці , не допускається розміщення однотипного обладнання потужність якого суттєво відрізняється одне від одного (виняток – автоматична лінія).
До групи вимог що враховують вимоги техніки безпеки та промислової санітарії відносять :
1 Зручність обслуговування та ремонту - розроблені мікропланувальні рішення повинні забезпечувати вільний доступ до обладнання з усіх боків. Із врахуванням можливого використання надземного транспорту для монтажу та демонтажу обладнання.
2 Зручність транспортування всіх вантажів та переміщення людей в цеху – відстань від зони обслуговування обладнання до межі проїзду (проходу)
неповинна бути менша ніж 1,5 м (1 м).
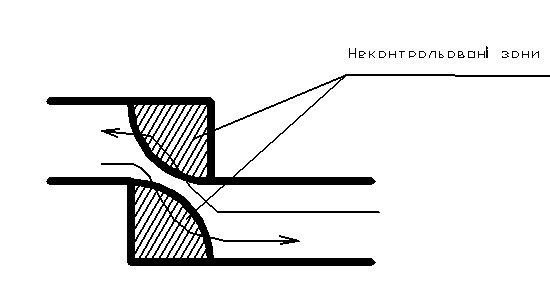
3 Зручність розміщення проїзду для транспорту – з точки зору техніки безпеки фронт обслуговування (бажано вздовж всього прольоту) повинен знаходитись на одній лінії щоб не утворювати ступінчастих проїздів для яких характерні зони неконтрольовані водіями наземних видів транспортних засобів.
4.Мікропланувальні рішення повинні створювати найкращі умови для освітлювання зони обслуговування – світло повинно падати з ліва – направо , або в найкращому випадку з заду оператора що обслуговує обладнання. Якщо застосовується змішане освітлення допускається також верхнє розташування його джерел.
5. Мікропланувальні рішення повинні забезпечувати можливість додаткового встановлення засобів автоматизації.
Способи розміщення виробничого обладнання.
а) Повздовжнім (фронтальним) – називається таке розміщення обладнання при якому фронт його обслуговування паралельний повздовжній вісі виробничої будівлі цеху , таке розміщення застосовується для дільниць що організовані за технологічною ознакою, переважно не обладнані складними засобами автоматизації та працюють в умовах серійного та дрібносерійного виробництва.
б) Поперечним називають таке розміщення обладнання при якому фронт його обслуговування перпендикулярний до повздовжній вісі виробничої будівлі цеху , таке розміщення застосовується для дільниць , середнього та великого штампування та для обладнання яке працює в складі автоматизованих та поточних ліній в цехах великосерійного та масового виробництва.
в) Кутовим називають таке розміщення обладнання при якому фронт його обслуговування складає визначений кут з віссю проїзду цеху . Такий варіант застосовується для дільниць , дрібного штампування та для обладнання яке працює з довгомірними чи безперервним матеріалом. ( кут однаковий )
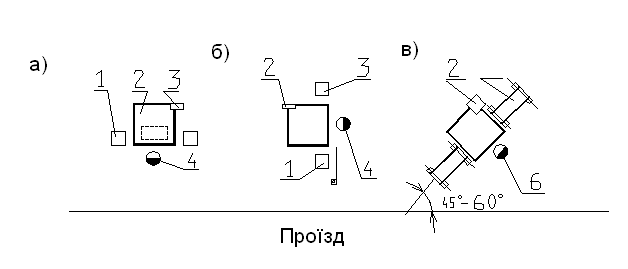
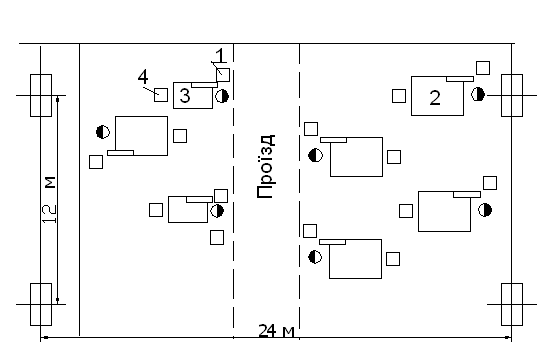
1 – тара для заготовок
2 – обладнання
3 – тара для готових виробів
4 – штампувальник
5 – засіб автоматизації
6 – робоче місце оператора .
Не допускається застосування всіх трьох способів розташування обладнання одночасно в межах одного відділення (штампувальної дільниці цеха).
Варіанти взаємного розміщення цехів ХЛШ.
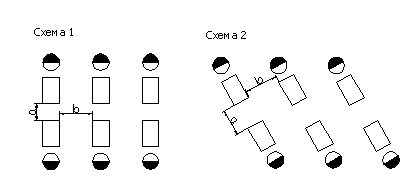
Схема № 1 .
При такому розміщені обладнання основною вимогою являється забезпечення умов для поточної роботи .
Для цехів ХЛШ поточне розміщення необхідне при тому , що високий темп штампування може стати причиною накопичення великої кількості готових деталей біля основного обладнання , що ускладнює організацію виробництва в цеху.
Поточне виробництво може бути організоване навіть при відсутності засобів автоматизації, як за рахунок такого розміщення обладнання , при якому можна забезпечити індивідуальну або групову передачу заготовок чи напівфабрикатів з однієї одиниці обладнання на наступну одиницю обладнання.
Для цього суміжне обладнання розвертають фронтом , або послідовно один за одним , або розміщують фронтом обладнання вздовж напрямку основного потоку. (лист оброблювальні центри.)
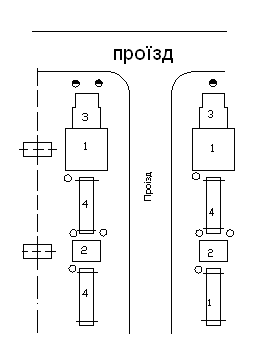
1 Прес (листооброблювальний центр) ;
2 Прес ;
3 Завантажувальний стіл для заготовок ;
4 Стрічковий конвеєр для заготовок ;
Схема № 2 Повздовжнє розміщення крупних пресів (листооброблювальних центрів ).
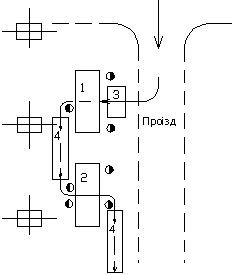
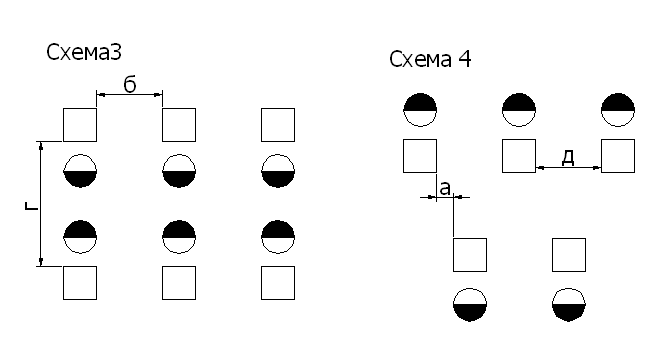
Схема № 3 Поперечне розміщення середніх пресів .
(До 1 МН)
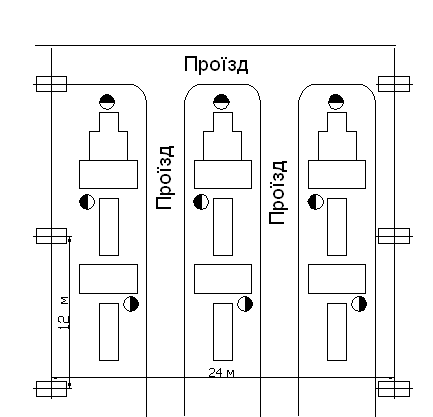
Схема № 4 Розміщення дрібних пресів.
1 Тара для заготовок
2 Прес
3 Прес
4 Тара для деталей .
Ця схема адаптована для пресів серії КД … … при використані з ненахиляємими станинами пресів , тару для готових виробів (позиція № 4 ) розміщують або ліворуч від обладнання (або при наявності отворів в столах пресів під пресом) якщо дозволяють габаритні розміри обладнання.
Розміщення обладнання на дільницях , що організовані за ознакою належності штампованих деталей до одного складального вузлу або за змішаним принципом (відповідно масове , або великосерійне виробництво).
РИСУНКА НЕМАЄ
На відміну від попередньої схеми тут на дільниці дрібних пресів використане протилежне мікропланувальня робочого місця , а саме :
тара для заготовок ліворуч , а тара для деталей праворуч від преса.
Ці зміни викликані тим , що в умовах випуску великих партій деталей (що характерно для масового виробництва ) маніпуляції з заготовками зручніше проводити зліва – на право .
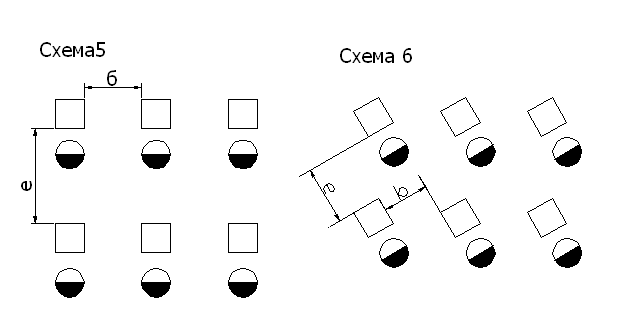
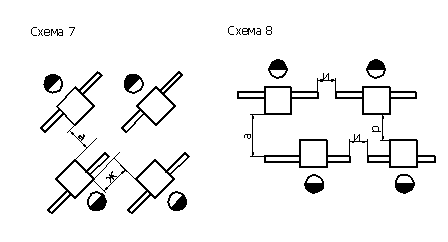
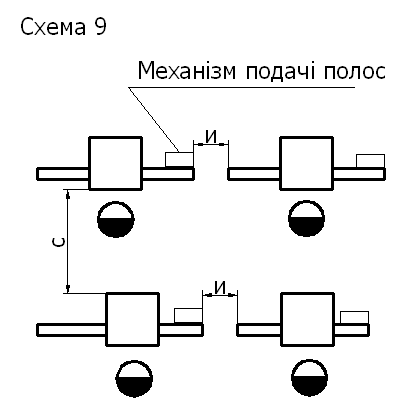
Відносна взаємо розміщення пресів ХЛШ (схеми 1 – 6 ) та автоматизованих комплексів для роботи зі стрічкою та штабою (схеми 7 - 9)
| Найменування | Розмір м | Зусилля преса тс | ||||
| До 25 | 40 - 100 | 125 -250 | 215-800 | Більше чим 800 | ||
| Відстань між задніми , боковими і передніми сторонами пресів (ескізи 1,2,3,4,5,6) | а | 0,6 | 0,8 | 1-1,5 | 1,8-2,0 | 2,0 - 3,0 |
| б | 1,2 | 1,5 | 1,8 – 2,2 | 2,5 -4,5 | 3,5 – 6,0 | |
| в | 1 | 1,2 - 1,5 | 1,8 – 2,2 | 2,5 – 4,5 | 3,5 – 6,0 | |
| г | 2,5-2,8 | 3 - 4 | 3,5 – 4,5 | 4 – 5 | | |
| д | 2а + ширина преса | |||||
| е | 1,4 - 1,7 | 2 – 2,5 | 2,5 – 3,5 | 3 – 4,5 | 4 – 5 | |
| Відстань між засобами автоматизації і пресами (ескізи 7,8,9) | Ж | 0,8 | 1 | 1,2 | 1,4 | 1,4 |
| И | 0,6 | 0,6 | 0,8 | 1 | 1 | |
| р | 0,9 | 1 | 1,3 | 1,5 | 1,6 | |
| с | 1,7 | 2,5 | 3 | 4,5 | 4,5 | |
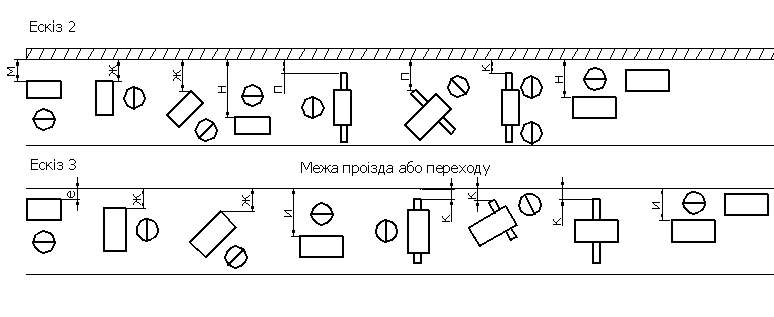
Норми відстаней від пресів до елементів будівлі і до меж проходів та проїзду.
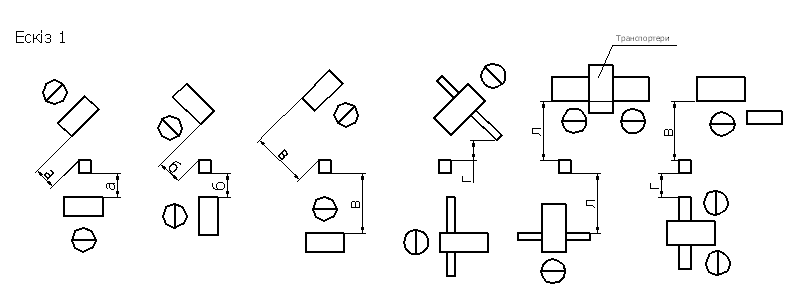
При роботі зі стрічкою.
| Найменування | Розмір в м | Зусилля пресів в тс | ||||
| до 25 | 40 -100 | 125-250 | 315-800 | більше 800 | ||
| Відстань до колон (ескіз 1) | а | 0,6 | 0,8 – 1,2 | 1,5 – 2,0 | 2,2 – 3,0 | 3,2 – 3,5 |
| б | 0,6 | 0,8 – 1,0 | 1,4 – 2,0 | 2,2 – 2,5 | 2,5 – 3,0 | |
| в | 1,4 | 1,7 – 2,0 | 2,4 – 3,0 | 3,0 – 3,5 | 3,5 – 4,0 | |
| г | 0,6 | 0,8 | 1,0 | 1,2 | 1,4 | |
| л | 0,7 | 1,0 | 1,2 | 1,5 | 1,8 | |
| Відстань до стіни | д | 0,8 | 1,2 – 1,4 | 1,5 -2,0 | 2,2 – 2,8 | 3,0 – 3,5 |
| м | 0,8 | 1,0 – 1,4 | 1,7 – 2,2 | 2,4 – 3,2 | 3,4 – 3,7 | |
| н | 1,8 | 2,1 | 2,8 | 3,4 | 4,5 | |
| п | 0,8 | 1,0 | 1,3 | 1,5 | 1,7 | |
| Відстань до проїзду , переходу | е | 0,5 | 0,5 | 0,6 | 0,8 | 1,2 |
| ж | 0,4 | 0,4 | 0,6 | 0,8 | 1,0 | |
| и | 1,0 | 1,2 | 1,2 -1,5 | 1,5 – 1,7 | 2,0 – 2,4 | |
| к | 0,4 | 0,4 | 0,5 | 0,6 | 0,8 | |
Схеми організації робочих місць для обладнання що працює з штучними заготовками.