Файл: Петровский. Автоматизация технологических процессов и производств.pdf
Добавлен: 15.11.2018
Просмотров: 7084
Скачиваний: 85
120
Работа выполняется на персональном компьютере с использованием гра-
фических программ по выбору студента.
Используемые материалы
1. Чертежи деталей – не менее четырех.
2. Классификатор ЕСКД. – М.; Изд - во стандартов, 1986.
3. Технологический классификатор деталей машиностроения и приборострое-
ния. М., Изд.- во стандартов, 1976.
Порядок выполнения работы
1. Выявить конструктивные признаки деталей и выполнить их кодирование.
2. Выявить технологические признаки деталей и выполнить их кодирование.
3. Разработать таблицы конструктивно-технологических признаков, (табл. 23).
4. Присвоить конструкторско-технологические коды (КТК) деталям группы.
5. Сформировать сводный массив КТК по работам всех студентов.
6. Сформировать технологические группы (4-5 деталей) обработкой массива.
7. Разработать сводный эскиз деталей технологической группы, см. рис. 3.
8. Разработать эскиз детали-представителя, см. рис. 3.
Таблица 23
Конструктивно-технологические признаки детали
№ Код
Наименование позиции
Признак
1,2
73 Класс
Не тела вращения
3
2 Подкласс
Корпусная, с пл. разъема
4
1 Группа
Одна пл. разъема // основ.
5
5 Подгруппа
Плоская база вне разъема
6
4 Вид
С // между собой плоскост.
7
9 Ширина
От 200 до 300 мм
8
6 Длина
От 180 до 300 мм
9
8 Высота
От 250 до 300 мм
10,11
46 Группа материала
Сплавы на основе Al
12
4 Метод изготовления
Обработка резанием
13,14
19 Исходная заготовка
Отливка под давлением
15
3 Наивысшая точность наружных поверхностей
Квалитет 10
16
3 Наивысшая точность внутренних поверхностей
Квалитет 11
17
3 Параметр шероховатости
Ra 2.5
18
4 Точности на отклонение формы и расположения Степень точности 8
19
3 Вид дополнительной обработки (НС 38)
Терм. обраб. с покрытием
20
Ж Характеристика массы
Конструктивно-технологический код - КТК
7321549684641933343Ж
Практическая работа № 2
Обеспечение технологичности деталей автоматизированного процесса
Трудоемкость: 2 часа

121
Цель работы: закрепление понятия технологичность как допустимого ми-
нимума затрат всех видов ресурсов на производство и другие этапы жизненного
цикла изделия (см. разделы 2.5., 2.6 опорного конспекта).
Работа выполняется на персональном компьютере с использованием гра-
фических программ по выбору студента.
Используемые материалы
1. Чертежи деталей – не менее четырех.
2. Практическая работа №1: сводный эскиз деталей технологической группы,
эскиз детали-представителя с нумерацией поверхностей и конструктивно-
технологичеких элементов.
Порядок выполнения работы
1. На основе чертежа детали-представителя разработать эскиз комплексной
детали, содержащей все специальные поверхности и конструктивные эле-
менты деталей технологической группы.
2. Используя перечень конструктивно-технологических возможностей, стр. 36,
дать предложения по улучшению технологичности деталей группы.
3. Сделать вывод о технологичности деталей группы.
Практическая работа № 3
Выбор технологического оборудования
Трудоемкость: 2 часа
Цель работы: освоение навыков выбора оборудования для автоматизиро-
ванного технологического процесса.
Используемые материалы
1. Практические работы №1, 2: сводный эскиз деталей технологической груп-
пы, эскиз детали представителя, эскиз комплексной детали.
2. Лабораторная работа № 1: маршрутное описание группового технологиче-
ского процесса.
3. Каталоги производителей технологического оборудования.
Порядок выполнения работы
1. Определить наибольшие и наименьшие габаритные размеры заготовок де-
талей технологической группы.
2. Определить наибольшую массу заготовки деталей технологической группы.
3. Разработать схемы базирования и закрепления детали-представителя для
всех операций и всех установов технологического процесса.
4. Выбрать технологическое оборудование по каталогам предприятий-
изготовителей с учетом типа производства, размеров и масс заготовок, схем
базирования и закрепления.

122
5. Составить техническое обоснование выбора и описание оборудования по
операциям автоматизированного технологического процесса.
Практическая работа № 4
Выбор промышленного робота и общая компоновка
гибкого производственного модуля
Трудоемкость: 4 часа
Цель работы: закрепление теоретического материала по теме «Комплекс-
ная автоматизация серийного и мелкосерийного производства» (см. раздел 5
опорного конспекта), а также освоение практических навыков выбора промыш-
ленного робота и разработки общей компоновки гибкого производственного
модуля (ГПМ).
Работа выполняется на персональном компьютере с использованием гра-
фических программ по выбору студента.
Используемые материалы
1. Лабораторная работы №1: сводный эскиз деталей технологической группы,
маршрутное описание группового технологического процесса.
2. Каталоги производителей промышленных роботов.
3. Лабораторная работа № 2: листы «Нормирование» и «Анализ технологиче-
ского процесса» обучающего файла «Модель АТП - 2».
4. Козырев Ю.Г. Захватные устройства и инструменты промышленных робо-
тов: учебное пособие, 2010 г., 312 с.
Порядок выполнения работы
1. Уточнить состав оборудования, показателей нормирования и загрузки
автоматизированного участка по данным лабораторной работы № 2.
2. Выбрать промышленные роботы для работы в составе ГПМ.
3. Разработать схемы транспортирования деталей в автоматизированном тех-
нологическом процессе. Рекомендуется использовать результаты лабора-
торной работы № 3.
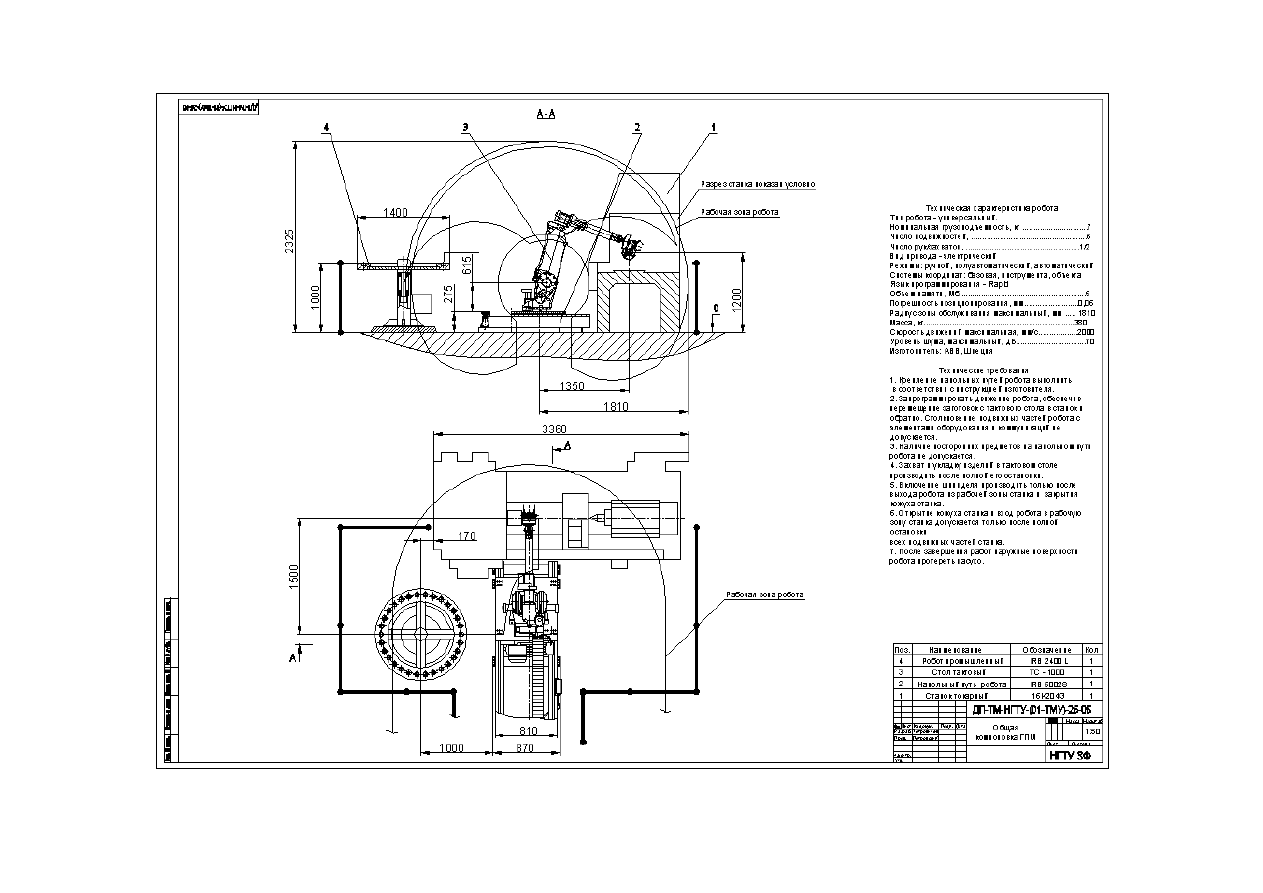
4. Разработать общую компоновку ГПМ (см. пример на рис. 45).
5. Разработать техническое предложение захвата промышленного робота для
заготовок и деталей технологической группы (эскиза формат А3) .
6. Рассчитать снижение трудоемкости детали представителя и уровень автома-
тизации в результате внедрения разработанных технических предложений.
В расчетах использовать сформированные в лабораторной работе 2 листы
«Нормирование» и «Анализ технологического процесса» обучающего фай-
ла «Модель АТП- 2».
7. Сделать вывод о целесообразности внедрения промышленного робота.
Практическая работа № 5

123
Компоновка автоматизированной линии
Трудоемкость: 2 часа
Цель работы: закрепление теоретического материала по теме «Комплекс-
ная автоматизация производства (см. разделы 4, 5 опорного конспекта).
Работа выполняется на персональном компьютере с использованием гра-
фических программ по выбору студента.
Используемые материалы
1. Лабораторная работы №1: сводный эскиз деталей технологической группы,
маршрутное описание группового технологического процесса.
2. Лабораторная работа № 2: лист «Анализ технологического процесса» обу-
чающего файла «Модель АТП- 2».
3. Практическая работа № 3: общая компоновка ГПМ.
Порядок выполнения работы
1. Уточнить состав оборудования, показателей нормирования и загрузки
автоматизированного участка по данным лабораторной работы № 2.
2. Выбрать устройства и схемы транспортирования деталей в автоматизиро-
ванном технологическом процессе.
3. Разработать компоновку автоматизированной линии.
Практическая работа № 6
Анализ размерных связей
автоматизированного технологического процесса
Трудоемкость: 4 часа
Цель работы: закрепление теоретического материала по теме «Размерные
связи в автоматизированном производстве» (см. раздел 6 опорного конспекта),
а также освоение практических навыков построения и анализа технологических
размерных цепей.
Работа выполняется на персональном компьютере с использованием гра-
фических программ по выбору студента.
Используемые материалы
1. Чертеж детали - представителя.
2. Лабораторная работа №2: описание технологического оборудования.
81
Рис. 45. Общая компоновка ГПМ
1
24