Файл: Удк 331(075. 8) Ббк 65. 24я73 Р79 Рецензенты Б. Г. Збышко.doc
ВУЗ: Не указан
Категория: Не указан
Дисциплина: Не указана
Добавлен: 10.01.2024
Просмотров: 787
Скачиваний: 1
ВНИМАНИЕ! Если данный файл нарушает Ваши авторские права, то обязательно сообщите нам.
СОДЕРЖАНИЕ
должна иметь и организационное обоснование, т.е. исходить из соответствующего уровня организации труда. Но и этого недостаточно для того, чтобы считать норму научно обоснованной. Последнее достигается тогда, когда норма получает еще и психофизиологическое, и социальное обоснование.
Психофизиологическое обоснование предполагает, что нормы должны быть рассчитаны на работу в нормальных и безопасных условиях труда, прежде всего санитарно-гигиенических. Нормы должны исходить из физиологически допустимых темпа, тяжести и нервно-психической напряженности работы.
Социальное обоснование норм должно проявляться в дифференциации норм затрат труда для мужчин и женщин, молодых работников, работников среднего возраста, пожилых людей, здоровых людей и работающих инвалидов. Такая дифференциация может быть достигнута обоснованием и введением коэффициентов к нормам труда, учитывающих возможности и характеристики работников, имеющих разный половозрастной состав и разный социальный статус. Таким образом, научно обоснованной может быть названа лишь всесторонне аргументированная норма труда.
Современная практика нормирования труда на тех предприятиях, на которых этому вопросу уделяется должное внимание, опирается на совокупность нормативных и методических материалов, разработанных в 1970—1980-х гг. НИИ труда, Центральным бюро нормативов по труду (ЦБНТ) с участием многих отраслевых НИИ и нормативно-исследовательских организаций. Возобновление централизованной разработки нормативных материалов по труду востребовано жизнью, оно будет способствовать развитию и расширению сферы нормирования труда на предприятиях, росту обоснованности трудовых показателей и эффективности производства.
13.2. ПРОИЗВОДСТВЕННЫЙ И ТРУДОВОЙ ПРОЦЕССЫ
Для разработки обоснованных норм труда необходимо изучение производственного процесса и его составных частей. Производственный процесс, или процесс производства продукции и услуг, — явление сложное, имеющее технико-технологическую, организационно-трудовую и социально-экономическую стороны.
Технике/-техологическая сторона определяет виды, способы и последовательность воздействия на предмет труда, используемые при этом машины, механизмы, инструменты, порядок и режимы работы машин и оборудования.
Организационно-трудовая сторона процесса производства представляет собой порядок осуществления целесообразной деятельности людей, направленной на изменение формы, размеров, структуры, физико-химических свойств, взаимного расположения предметов труда при помощи средств труда.
Социально-экономическая сторона производства состоит в том, что процесс производства осуществляется персоналом предприятия, имеющим определенную социальную, демографическую, профессионально-квалификационную структуру, которая влияет на результаты производства. Процесс производства связан с расходованием материальных и финансовых средств и созданием добавленной стоимости продукции. Эта сторона производства характеризует экономическое состояние предприятия. Используемые в промышленности производственные процессы отличаются большим разнообразием. В зависимости от назначения они делятся на основные и вспомогательные.
В ходе основного производственного процесса осуществляется выпуск основной продукции, т.е. продукции, ради выпуска которой действует данное предприятие. Подразделения предприятия, которые заняты выпуском основной продукции, также называют основными.
Вспомогательные процессы предназначены для обеспечения нормального протекания основных процессов. Они осуществляются во вспомогательных подразделениях предприятия, которые проводят ремонт оборудования, контроль качества сырья, материалов, полуфабрикатов и готовой продукции, транспортные, погрузочно-разгрузочные и складские работы, выдачу и хранение инструментов и другие работы.
По типу организации производства различают процессы единичные (индивидуальные), мелкосерийные, серийные, крупносерийные и массовые.
Похарактеруприменяемойтехнологиивыделяют процессы механические (добывающие, перерабатывающие, обрабатывающие, формообразующие, сборочные) и физико-химические (химические, тепловые, термические, плавильные и др.).
Похарактеруучастиярабочихв производственном процессе различают процессы ручные, ручные механизированные, машинно-ручные, машинные, автоматизированные и аппаратурные.
По
периодичностиистепениповторяемости процессы делятся на непрерывные и прерывные. Непрерывные процессыдлятся продолжительное время без остановок. Подача сырья, материалов и съем готовой продукции здесь производятся непрерывно или через определенные промежутки времени без остановки машин. Прерывными являются процессы, которые периодически прерываются для съема продукции или загрузки оборудования сырьем или материалами. Их в свою очередь подразделяют на циклические, в которых перерывы осуществляются через равные промежутки времени, и нециклические, когда перерывы в работе оборудования нерегулярны.
Все перечисленные разновидности производственных процессов и их особенности должны учитываться при нормировании труда. Они определяют структуру норм труда, требования к степени их детализации и точности. Так, нормы труда для процессов массового и крупносерийного производства, отличающихся большой частотой повторения одинаковых операций, требуют повышенной точности, для индивидуальных и мелкосерийных производств допустима меньшая точность расчетов.
При ручных, ручных механизированных и машинно-ручных производственных процессах большое внимание должно быть уделено установлению норм затрат труда на выполнение отдельных элементов трудовых операций. Для автоматизированных и аппаратных процессов нормы труда более укрупнены, а в некоторых случаях они ограничиваются установлением норм численности на обслуживание определенных производственных объектов.
Для целей анализа, нормирования и проектирования труда трудовой процесс делится на отдельные части — операции или комплексы операций.
Производственная операция — это часть трудового процесса, выполняемая одним рабочим или группой рабочих на одном рабочем месте над одним предметом труда. Операции классифицируют на отдельные элементы по технологическому и трудовому признакам.
Технологическое деление операций на составные части определяется потребностью соблюдения строгой последовательности процессов воздействия на предмет труда. По технологическим признакам операцию делят на установки, переходы (фазы), проходы.
Установкой называют часть операции, выполняемую над предметом труда при одном его креплении в станке. Одна установка может содержать один или несколько переходов.
Переход (фаза) — технологически однородная часть производственной операции, выполняемая при одном режиме работы оборудования и неизменном инструменте.
Проходы представляют собой повторяющиеся одинаковые части перехода, связанные со снятием одного слоя материала с обрабатываемого изделия.
Для целей нормирования труда деление операции по технологическому признаку дополняется делением ее по трудовому признаку на трудовые действия и движения и на трудовые приемы и комплексы приемов.
Трудовое движение представляет собой однократное перемещение рук, ног, корпуса рабочего в процессе труда.
Трудовое действие — это совокупность трудовых движений, выполняемых непрерывно и имеющих частное целевое назначение. Например, трудовое действие «взять заготовку» складывается из выполняемых последовательно и непрерывно движений «протянуть руку к заготовке», «захватить ее пальцами».
Совокупность трудовых действий, объединенных одним целевым назначением и представляющих собой законченную элементарную работу, называют трудовым приемом. Примером трудового приема будет установка детали или заготовки в патроне станка. Для его выполнения необходимо произвести определенные трудовые действия: взять заготовку, поднести к патрону станка, вставить заготовку в патрон, зажать заготовку в патроне.
Приемы объединяются в трудовые комплексы, или группы, представляющие собой законченную часть перехода или установки. Например, «взять инструмент и измерить деталь» — комплекс из двух приемов.
Разделение операции на отдельные элементы по трудовому признаку имеет большое значение для анализа структуры операции, изучения рациональных приемов и методов труда, совершенствования организации труда. Содержание трудовых движений, действий, приемов, их продолжительность зависят от многих технологических, технических и организационных факторов. Большое влияние на продолжительность выполнения отдельных элементов операции оказывает сам предмет труда: его размеры, масса, форма и вид материала. Последовательность выполняемых работ будет определяться технологией изготовления изделия (продукта), а трудоемкость — его технологичностью, т.е. удобством проведения работ, совершенством технологических приемов и методов воздействия на предмет труда.
Норма времени на выполнение работ будет зависеть также от применяемых орудий труда — машин, механизмов, инструмента, приспособлений, их технико-экономических характеристик и эргономических особенностей (скорость, точность, надежность, удобство обслуживания); от организации рабочего места — рациональности его оснащения и планировки, совершенства системы обслуживания рабочего места по различным производственно значимым функциям.
Время, затрачиваемое на выполнение трудовых операций, зависит от подготовленности рабочих, их общеобразовательного и профессионально-квалификационного уровня, а также от степени овладения передовыми приемами труда.
Анализ операции имеет большое значение для проектирования более совершенных методов труда и представляет собой важный этап работы по установлению научно обоснованных норм и НОТ.
13.3. СОСТАВ ЗАТРАТ РАБОЧЕГО ВРЕМЕНИ
Содержание рабочего времени отличается большим разнообразием составляющих его элементов. Для их раскрытия служат классификация затрат рабочего времени исполнителя (рис. 13.1) и классификация затрат времени использования оборудования.
В любом виде труда рабочее время исполнителя подразделяется на время работы и время перерывов.
Время работы — это период, в течение которого работник осуществляет подготовку к работе, ее непосредственное выполнение и завершение. Оно в свою очередь состоит из времени работы по выполнению производственного задания и времени работы, не предусмотренной производственным заданием.
Время работы по выполнению производственного задания представляет собой время, затрачиваемое на подготовку и непосредственное выполнение задания. Оно состоит из подготовительно-заключительного времени, оперативного времени и времени обслуживания рабочего места.
Подготовительно-заключительноевремя—это время, затрачиваемое работником на подготовку.к выполнению работы и ее завершение (получение задания на работу и ознакомление с ее содержанием, получение материалов, документации, инструментов, сдача готовой продукции, инструмента и др.).
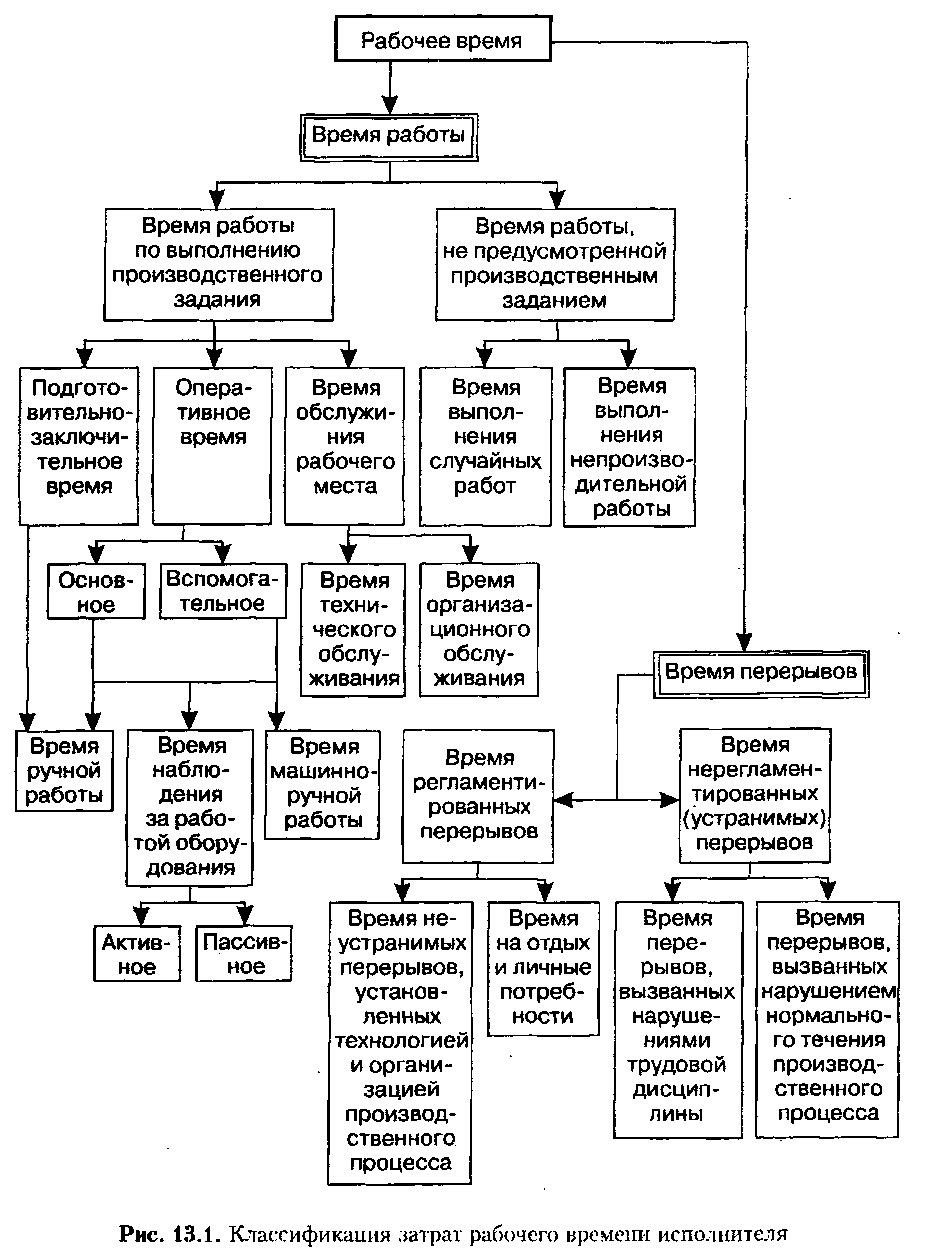
Величина подготовительно-заключительного времени не зависит от объема работы по выполнению производственного задания, поэтому чем больше объем задания, тем меньшая доля подготовительно-заключительного времени приходится на единицу работы по этому заданию.
Оперативноевремя— это время, в течение которого работником или группой работников непосредственно выполняется производственное задание. Оно подразделяется на основное и вспомогательное.
Психофизиологическое обоснование предполагает, что нормы должны быть рассчитаны на работу в нормальных и безопасных условиях труда, прежде всего санитарно-гигиенических. Нормы должны исходить из физиологически допустимых темпа, тяжести и нервно-психической напряженности работы.
Социальное обоснование норм должно проявляться в дифференциации норм затрат труда для мужчин и женщин, молодых работников, работников среднего возраста, пожилых людей, здоровых людей и работающих инвалидов. Такая дифференциация может быть достигнута обоснованием и введением коэффициентов к нормам труда, учитывающих возможности и характеристики работников, имеющих разный половозрастной состав и разный социальный статус. Таким образом, научно обоснованной может быть названа лишь всесторонне аргументированная норма труда.
Современная практика нормирования труда на тех предприятиях, на которых этому вопросу уделяется должное внимание, опирается на совокупность нормативных и методических материалов, разработанных в 1970—1980-х гг. НИИ труда, Центральным бюро нормативов по труду (ЦБНТ) с участием многих отраслевых НИИ и нормативно-исследовательских организаций. Возобновление централизованной разработки нормативных материалов по труду востребовано жизнью, оно будет способствовать развитию и расширению сферы нормирования труда на предприятиях, росту обоснованности трудовых показателей и эффективности производства.
13.2. ПРОИЗВОДСТВЕННЫЙ И ТРУДОВОЙ ПРОЦЕССЫ
Для разработки обоснованных норм труда необходимо изучение производственного процесса и его составных частей. Производственный процесс, или процесс производства продукции и услуг, — явление сложное, имеющее технико-технологическую, организационно-трудовую и социально-экономическую стороны.
Технике/-техологическая сторона определяет виды, способы и последовательность воздействия на предмет труда, используемые при этом машины, механизмы, инструменты, порядок и режимы работы машин и оборудования.
Организационно-трудовая сторона процесса производства представляет собой порядок осуществления целесообразной деятельности людей, направленной на изменение формы, размеров, структуры, физико-химических свойств, взаимного расположения предметов труда при помощи средств труда.
Социально-экономическая сторона производства состоит в том, что процесс производства осуществляется персоналом предприятия, имеющим определенную социальную, демографическую, профессионально-квалификационную структуру, которая влияет на результаты производства. Процесс производства связан с расходованием материальных и финансовых средств и созданием добавленной стоимости продукции. Эта сторона производства характеризует экономическое состояние предприятия. Используемые в промышленности производственные процессы отличаются большим разнообразием. В зависимости от назначения они делятся на основные и вспомогательные.
В ходе основного производственного процесса осуществляется выпуск основной продукции, т.е. продукции, ради выпуска которой действует данное предприятие. Подразделения предприятия, которые заняты выпуском основной продукции, также называют основными.
Вспомогательные процессы предназначены для обеспечения нормального протекания основных процессов. Они осуществляются во вспомогательных подразделениях предприятия, которые проводят ремонт оборудования, контроль качества сырья, материалов, полуфабрикатов и готовой продукции, транспортные, погрузочно-разгрузочные и складские работы, выдачу и хранение инструментов и другие работы.
По типу организации производства различают процессы единичные (индивидуальные), мелкосерийные, серийные, крупносерийные и массовые.
Похарактеруприменяемойтехнологиивыделяют процессы механические (добывающие, перерабатывающие, обрабатывающие, формообразующие, сборочные) и физико-химические (химические, тепловые, термические, плавильные и др.).
Похарактеруучастиярабочихв производственном процессе различают процессы ручные, ручные механизированные, машинно-ручные, машинные, автоматизированные и аппаратурные.
По
периодичностиистепениповторяемости процессы делятся на непрерывные и прерывные. Непрерывные процессыдлятся продолжительное время без остановок. Подача сырья, материалов и съем готовой продукции здесь производятся непрерывно или через определенные промежутки времени без остановки машин. Прерывными являются процессы, которые периодически прерываются для съема продукции или загрузки оборудования сырьем или материалами. Их в свою очередь подразделяют на циклические, в которых перерывы осуществляются через равные промежутки времени, и нециклические, когда перерывы в работе оборудования нерегулярны.
Все перечисленные разновидности производственных процессов и их особенности должны учитываться при нормировании труда. Они определяют структуру норм труда, требования к степени их детализации и точности. Так, нормы труда для процессов массового и крупносерийного производства, отличающихся большой частотой повторения одинаковых операций, требуют повышенной точности, для индивидуальных и мелкосерийных производств допустима меньшая точность расчетов.
При ручных, ручных механизированных и машинно-ручных производственных процессах большое внимание должно быть уделено установлению норм затрат труда на выполнение отдельных элементов трудовых операций. Для автоматизированных и аппаратных процессов нормы труда более укрупнены, а в некоторых случаях они ограничиваются установлением норм численности на обслуживание определенных производственных объектов.
Для целей анализа, нормирования и проектирования труда трудовой процесс делится на отдельные части — операции или комплексы операций.
Производственная операция — это часть трудового процесса, выполняемая одним рабочим или группой рабочих на одном рабочем месте над одним предметом труда. Операции классифицируют на отдельные элементы по технологическому и трудовому признакам.
Технологическое деление операций на составные части определяется потребностью соблюдения строгой последовательности процессов воздействия на предмет труда. По технологическим признакам операцию делят на установки, переходы (фазы), проходы.
Установкой называют часть операции, выполняемую над предметом труда при одном его креплении в станке. Одна установка может содержать один или несколько переходов.
Переход (фаза) — технологически однородная часть производственной операции, выполняемая при одном режиме работы оборудования и неизменном инструменте.
Проходы представляют собой повторяющиеся одинаковые части перехода, связанные со снятием одного слоя материала с обрабатываемого изделия.
Для целей нормирования труда деление операции по технологическому признаку дополняется делением ее по трудовому признаку на трудовые действия и движения и на трудовые приемы и комплексы приемов.
Трудовое движение представляет собой однократное перемещение рук, ног, корпуса рабочего в процессе труда.
Трудовое действие — это совокупность трудовых движений, выполняемых непрерывно и имеющих частное целевое назначение. Например, трудовое действие «взять заготовку» складывается из выполняемых последовательно и непрерывно движений «протянуть руку к заготовке», «захватить ее пальцами».
Совокупность трудовых действий, объединенных одним целевым назначением и представляющих собой законченную элементарную работу, называют трудовым приемом. Примером трудового приема будет установка детали или заготовки в патроне станка. Для его выполнения необходимо произвести определенные трудовые действия: взять заготовку, поднести к патрону станка, вставить заготовку в патрон, зажать заготовку в патроне.
Приемы объединяются в трудовые комплексы, или группы, представляющие собой законченную часть перехода или установки. Например, «взять инструмент и измерить деталь» — комплекс из двух приемов.
Разделение операции на отдельные элементы по трудовому признаку имеет большое значение для анализа структуры операции, изучения рациональных приемов и методов труда, совершенствования организации труда. Содержание трудовых движений, действий, приемов, их продолжительность зависят от многих технологических, технических и организационных факторов. Большое влияние на продолжительность выполнения отдельных элементов операции оказывает сам предмет труда: его размеры, масса, форма и вид материала. Последовательность выполняемых работ будет определяться технологией изготовления изделия (продукта), а трудоемкость — его технологичностью, т.е. удобством проведения работ, совершенством технологических приемов и методов воздействия на предмет труда.
Норма времени на выполнение работ будет зависеть также от применяемых орудий труда — машин, механизмов, инструмента, приспособлений, их технико-экономических характеристик и эргономических особенностей (скорость, точность, надежность, удобство обслуживания); от организации рабочего места — рациональности его оснащения и планировки, совершенства системы обслуживания рабочего места по различным производственно значимым функциям.
Время, затрачиваемое на выполнение трудовых операций, зависит от подготовленности рабочих, их общеобразовательного и профессионально-квалификационного уровня, а также от степени овладения передовыми приемами труда.
Анализ операции имеет большое значение для проектирования более совершенных методов труда и представляет собой важный этап работы по установлению научно обоснованных норм и НОТ.
13.3. СОСТАВ ЗАТРАТ РАБОЧЕГО ВРЕМЕНИ
Содержание рабочего времени отличается большим разнообразием составляющих его элементов. Для их раскрытия служат классификация затрат рабочего времени исполнителя (рис. 13.1) и классификация затрат времени использования оборудования.
В любом виде труда рабочее время исполнителя подразделяется на время работы и время перерывов.
Время работы — это период, в течение которого работник осуществляет подготовку к работе, ее непосредственное выполнение и завершение. Оно в свою очередь состоит из времени работы по выполнению производственного задания и времени работы, не предусмотренной производственным заданием.
Время работы по выполнению производственного задания представляет собой время, затрачиваемое на подготовку и непосредственное выполнение задания. Оно состоит из подготовительно-заключительного времени, оперативного времени и времени обслуживания рабочего места.
Подготовительно-заключительноевремя—это время, затрачиваемое работником на подготовку.к выполнению работы и ее завершение (получение задания на работу и ознакомление с ее содержанием, получение материалов, документации, инструментов, сдача готовой продукции, инструмента и др.).
Величина подготовительно-заключительного времени не зависит от объема работы по выполнению производственного задания, поэтому чем больше объем задания, тем меньшая доля подготовительно-заключительного времени приходится на единицу работы по этому заданию.
Оперативноевремя— это время, в течение которого работником или группой работников непосредственно выполняется производственное задание. Оно подразделяется на основное и вспомогательное.