Добавлен: 06.02.2019
Просмотров: 23325
Скачиваний: 14

191
3.1.5. Особенности деградации керамики в ходе длительной анодной поляризации
Большинство деградационных испытаний керамических материалов проводили в
расплаве с КО 1.8 (920–935
о
С), насыщенном по глинозему (табл. 5). Оценки интеграль-
ной скорости коррозии, приведенные в таблице, выполнены на основании аналитиче-
ских данных о содержании олова в расплаве и полученном алюминии. С учетом высо-
кой летучести соединений олова, имеющей место, в том числе, и при анодной поляри-
зации керамических анодов [687], эти величины следует рассматривать лишь как при-
ближенную оценку снизу. На это, в частности, указывает и различие в величинах ско-
рости износа, оцененных по данным аналитического определения Sn и по изменению
геометрических размеров анода в ходе долговременных экспериментов (образцы 4, 6 в
табл. 5). Тем не менее, в условиях постоянства геометрии измерительной ячейки и по-
стоянства условий газообмена оценка по аналитическим данным может служить срав-
нительной характеристикой скорости деградации материала в разных расплавах и при
различных условиях электролиза. В табл. 5 представлены также толщины поверхност-
ных слоев керамики, претерпевших те или иные деградационные изменения, установ-
ленные по результатам электронно-микроскопического исследования. Подробно эти
величины обсуждаются ниже.
Варьирование условий ресурсных испытаний в широких пределах не приводит к
существенному изменению уровня загрязнения алюминия и скорости деградации кера-
мики. Как в ходе 10–12 часовых испытаний (при массе расплава 2.1кг), так и в ходе
100-часовых испытаний (при массе расплава 13–14 кг), концентрация олова в расплаве
достигает стационарного значения в течение первых 1–2 часов и затем остается при-
близительно постоянной (рис. 147). Следует отметить, что определяемые величины
концентраций олова в расплаве очень малы, и точность их определений невелика. Ко-
лебания в стационарных значениях 30–60 ppm между экспериментами, проводимыми с
большим интервалом по времени, могут объясняться изменением настроек рентгеноф-
люоресцентного анализатора. Наблюдаемая стационарная концентрация хорошо согла-
суется с остаточной, найденной в ходе химических тестов на летучесть в таком же рас-
плаве (рис. 128). С учетом замедленности стадии восстановления оловосодержащих
частиц в расплаве (см. выше) можно предположить, что скорость поступление олова в
расплав превышает скорость связывания его из расплава в металлический алюминий. В
этих условиях концентрация олова в расплаве определяется его максимальной раство-
римостью и поэтому практически не изменяется при варьировании таких условий элек-
тролиза, как качество керамики, плотность тока и т.д. По этим же самым причинам и
количество олова в алюминии изменяется не очень значительно.

192
Табл. 5. Условия и результаты ресурсных испытаний деградационной устойчивости материалов на
основе диоксида олова.
Обра-
зец
Плотность,
г/см
3
,
открытая
пористость,
%
КО,
темпера-
тура,
o
C
Время,
ч
Плотность
тока, A/см
2
,
выход по
току, %
Sn в
Al,
мас.%
Sn в
рас-
плаве,
ppm
Толщина
слоя
вымыва-
ния ме-
ди, мкм
Толщина
слоя внут-
ренней
деграда-
ции, мкм
Скорость
корро-
зии,
мм/год
1 6,1
13%
1.8
920
o
C
12 0,53
65%
0,26 61 550
230
8,8
2 6.29
7%
1.8
920
o
C
24 0.52
48%
0.07 31 1250
200
4.7
3 6.1
13%
1.8
920
o
C
64 0.42
45%
1.6
1
— 1750 450-750 —
4 6.1
9%
1.8
920
o
C
100 0.50
54%
0.19 60 500-2200
500-1000
60-200
5
4 (15
2
)
5 6.8
0,2%
1.8
920
o
C
10 0.53
44%
0.055 37
60
60
1.7
6 6,7
1%
1.8
920
o
C
100 0,5
55%
0,34 60 500-1000
500-1000
до 150
5
6 (17
2
)
7
3
6.5
0,5%
1.8
920
o
C
12 0.53
49%
0.035 39
70
70
1.6
8 6.4
9%
1.3
750
o
C
12 0.53
60%
0.70 32 полное разрушение
материала
16.1
9 6.8
0.2%
1.3
750
o
C
10 0.43
51%
0.14 106 —
600
5
9.6
10 6.4
9%
2.3
970
o
C
12 0,48
53%
0,33 25 50 менее 20
6,57
11 6.3
7.3%
1.8 (10%
KF)
860
o
C
12 0.53
51%
0.10 39 1500
310
4.35
12 6,26
2%
1.8
920
o
C
12 0,67
68%
0,17 29 450
70
8,4
13 6,4
9%
1.8
920
o
C
12 0,25
43%
0,15 33 330
70
4,0
14 6,4
9%
1.8
920
o
C
12 0,97
40%
0,15 25 470
420
4,9
15 6,4
9%
1.8
920
o
C
7.5 1,48
34%
0,7 67 960
830 28,1
16 6,4
9%
1.8
920
o
C
12 0,45
44%
0,42 82 550
120
9,5
17
4
5,8
17,4%
1.8
920
o
C
12 0,49
63%
0,25 22 900
320
5,6
1
Величина значительно завышена, так как в ходе электролиза произошло касание анода металлическим алюминием
2
Скорость коррозии оценена на основании уменьшения геометрических размеров анода в ходе испытаний.
3
Керамика 90 мас.% SnO
2
+ 5 мас.% CuO + 5 мас.% Sb
2
O
3
4
Шамотированный образец керамики.
5
Область ярко выраженной коррозии
0
20
40
60
80
100
0
10
20
30
40
50
60
70
80
90
100
c(SnO
2
),
ppm
t, час
а
0
2
4
6
8
10
0
10
20
30
40
c(S
nO
2
),
p
pm
t, час
б
Рис. 147. Изменение концентрации олова в расплаве, в ходе 100-часовых ресурсных испыта-
ний (а) (обр. 4) и 10-часовых испытаний высокоплотной керамики (б) (обр. 5).


193
Было проведено большое число экспериментов по варьированию геометрической
конфигурации измерительной ячейки (с введением различных видов полупроницаемых
мембран и т.п.), с целью затруднить конвекционный и диффузионный транспорт олово-
содержащих частиц от анода к катоду и, тем самым, снизить уровень загрязнения алю-
миния по олову. Однако, снижения уровня загрязнения алюминия оловом во всех этих
экспериментах зафиксировано не было, что еще раз подтвердило корректность сделан-
ных ранее выводов о замедленности электрохимической стадии перехода олова из рас-
плава в алюминий. Избыток соединений олова, попадающий в расплав, удаляется из
системы благодаря высокой летучести его соединений. Наличие соединений олова в
составе налета, образующегося при конденсации из газовой фазы над уровнем расплава
на элементах электролизера, было подтверждено рентгенографически.
Анализ микроструктуры керамики после испытаний позволил выявить, помимо
очевидного процесса растворения керамики в расплаве, три основных деградационных
процесса:
1) пропитывание керамики расплавом;
2) вымывание спекающей добавки CuO, сопровождающееся изменением цвета
материала в сторону осветления;
3) межзереную коррозию керамики, приводящую к росту пористости в припо-
верхностных слоях и ухудшению механических свойств материала.
Керамика с высокой открытой пористостью (
ρ < 6.5 г/см
3
) за время краткосроч-
ных ресурсных испытаний пропитывается расплавом на глубину в несколько милли-
метров. В ходе 100-часовых испытаний расплав проникает на всю глубину керамиче-
ского бруска сечением 15х15 мм. Одновременно в ходе электролиза происходит удале-
ние меди из поверхностных слоев керамики (вымывание медьсодержащих включений)
на глубину до 2.5 мм (рис. 148). Фронт вымывания меди имеет четкий ступенчатый ха-
рактер. В поверхностных слоях керамики медь отсутствует в пределах чувствительно-
сти метода локального микроанализа. Нужно отметить, что если бы удаление медьсо-
держащих фаз происходило исключительно вследствие химического растворения (кон-
тролируемого скоростью диффузии медьсодержащих компонентов в расплаве, запол-
няющем поры), то фронт вымывания был бы более плавным, и его положение коррели-
ровало бы с глубиной пропитывания керамики расплавом. Однако для большинства ис-
пытанных материалов глубина пропитывания расплавом значительно превышает тол-
щину слоя обеднения по меди, исключение составляют высокоплотные образцы 5 и 7 в
табл. 5, испытывавшиеся 10–12 часов. Для них незначительная открытая пористость
194
сделала невозможным быстрое пропитывание керамики расплавом и тем самым значи-
тельно снизила и скорость остальных деградационных процессов.
Анализ панорамных электронно-микроскопических изображений (рис. 149) сви-
детельствует о существенном изменении микроструктуры керамики, увеличении коли-
чества и объема пор. Тонкий поверхностный слой толщиной 50–200 мкм подвергается
наиболее существенной деградации (рис. 150). В этом слое наблюдаются однозначные
признаки разрушения межзеренных контактов (межзеренная деградация), фиксируется
четкая огранка кристаллитов диоксида олова, а так же есть признаки выкрашивания
при полировке. Кроме того, в поверхностном слое отмечен существенный рост разме-
ров зерен диоксида олова (следствие рекристаллизации): рентгенодифрактометриче-
ское исследование поверхностных слоев анода позволило установить существенное
уменьшение полуширин пиков SnO
2
(рис. 151). По данным рентгенофазового анализа, в
порах керамики, после ресурсных испытаний в расплаве с КО 1.8 содержится значи-
тельное количество криолита и оксида алюминия, тогда как хиолит Na
5
Al
3
F
14
, который
является основным компонентом застывшего расплава, отсутствует. В то же время при
анодной поляризации неизбежно локальное уменьшение КО расплава в приэлектрод-
ном слое, вследствие которого доля хиолита должна была бы, напротив, оказаться зна-
чительной. Неожиданной является также кристаллизация в порах анода глинозема, по-
скольку этот компонент быстро расходуется в процессе электролиза. Нужно отметить,
что небольшие количества глинозема удается обнаружить различными методами на по-
верхности керамических образцов после их продолжительной экспозиции в парах
криолит-глиноземного расплава. Эти факты можно объяснить лишь химическим об-
менным взаимодействием между фторидом алюминия (и алюмофторидными комплек-
сами) и диоксидом олова, с образованием оксида алюминия и газообразного или рас-
творенного в расплаве фторида олова (SnF
4
).
а
б
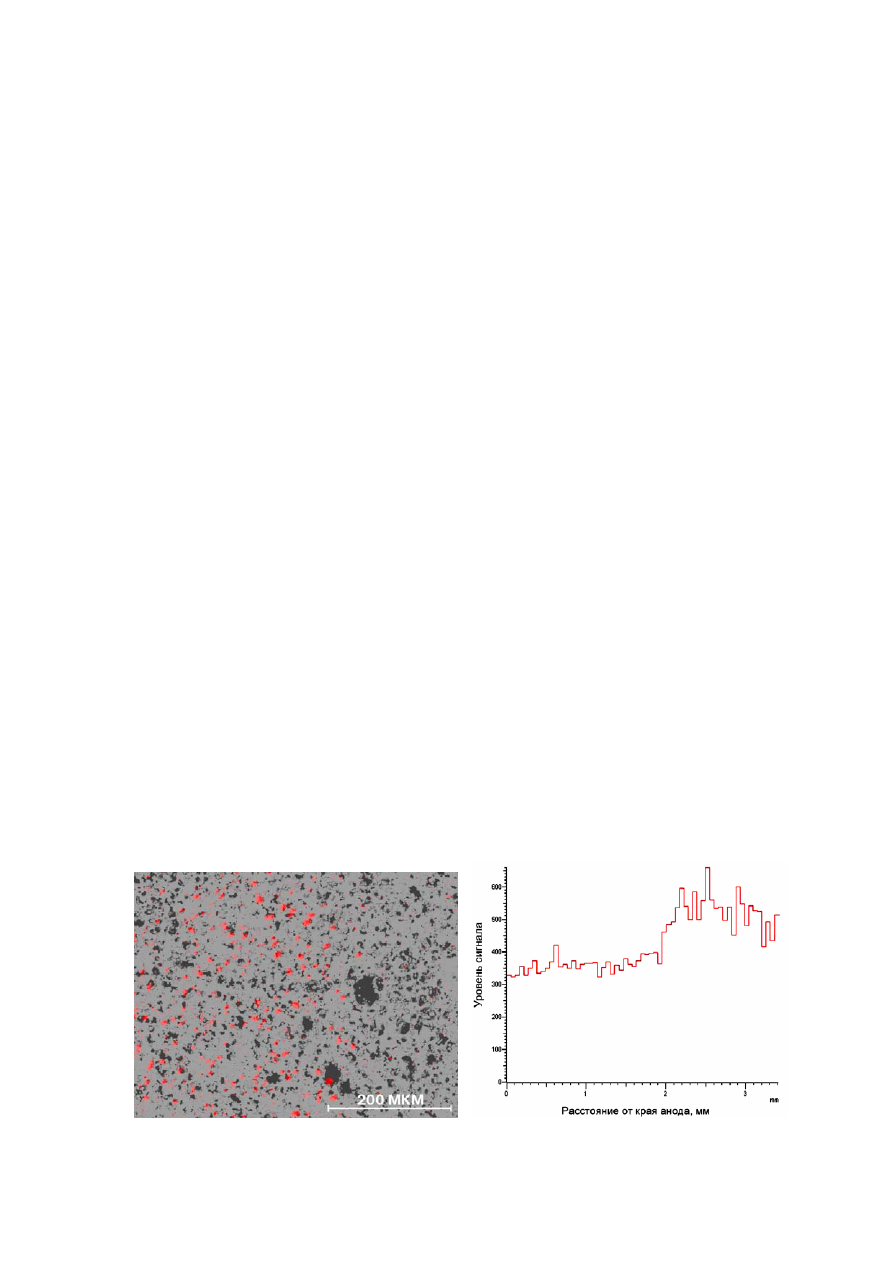
Рис. 148. Электронно-микроскопическое изображение анода в области фронта вымы-
вания меди (обр. 4) после 100-часовых ресурсных испытаний и карта распределения
меди (красный цвет) (а). Профиль содержания меди по глубине (б).
195
a
б
в
г
Рис. 149. Панорамные изображения микроструктуры исходной керамики (а) и не-
скольких керамических анодов (б–в) после 100-часовых ресурсных испытаний (обр. 4).
Край образца справа. Черные вертикальные линии отвечают расстояниям от края 0.5
и 1 мм.
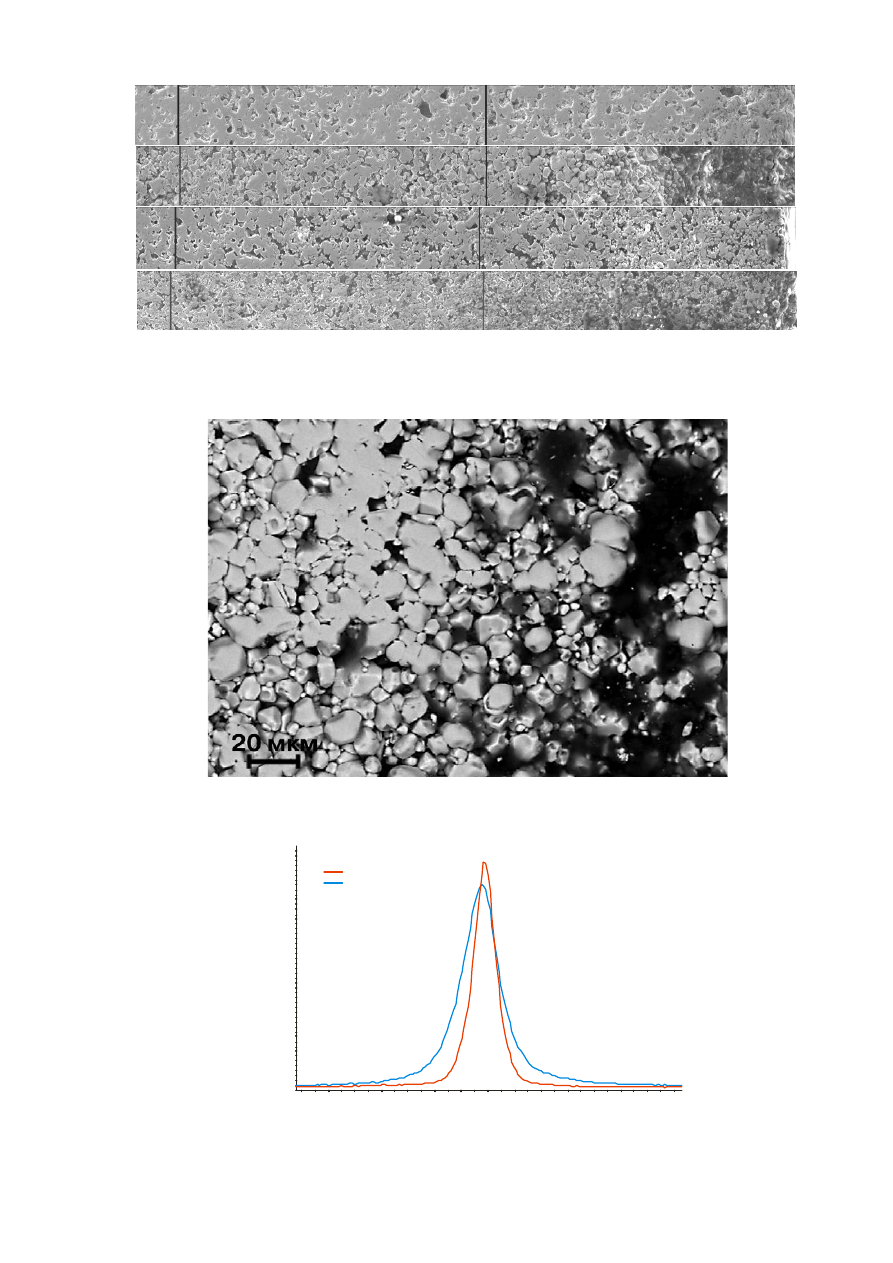
Рис. 150. Электронно-микроскопическое изображение края анода (обр. 4) после 100-
часовых ресурсных испытаний в области выраженной деградации.
2
θ,
град.
33.2
33.4
33.6
33.8
34.0
34.2
34.4
0.0
10.0
20.0
30.0
40.0
50.0
60.0
70.0
80.0
90.0
О
тно
си
те
л
ьная
ин
т
е
н
сив
н
о
с
ть
, %
внешняя поверхность
внутренняя поверхность
Рис. 151. Пик (101) фазы SnO
2
на рентгенограмме пробы, отобранной с внешней по-
верхности керамики после ресурсных испытаний (обр. 4) (красная кривая) и на глу-
бине 8–10 мм от поверхности (черная кривая).