Файл: Ремонт с применением сварки монорельса консольнокозлового крана.docx
ВУЗ: Не указан
Категория: Не указан
Дисциплина: Не указана
Добавлен: 05.12.2023
Просмотров: 136
Скачиваний: 1
ВНИМАНИЕ! Если данный файл нарушает Ваши авторские права, то обязательно сообщите нам.
 (1)
(1)
где Сэ – эквивалент углерода, %;
 - содержание углерода, %;
- содержание углерода, %; - содержание магния, %;
- содержание магния, %; - содержание никеля, %;
- содержание никеля, %; - содержание хрома, %;
- содержание хрома, %; - содержание молибдена, %;
- содержание молибдена, %; - содержание ванадия, %.
- содержание ванадия, %.Стали у которых Сэ = 0,2...0,45%, хорошо свариваются, не требуют предварительного подогрева и последующей термообработки.
Исходя из вышеперечисленных расчетов делаем вывод,что сталь 09Г2С обладает хорошей свариваемостью, не требуется предварительного подогрева и последующей термообработки.
1.4 Обоснование выбора способа сварки
Выбор способа сварки зависят от следующих факторов:
-толщины свариваемого материала;
-протяжённости сварных швов;
-требований к качеству выпускаемой продукции;
-химического состава металла;
-предусматриваемой производительности;
-трудоемкости в работе.
Для ремонта с применением сварки монорельса консольно-козлового крана выбираем ручную дуговую сварку. Выбор обусловлен тем, что данный вид сварки позволяет производить работы в труднодоступных местах, а так же применять оборудование небольших размеров при этом имея хорошие технические характеристики для произведения работ, что и необходимо для ремонта данной конструкции.
Сущность процесса: дуга горит между стержнем электрода и основным металлом. Под действием теплоты дуги электрод и основной металл плавятся, образуя металлическую сварочную ванну. Капли жидкого металла с расплавляемого электродного стержня переносятся в ванну через дуговой промежуток. Вместе со стержнем плавится покрытие электрода, образуя газовую защиту, вокруг дуги и жидкую шлаковую ванну на поверхности расплавленного металла. Металлическая и шлаковая ванны вместе образуют сварочную ванну. По мере движения дуги металл сварочной ванны затвердевает и образует сварной шов. Жидкий шлак по мере остывания образует на поверхности шва твёрдую шлаковую корку, которая удаляется после остывания шва.[5]
Ручная дуговая сварка имеет ряд преимуществ:
- возможность сварки в любых пространственных положениях;
- возможность сварки в местах с ограниченным доступом;
- сравнительно быстрый переход от одного свариваемого материала к другому;
- возможность сварки самых различных сталей благодаря широкому выбору выпускаемых марок электродов;
- простота и транспортабельность сварочного оборудования.
1.5 Выбор сварочных материалов
Все электроды, применяемые для ручной сварки, должны удовлетворять следующим основным требованиям:
- обеспечивать получение наплавленного металла требуемого химического состава и механических свойств;
- обеспечивать получение швов, стойких против горячих трещин, не склонных к холодным трещинам, плотных и беспористых;
- обеспечивать хорошие технологические свойства;
- обеспечивать высокую производительность сварки;
- не содержать по возможности в составе покрытия дорогостоящих
дефицитных материалов;
- не оказывать вредного влияния на рабочих.
Для ремонта с применением сварки монорельса консольно-козлового кранаиспользуем электроды марки УОНИ 13/55типа Э-50АГОСТ 9467-75, которые удовлетворяют всем выше перечисленным требованиям.
Электроды УОНИ-13/55 с основным покрытием предназначены для ручной электродуговой сварки особо ответственных конструкций из низкоуглеродистых, среднеуглеродистых и низколегированных сталей,требующих повышенных характеристик по пластичности и ударной вязкости сварного шва, работающих при знакопеременных нагрузках и отрицательных температурах до -50 °С. Обладают стабильными техническими характеристиками.
Стержень электрода – проволока марки Св-08А ГОСТ 2246-70.[23]
При использовании УОНИ-13/55, металл шва характеризуется высокой стойкостью против образования кристаллизационных трещин и низким содержанием водорода.
Общая характеристика электродов включает в себя следующие параметры:
-покрытие сварочных электродов: основное;
-коэффициент наплавки, г/А•ч: 9;
-производительность наплавки электродов (для диаметра 4,0 мм), кг/ч: 1,4;
-расход электродов на 1 кг наплавленного металла, кг: 1,7.
Химический состав наплавленного металла указан в таблице 4, механические свойства наплавленного металла указаны в таблице 5.
Таблица 4. Химический состав наплавленного металла, %
| C | Mn | Si | S | P |
| 0,09 | 0,83 | 0,42 | 0,022 | 0,024 |
Таблица 5. Механические свойства наплавленного металла
| Временное сопротивление разрыву, МПа | Предел текучести, МПа | Относительное удлинение, % | Ударная вязкость, Дж/см2 |
| 490 | 410 | 29 | 127 |
Расшифровка обозначенияэлектродов

где Э50А-тип сварочного электрода (для сварки углеродистых и низколегированных конструкционных сталей с временным сопротивлением разрыву до 50кгс/мм2.
УОНИ 13/55 - марка сварочных электродов.
У-сварка углеродистых и низколегированных конструкционных сталей с временным сопротивлением разрыву до 60кгс/мм2 (условное обозначение назначения сварочного электрода по ГОСТ 9466-75).
Д - с толстым покрытием (условное обозначение по ГОСТ 9466-75), при 1,45
Е514-группа индексов, указывающих характеристики наплавленного металла и металла шва.
Б -основное покрытие (условное обозначение по ГОСТ 9466-75).
2-сварка во всех пространственных положениях, кроме вертикального сверху вниз (условное обозначение по ГОСТ 9466-75).
0-сварка постоянным током обратной полярности (условное обозначение по ГОСТ 9466-75).
1.6 Выбор режима сварки
Режимом сварки называется совокупность характеристик сварочного процесса, обеспечивающих получение сварных соединений заданных размеров, форм, качества.
Параметры ручной дуговой сварки при соотношении тока, толщины металла и диаметра электрода указаны в таблице 6.
Параметры режима сварки влияют на форму, и размеры шва. Чтобы получить качественный сварной шов заданных размеров, необходимо правильно подобрать режимы сварки, исходя из толщин свариваемого металла, типа соединения и его положения в пространстве. [7]
При ручной дуговой сварке основными параметрами режима являются:
- диаметр электрода, dэл, мм.
- сила сварочного тока, Iсв, А.
- напряжение на дуге, Uд, В.
- скорость сварки, Vсв, м/ч.
Дополнительными параметрами режима являются:
- род тока.
- полярность тока (при постоянном токе).
Таблица 6.Параметры ручной дуговой сварки при соотношении тока, толщины металла и диаметра электрода
| Толщина заготовки | 0,5 | 1-2 | 3-5 | 6-8 | 9-12 | 13-15 | 16 |
| Толщина электродов | 1 | 1,5-2 | 3-4 | 4 | 4-5 | 5 | 6-8 |
| Сила тока | 10-20 | 30-45 | 100-160 | 120-200 | 150-200 | 160-250 | 200-350 |
Согласно технологической карте (Приложение А) выбираем диаметр электродов dэ=4 мм.
Величину сварочного можно подсчитать, пользуясь формулой:
 (2)
(2) где Iсв-сила сварочного тока
dэ-диаметр электрода

Напряжение регулируется в пределах 22 ÷ 28 В
Скорость сварки рассчитываем для следующих сварочных швов: С7, С8, Н1, Т3
Скорость перемещения дуги (скорость сварки) следует определять по формуле:
 (3)
(3)где Vсв-скорость сварки
Lн – коэффициент наплавки, г/А час; (9,0)
γ – плотность наплавленного металла за данный проход, г/см3 (7,8 г/см3 – для стали);
Iсв- сила сварочного тока, А;
Fн-площадь поперечного сечения наплавленного металла, мм2, рассчитывается по формуле:
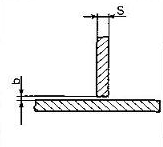
Для С7;
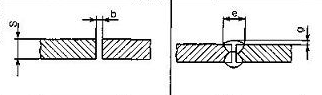
 (4)
(4)гдеS-Толщина металла, мм
b-зазор, мм
g-усиление шва, мм
e-ширина шва,мм

Для С8;
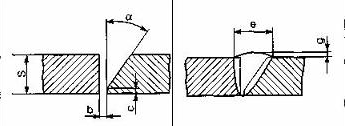
 (5)
(5)где S-Толщина металла, мм
b-зазор, мм
c-притупление кромок, мм
α-угол разделки кромок
g-усиление шва, мм
e-ширина шва, мм

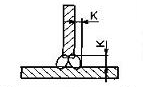
Для Н1;

 (6)
(6)где К- катет шва
К = 0,4S + 2 мм
где S- толщина металла
С катетом 5 мм.

С катетом 8 мм.
Для Т3;
 (7)
(7)где К-катет шва

Рассчитываем скорость сварки:
Для С7;

Для С8;

Для Н1;
С катетом 5 мм.

С катетом 8 мм.

Для Т3;

Результаты расчета режима сварки заносятся в таблицу 7.
Таблица 7. Режимы сварки
| Вид шва | Режимы сварки | |||
| dэл, мм | Iсв, А | Uд, В | Vсв, м/ч | |
| С7 | 4 | 176 | 24 | 5,37 м/ч |
| С8 | 4 | 176 | 24 | 7,52 м/ч |
| Н1 с катетом шва 5 мм | 4 | 176 | 24 | 81 м/ч |
| Н1 с катетом шва 5 мм | 4 | 176 | 24 | 50,7 м/ч |
| Т3 | 4 | 176 | 24 | 2,5 м/ч |