Файл: Моей дипломной работы Описание ремонта и наладки токарновинторезного станка с оперативной системой управления 16К20Т1.docx
Добавлен: 23.11.2023
Просмотров: 49
Скачиваний: 2
ВНИМАНИЕ! Если данный файл нарушает Ваши авторские права, то обязательно сообщите нам.
 — наработка машины от предыдущего капитального ремонта или с начала эксплуатации до начала планируемого года, ч.
— наработка машины от предыдущего капитального ремонта или с начала эксплуатации до начала планируемого года, ч.Если при вычислении окажется, что К0 >12, то капитальный ремонт оборудования в планируемом году не производится и переносится на следующий год.
План ремонтно-механического цеха и электроцеха на очередной месяц разрабатывается на основании общего плана ППР по ремонту машин и агрегатов, изготовлению запасных частей, модернизации оборудования и других заказов предприятия.
Для учета планирования ремонтных работ необходимо знать трудоемкость их проведения.
Для предварительных подсчетов объема ремонтных работ оборудование делится на группы (категории) ремонтной сложности, учитывающие степень сложности и ремонтные особенности машин. Чем сложнее оборудование, больше его основные размеры и выше требуемая точность или качество выпускаемой продукции, тем выше категория сложности его ремонта. Группа ремонтной сложности показывает, какое количество условных ремонтных единиц содержится в полной трудоемкости данной машины.
Таблица 1. Трудоемкость работ условной единицы ремонтной сложности по ТО и ремонту механического (
 ), электротехнического (
), электротехнического ( ) оборудования для промышленного сборного железобетона
) оборудования для промышленного сборного железобетона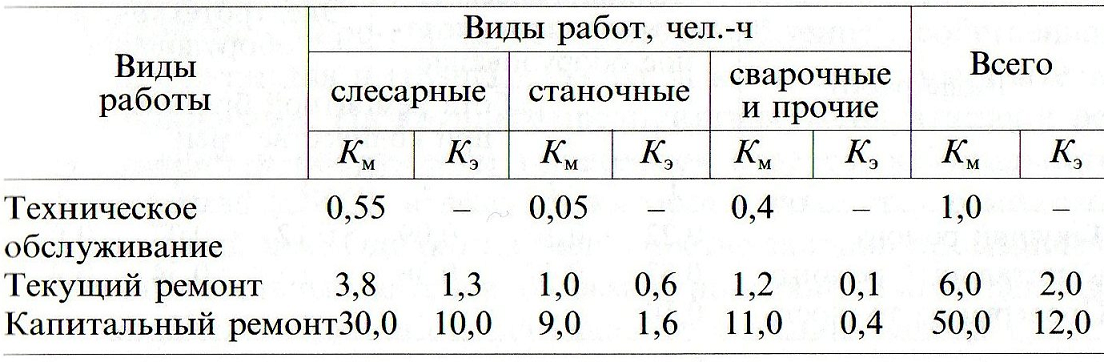
Количественной характеристикой сложности ремонта конкретных моделей оборудования служит трудоемкость их капитального ремонта (
 ).
).Нормы трудоемкости условной единицы ремонтной сложности в разных отраслях промышленности строительных материалов различны, что объясняется спецификой оборудования и условиями его работы. Так, в асбестоцементной промышленности в качестве эталонного агрегата принята листоформовочная машина СМ-943, ремонтная сложность которой составляет 66 единиц при единице трудозатрат, равной 35 чел. - ч в условной единице ремонтной сложности механической части, 65 % трудоемкости приходится на слесарные и прочие работы и 35 % — на станочные работы.
В промышленности сборного железобетона одна условная единица ремонтной сложности механической части технологического оборудования на капитальный ремонт принимается равной 50 чел. - ч.
Группа ремонтной сложности оборудования заводов промышленных строительных материалов приводится в отраслевых положениях ППР.
Трудоемкость условной единицы ремонтной сложности оборудования сборного железобетона для различных ремонтных работ приводится в табл. 1.
Общая трудоемкость ремонта (чел. - ч) какой-либо машины с учетом ремонта ее электрооборудования:

где
 и
и  — трудоемкость условной единицы ремонтной сложности механического и электротехнического оборудования, чел-ч;
— трудоемкость условной единицы ремонтной сложности механического и электротехнического оборудования, чел-ч;  и
и  — группы ремонтной сложности механического и электротехнического оборудования.
— группы ремонтной сложности механического и электротехнического оборудования.Таблица 2. Нормы простоя оборудования на одну условную единицу ремонтной сложности (сут.)
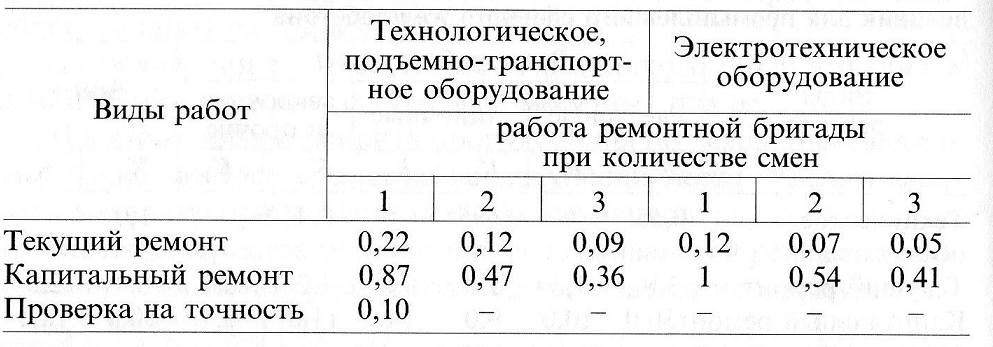
Продолжительность простоя машин при ремонте зависит от трудоемкости ремонта, состава и квалификации ремонтной бригады, технологии ремонта и уровня организационно-технических мероприятий. Норма простоя (сут.) оборудования при ремонте (при пятидневной рабочей недели с двумя выходными):

где
N — норма простоя оборудования, определяемая по табл.2;
r — группа ремонтной сложности механической или электротехнической части оборудования.
3. Технологическая часть
3.1. Общие сведения о станке
Токарная установка, о которой пойдет речь в этой статье, оснащена комплексом числового программного управления, позволяющим на высоком уровне эффективности осуществлять за несколько проходов либо за один обработку внутренних (сечением не более 100 сантиметров) и наружных (сечением не более 50 сантиметров) частей тел вращения. Профиль обрабатываемых заготовок может быть криволинейным или ступенчатым.
Применяется станок чаще всего при мелко- и среднесерийном производстве.
16К20Т1 был создан на базе универсального станка 16К20 специалистами Московского предприятия "Красный пролетарий". По рабочим движениям, составным узлам и компоновке эти два агрегата являются полностью идентичными. Конструкция указанных станков также унифицирована.
Назначение токарного станка 16К20Т1 с ОСУ - Токарная обработка деталей типа тел вращения в замкнутом полуавтоматическом цикле.
Токарный патронно-центровой станок 16К20Т1 предназначен для токарной обработки наружных (диаметром до 500 мм) и внутренних поверхностей деталей (длиной до 1000 мм) со ступенчатым и криволинейным профилем в осевом сечении.
Область применения: мелкосерийное, серийное производство с небольшими повторяющимися партиями деталей.
Принцип работы и особенности конструкции станка
Токарный станок 16К20Т1 сконструирован на базе токарного станка 16к20ф3 и имеет то же назначение. Большинство узлов унифицировано. Во многом унифицирована также конструкция. Принципиально различаются системы управления.
В отличие от станка 16К20Ф3 в станке 16К20Т1:
-
пределы продольных подач 0,01..2,8 мм/мин; -
наибольшая скорость движения продольной подачи 2000 мм/мин; -
скорость быстрых продольных ходов 6000 мм/мин.
Управление станком осуществляется посредством «Электроники НЦ-31». Станок оснащен следящими электроприводами подач: источниками движения являются двигатели постоянного тока; обратная связь выполнена на базе датчиков фотоимпульсного типа.
Оперативное управление обеспечивает ввод и редактирование управляющей программы с помощью клавиатуры пульта, а также возможность передачи программы в кассету внешней памяти для хранения вне станка. На УЧПУ «Электроника НЦ-31» программа визуализируется на лампах цифровой индикации.
Станок может выпускаться в специальном и специализированном исполнении с наладкой по комплекту заказа, например 16К20Т.1.Н001, 16К20Т1.Н002.
Фланцевый конец шпинделя выполнен по ГОСТ 12593 (DIN 55027, ИСО 702-3-75) под поворотную шайбу, с центрирующим коротким конусом 1:4 (7°7′30″), номинальный диаметр конуса D = 106,375 мм, условный размер конца шпинделя - 6. Внутренний (инструментальный) конус шпинделя - Морзе 6. Стандартный диаметр токарного патрона 200, 250 мм.
Класс точности П по ГОСТ 8—82.