Файл: Ремонт с применением сварки монорельса консольнокозлового крана.docx
ВУЗ: Не указан
Категория: Не указан
Дисциплина: Не указана
Добавлен: 05.12.2023
Просмотров: 137
Скачиваний: 1
ВНИМАНИЕ! Если данный файл нарушает Ваши авторские права, то обязательно сообщите нам.
Освещенность кабины должна быть не менее 80—100 л к.
Кабину оборудуют местной вентиляцией с воздухообменом 40 м3/ч на каждого рабочего. Вентиляционный отсос должен располагаться так, чтобы газы, выделяющиеся при сварке, проходили мимо сварщика.
Временное рабочее место применяется для сварки непосредственно на самом объекте. В этом случае на рабочем месте должно присутствовать и вспомогательное оборудование. При выполнении работ на мобильных местах они огораживаются огнестойкими ширмами, щитами, а также должны быть оснащены огнетушителями и средствами пожаротушения. Заготовки должны быть предварительно подготовлены к выполнению сварочных работ.
Перед началом работы в монтажной зоне мастер обязан подробно ознакомить электросварщика с характером предстоящей работы, а также с приемами безопасного выполнения данного задания.
Перед началом работы в действующих электроустановках, с мостовых кранов, на высоте, в условиях других опасностей (газ, температура, сырость и т.п.) мастер обязан оформить наряд-допуск и провести производственный инструктаж на рабочем месте, в котором требуется разъяснить:
- место установки электросварочного аппарата или агрегата;
- способ заземления;
- характер работы по выполнению электродуговой сварки и безопасные приемы ее исполнения;
- ограждение мест сварки;
- номер телефона и место нахождения дежурного электромонтера.
3.2 Технические, технологические, организационные решения по устранению опасных и вредных факторов
При выполнении работ по сборке и сварке исполнители должны строго выполнять все требования и указания правил техники безопасности, промсанитарии и пожарной безопасности в соответствии с инструкциями.
Перед началом работы исполнители должны пройти необходимый инструктаж по соблюдению правил и требований техники безопасности. При этом должно быть обращено внимание на особо опасные технологические операции настоящего технологического процесса (кантовку, газовую резку, электросварку).
Анализ опасных и вредных производственных факторов
К вредным производственным факторам при ручной дуговой сварке относятся:
- повышенная запыленность и загазованность воздуха рабочей зоны;
- ультрафиолетовое, видимое и инфракрасное излучение сварочной дуги, а также инфракрасное излучение сварочной ванны и свариваемых изделий;
- электромагнитные поля;
- ионизирующее излучение;
- шум;
- ультразвук;
- статическая нагрузка на руку.
При сварке в зону дыхания работающих могут поступать сварочные аэрозоли, содержащие в составе твердой фазы окислы различных металлов (марганца. хрома, никеля, меди, титана, алюминия, вольфрама, железа и т.д.), их окислы и другие соединения, а также токсичные газы (окись углерода, озон, фтористый водород, окислы азота и др.). Количество и состав сварочных аэрозолей, их токсичность зависят от химического состава сварочных материалов и свариваемых металлов, вида технологического процесса. Воздействие на организм выделяющихся вредных веществ может явиться причиной острых и хронических профессиональных заболеваний и отравлений. [19]
Интенсивность излучения сварочной дуги в оптическом диапазоне и его спектр зависят от мощности дуги, применяемых материалов, защитных и плазмообразующих газов. При отсутствии защиты возможны поражения органов зрения (электроофтальмия, катаракта и т.п.) и ожоги кожных покровов. Отрицательное воздействие на здоровье может оказать инфракрасное излучение предварительно подогретых изделий, нагревательных устройств (нарушение терморегуляции, тепловые удары). [13]
При ручных и полуавтоматических методах сварки имеет место статическая нагрузка на руки, в результате чего могут возникнуть заболевания нервно-мышечного аппарата плечевого пояса. К опасным производственным факторам относятся воздействие электрического тока, искры и брызги, выбросы расплавленного металла и шлака; возможность взрыва баллонов и систем, находящихся под давлением; движущиеся механизмы и изделия.
Проблема безопасности труда должна рассматриваться комплексно, с учетом всех факторов, создающих условия несчастных случаев и профзаболеваний.
3.3 Электробезопасность
Воздействие электрического тока на человека может привести к общим и местным травмам. Общие травмы от поражения током именуются электроударами. Они сопровождаются возбуждением самых различных групп мышц человеческого тела, что может привести как к судорогам, так и к остановке дыхания и даже сердца. К местным травмам относятся: ожоги, металлизация кожи, электрические знаки, механические повреждения и электоофтальмия.
Основными причинами поражения электрическим током являются:
- случайное прикосновение к токоведущим частям, находящимся под напряжением;
- случайное приближение на недопустимо близкое расстояние к высоковольтным установкам, находящимся под напряжением;
- касание конструктивных элементов оборудования нормально не находящихся под напряжением( корпусов, кожухов и т.п.), но оказавшихся под напряжением в результате повреждения изоляции или других причин;
- появление напряжения на электроустановках во время монтажа, ремонта и наладки вследствие ошибочного их включения;
- появление шагового напряжения на поверхности земли либо на опорной поверхности.[13]
Вероятность исключения указанных причин зависит от степени обучения персонала. Для предупреждения возможного поражения электрическим током при выполнении электросварочных работ необходимо соблюдать основные правила:
- использование средств индивидуальной защиты и специальных электрозащитных приборов и устройств;
- корпуса оборудования и аппаратуры, к которым подведен электрический ток, должны быть заземлены;
- все электрические провода, идущие от распределительных щитков и на рабочие места должны быть надежно изолированы и защищены от механических повреждений;
- запрещается использовать контур заземления, металлоконструкции зданий, а также трубы водяной и отопительной систем в качестве обратного провода сварочной цепи;
- для переносного освещения напряжение для питания должно быть не более 12В;
- организация профотбора путем проведения медосмотров при приёме на работу и периодически раз в два года лиц, связанных с эксплуатацией электроустановок;
- обучение и аттестация персонала;
- организация безопасной эксплуатации электроустановок.
Монтаж, ремонт электрооборудования и наблюдение за ним должны выполнять электромонтеры. Сварщикам категорически запрещается исправлять силовые электрические цепи. При поражении электрическим током необходимо выключить ток первичной цепи освободить от его воздействия пострадавшего, обеспечить к нему доступ свежего воздуха, вызвать врача, а при необходимости до прихода врача сделать искусственное дыхание.[20]
3.4 Пожаробезопасность
Проведение любых сварочных работ может быть опасным в связи с тем, что могут возникать внезапные возгорания и взрывы. Поэтому, прежде чем приступить к процессу сварки
, необходимо обеспечить условия, при которых соблюдаются все правила пожарной безопасности.
Для проверки соблюдения правил пожарной безопасности назначается ответственное лицо. Этот человек должен проинструктировать сотрудников, занимающихся сварочными работами. А также убедиться в том, что рабочее место подготовлено в соответствии с правилами. Начальник или ответственное за пожарную безопасность строений и участков лицо — должен обеспечить проверку территории проведения работ на протяжении 3-4 часов после завершения работ и удостоверится, что отсутствуют условия для возникновения возгорания. Если предстоит сварка емкостей, в которых ранее находились жидкости или газы, которые легко воспламеняются, то необходимо удостоверится в том, что была произведена мойка и очистка данных емкостей. Дополнительно проводят лабораторный анализ рабочей среды.[20]
Для обеспечения противопожарной защиты на участке устанавливается противопожарный кран, противопожарный щит (топор, багор, лопата, огнетушитель) и ящик с песком. Средства тушения должны находиться в исправном состоянии. Разработан и доведен до каждого работающего план эвакуации на случай пожара.[13]
Пожарная безопасность сварочных работ зависит от мест проведения процессов сваривания или газорезки. В закрытых или подвальных помещениях необходимо оставлять открытыми двери или люки и устанавливать переносную и находящуюся в рабочем состоянии вентиляцию. Также следуют очистить территорию радиусом как минимум в 5 метров для сварочной установки.
Лицо, которое ответственно за пожарную безопасность, должно проверить наличие средств для тушения пожаров до начала работ, а после окончания — убедиться, что были приняты все меры для предотвращения возможного возникновения пожара.
4.ЭКОНОМИЧЕСКАЯ ЧАСТЬ
4.1 Расчет расходов на материалы
Расчет материальных затрат на ремонт монорельса крана определяется по следующей формуле:
Зм=Зо.м.+Зэ.м. (5)
где МЗ - материальные затраты, руб.;
Зо.м – стоимость основного материала, руб.;
Зв.м – стоимость сварочных материалов, руб.;
Расчет стоимости основного материала определяется по следующей формуле:
Зо.м.= L*n*
 (6)
(6)Зо.м.=

где,L – длина детали ремонта, см (определяется по данным чертежа)
n – количество детали ремонта, шт (определяется исходя из технологической карты)
 цена основного материала, руб/пог.м (цена уголка 75*75*8 - 1пог.м -556р).
цена основного материала, руб/пог.м (цена уголка 75*75*8 - 1пог.м -556р).Расчет сварочных материалов производится по формуле:
 (7)
(7)где,Gэл – расход электродов при ручной дуговой сварке, кг;
Цэ- цена электродов, руб/кг (электрод УОНИ 13/55 Ø4 -138руб/кг)
Расход электродов при ручной дуговой сварке, Gэл, кг, определяется по формуле:
Gэл = ψ · МΣНМ, (8)
где, ψ - коэффициент расхода, учитывающий потери электродов на огарки, угар и разбрызгивание металла (для УОНИ 13/55 ψ =1,7)
Масса наплавленного металла, г рассчитывается по формуле:
 (9)
(9)ГдеL–длина шва, см (1100+1100=2200 мм=220 см из чертежа на два раскоса );
Fшв – площадь поперечного сечения, см2 (рассчитывается согласно технологической карты Н1)
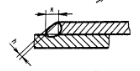
 (10)
(10)где К-катет шва, мм
н-усиление шва

ρ – плотность металла г/см3, (для стали 7,8г/см3).
