Файл: Конспект лекцій. Проектування цехів. Література. 1 Норицин, Шехтер, Мансуров. Проектирование кузнечных и холодноштамповочных заводов. М. 1977. 2 Проектирование машиностроительных заводов и цехов. Справочник.doc
ВУЗ: Не указан
Категория: Не указан
Дисциплина: Не указана
Добавлен: 23.11.2023
Просмотров: 66
Скачиваний: 3
ВНИМАНИЕ! Если данный файл нарушает Ваши авторские права, то обязательно сообщите нам.
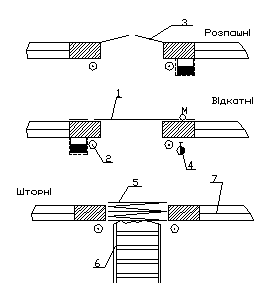 1Відкатні (розсувні ) ворота з механізованим відкриванням
1Відкатні (розсувні ) ворота з механізованим відкриванням 2Теплова повітряна завіса
3Розпашні ворота
4Пожежний гідрант (не менше 2 шт на цех)
5Шторні ворота
6 Залізнична колія
7 Засклення.
Ліхтарі.
Бувають трьох типів :
1 аераційні
2 світлові
3 світло – аераційні
Найбільш доцільним є застосування ліхтарів третього типу. За формою куполоподібної надбудови розрізняють ліхтарі :
1 М – подібні
2 П – подібні
3 Трикутні
4 Шедові
5 Зенітні
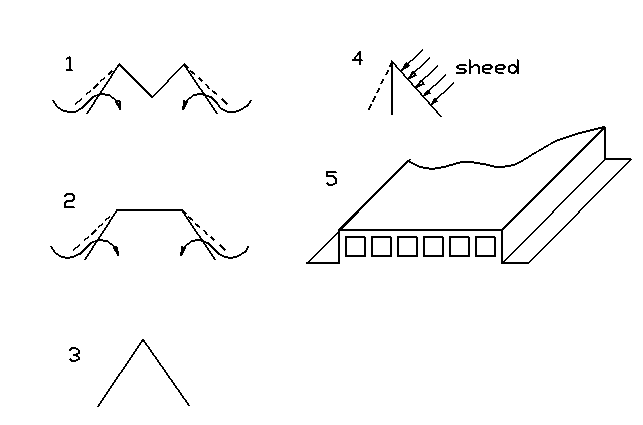
1 М – подібні ліхтарі мають найбільшу активну площу про те , незадовільні аеродинамічні , світло аераційні характеристики .
2 П – подібні ліхтарі не мають недоліків М подібних ліхтарів , але активна площа в них менша.
3 Трикутний ліхтар найдешевший в виготовленні про те може використовуватись або як світловий , або як аераційний.
-
Шедовий ліхтар передбачається в випадках коли необхідно створити сильне та рівномірне природне освітлення певної дільниці цеху. -
Зенітний ліхтар дає найбільш рівномірний розподіл природного освітлення по цеху але не може використовуватись як аераційний.
В цехах ХЛШ найбільш доцільним є використання зенітних ліхтарів , з одночасним застосуванням системи вентиляції.
Підлога.
Підлога в промислових приміщеннях призначають в відповідності з рекомендаціями [Ямпольський т.6. ст. 207 - 212]
Послідовність вибору архітектурно – будівельних елементів промислових будівель наведена МВ 135 ст. 6.
Тема Розробка компонувального плану цеху.
Принципи розподілу цеху на виробничі дільниці.
Для нормальної організації виробництва в цеху при проектуванні слід створити умови для чіткої взаємодії всіх структурних підрозділів цеху , та ефективного використання виробничої площі.
Тому правильний розподіл цеху на дільниці має вирішальне значення для досягнення оптимальних значень технікоекономічних показників діючого виробництва.
Поділ цеху на дільниці багато в чому залежить від типу виробництва.
Використовують три основних принципи :
-
За габаритними деталей що штампуються.
Згідно нього в проектному цеху доцільно виділять дільниці дрібного, середнього, великого штампування (або відповідно дільниці дрібних, середніх ,великих пресів).
Цей принцип розмежовує дільниці головним чином по технологічній ознаці, тому , що існує багато спільних рис між елементами технології виготовлення виробів приблизно однакових габаритів хоча із використанням різних переходів штампування.
Наприклад дрібні деталі переважно виготовляють із безперервного матеріалу, а великі деталі – переважно з карток, або штучних заготовок.
Цей принцип застосовується в умовах дрібносерійного та серійного виробництва.
-
За належністю штампованих виробів до одного складального вузла.
При більш високій серійності виробництва ефективність технологічного принципу розміщення обладнання суттєво зменшується, зокрема при незначних партіях виникає потреба відводити багато місця під проміжні склади для відштампованих деталей (заготовок) тому при великосерійному та масовому характері виробництва доцільно об’єднати на одній дільниці різнорідні техпроцеси та обладнання для виготовлення виробів, що складаються у певні вузли (кабіни, корпуси висівних апаратів тощо) поруч з дільницею штампування, такий принцип вимагає певного розміщення обладнання : преси для виготовлення корпусних деталей повинні стояти до складального конвеєра.
-
Змішаний принцип згідно якого розміщення обладнання виконується за технологічною ознакою а довантаження його в часі забезпечується технологічними однорідними деталями що входять до того ж вузла. Змішаний принцип набув поширення переважно в великосерійному виробництві.
Незалежно від обраного принципу розміщення обладнання послідовність розміщень і відстань у переважній більшості випадків така :
Склад металу → заготівельне відділення → штампувальне відділення → →відділення фінішних та доводочних операцій (очищення , калібрування ,тощо) → склади готової продукції.
Якщо застосовується перший принцип то за узгодженням з керівництвом проекту, проектують проміжні склади .
При наявності де – кількох штампувальних відділень найближчим до заготівельного має бути те де переробляється найбільша кількість металопрокату.
Правила розміщення будівлі цеху.
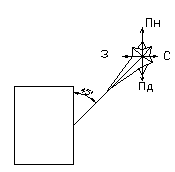
З точки зору створення найкращих умов для роботи виробничого персоналу діючого виробництва цех бажано вірно орієнтувати на плані з точки зору сторін світу та напряму пануючих вітрів в даній місцевості.
Тому контури цеху що проектується повинні бути простими за конфігурацією та забезпечувати хорошу природну вентиляцію і водночас мінімальне перегрівання сонячними променями . Якщо напрям вітру у кожній порі року різний то тоді орієнтуються на «розу вітрів» теплої пори року.
Компунавальний план цеху та основні принципи його розробки.
Компунавальний план це план – габаритний план проектованого цеху де наведено взаємне розташування всіх його дільниць та відділень у відповідності з послідовності панівного техпроцесу.
Основні вимоги до розробки компонувального плану :
1 Компонування виконується у відповідності з послідовності техпроцесів в даному цеху без петлоподібного переміщення всіх внутрішньо цехових вантажів (деталей, напівфабрикатів, відходів.)
2 Розміщення однотипного устаткування проводиться у конкретному місці цеху в порядку зменшення його потужності або його продуктивності . Таким чином найближчого до заготівельного відділення має бути дільниця яка найбільше переробляє металу.
3 Дільниці із шкідливими умовами роботи , а також дільниці тех. процес на яких відрізняється від основного тех. процесу можуть бути в випадку необхідності розміщуватись на окремих площах поза основним технологічним потоком.
4 При компонуванні основних виробничих відділень слід передбачати мінімальну кількість проміжних перевантажень матеріалу та напівфабрикатів.
5 Обслуговуючі дільниці (склади штампів, пристосувань, інструменту тощо.) розміщують безпосередньо поруч тих цехів та відділень які вони обслуговують. Збільшувати кількість таких одиниць (зокрема складів штампів необхідно обгрунтовано).
-
Малогабаритні допоміжні приміщення та дільниці (комори технологічного оснащення, трансформаторні підстанції , контрольні –вимірювальні дільниці , місця майстрів та інше ) з метою раціонального використання площі розміщують в «мертвих зонах» або так , щоб вони не заважали основному тех.процесу і не подовжували його цикл.
-
Дільниця із небезпечними умовами роботи (склади паливно мастильних матеріалів, дільниці де застосовують високоенергетичні методи штампування). Розміщують за звичай по зовнішньому периметру цеху, обладнують індивідуальними виходами назовні. Поблизу цього місця повинен знаходитись пожежний проїзд та розміщенні засоби пожежогасіння.
-
Місця відпочинку основних виробничих робітників , туалети, місця для паління, передбачаються як правило в «мертвих зонах» так, щоб відстань до робочих місць не перевищувала 75 м, теж обмеження стосується до внутрішньо цехових систем водопостачання.
Схема № 1
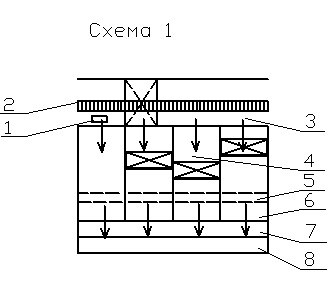
1 передача метала з складу на заготівельні дільниці електричними моторними візками – платформами.
2 залізничний ввід.
3 склад металу (іноді може бути заготівельне відділення).
4 штампувальне відділення.
5 зона проміжних складів та складів штампів
6 дільниці фінішних та доводочних операцій.
7 зона складів готової продукції.
8 зона ремонтних дільниць.
Схема № 1 передбачає варіант роботи з великою кількістю металу тому з метою оптимізації тех. процесів його переробляють , всі початкові операції виділяються в окремий прольот , там же можуть розміщуватись і дільниці переробки металевих відходів.
Схему №1 доцільно застосовувати при змішаному розміщенні обладнання (великосерійне виробництво) при слабких технологічних зв’язках між штампувальними прольотами . ( У зворотньому випадку між прольотами теж встановлюють рейкові візки - платформи ).
Схема №2
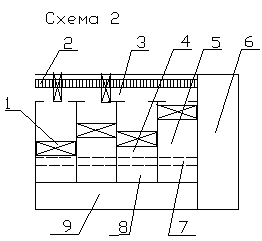
1 мостові крани , складу металу , що надходить в заготівельне відділення.
2 залізничний ввід
3 склад металу
4 штампувальне відділення яке технологічно пов’язане з заготівельним обладнанням
5 Штампувальне відділення що працює з безперервним вихідним матеріалом
6 будівля адміністративно побутових приміщень
7 проміжні склади
8 зона дільниць фінішно доводочних операцій та ремонтних відділень
9 зона складів готової продукції.
Схема №2 реалізує дворівневе розміщення надземного транспорту , це суттєво спрощує організацію перевезень технологічного вантажу , але підвищує вимоги до техніки безпеки до організації відповідних робіт і т.д. , а також збільшує вартість будівництва цеху. Схема № 2 застосовується для умов серійного виробництва деталей великих та середніх габаритів.
Схема № 3
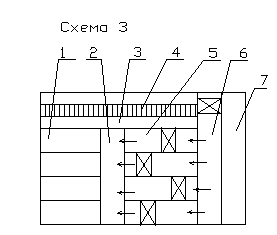
1Складальні дільниці
2 Проміжні склади і допоміжні служби
3 Склад метала
4 Залізничний ввід
5 Дільниці штампування та відділення фінішно доводочних операцій
6 Заготівельні відділення
7 Адміністративно побутові приміщення
Схема № 3 призначена для умов масового виробництва , коли незалежно від габаритів штампованих виробів певний штампувальний прольот виготовляє деталі , що складатимуться в конкретному складальному відділенні. Передача вихідного матеріалу з складу металу на заготівельне відділення здійснюється візками платформами. Пакетувальні дільниці розміщують під складальними.
Схема № 4
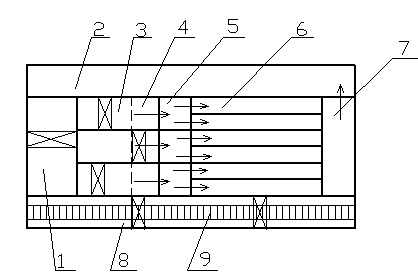
1 Заготівельне відділення дільниць великого штампування.
2 ---
3 Дільниця великого штампування
4 Допоміжні відділення та склади готової продукції
5 Заготівельне відділення дільниць дрібного штампування.
6 Дільниця дрібного штампування.
7 Допоміжні відділення для дільниць дрібного штампування.
8 Склад металу.
9 Залізничний ввід.
Схема № 4 призначена головним чином для умов дрібносерійного та серійного виробництва коли в проектованому цеху всі штампувальні дільниці побудовані за технологічною ознакою . В таких умовах стає можливим та доцільним організація окремих заготівельних відділень для кожних штампувальних дільниць окремо.
Це суттєво полегшує організацію в проектному цеху , а при необхідності створює умови для взаємозамінності основного технологічного обладнання.
Можливості комбінації із усіх вище наведених схем.
Для розробки компонувального плану цеху найчастіше застосовуються масштаб 1: 100 , хоча для дрібних цехів можна застосовувати масштаб 1 : 50 , а для великих 1 : 200.
Розміщення будівлі адміністративно – побутових приміщень.
В залежності від габаритних розмірів цеху, кількості виробничих прольотів та розміщення основних проїздів використовують три варіанта розміщення адміністративно побутових приміщень.
1) В окремій будівлі.
1 Виробничі приміщення цеху
2 Підземні або надземні переходи
3 Корпус адміністративно побутових приміщень
4 Вільні місця для виходу працюючих
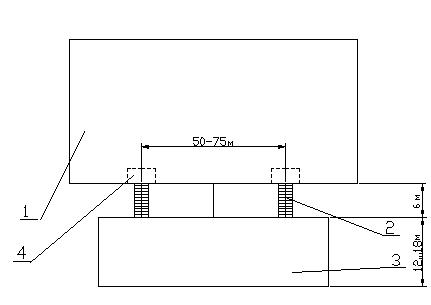
2)В прибудові до основного приміщення цеху.
1 Виробниче приміщення цеху
2 Прибудова.
Прибудова 2 здійснюється з того боку цеху 2 де розташовують склади готової продукції, ремонтні служби, дільниць фінішно доводочних операцій. Такий варіант прийнятний для одно та двопрольотних цехів.
3 ) На антресолях виробничих приміщень такий варіант прийнятний для невеликих цехів з легкими умовами роботи.
Відповідні нормативи наведені в МВ № 135.
Схеми організації робочого місця штампувальних цехів.
Планом цеху називають компонувальне його рішення на якому нанесені схеми організації робочих місць всіх одиниць обладнання основного виробництва що узгоджені з технологічними процесами цеху правилами техніки безпеки та створюють найкращі умови для обслуговування обладнання.