Файл: Петровский. Автоматизация технологических процессов и производств.pdf
Добавлен: 15.11.2018
Просмотров: 10858
Скачиваний: 97

110
Экономическая информация включает данные технико-экономического
планирования (ТЭП), учета отчетности производства и обеспечения, и также
анализа деятельности ГАЦ.
Оперативно-производственную информацию составляют данные системы
АСОЭУ.
Оперативно-технологическую информацию составляют данные системы
АСОТУ, а также системы АСТПП.
Нормативно-справочную информацию составляют справочники, класси-
фикаторы, нормативы и нормы, формы плановой, учетной и отчетной докумен-
тации, словари, календарь и т.п.
Структура системы информационного обеспечения ИАСУ предприятия
строится по принципу трехуровневой информационно-управляющей системы:
1) стратегическое и текущее планирование; 2) организационное управление; 3)
оперативное планирование и управление.
Управление цехом включает следующие уровни.
Верхний уровень управления (уровень цеха) реализует функции АСОЭУ:
оперативное управление производством; экономическое управление производ-
ством; ведение оперативного учета состояния производства на участках; веде-
ние информационных массивов; хранение библиотеки управляющих программ
для станков с ЧПУ на всю номенклатуру; обмен информацией с АСУП по кана-
лам связи.
Средний уровень управления (уровень участка) реализует следующие
функции: координацию работы системы в реальном масштабе времени, сбор,
первичную обработку и хранение технической информации; хранение текущей
информации о состоянии оперативного и общего складов; хранение массивов
сменно-суточных заданий; подготовку и обмен информацией с нижним уров-
нем управления и АСОЭУ; выдача контрольных данных; диагностику состоя-
ния комплекса оборудования и технических средств; хранение управляющих
программ для работы оборудования; оперативный учет выполнения сменно-
суточных заданий.
Нижний уровень управления (уровень технологического оборудования)
осуществляет вызов управляющих программ для станков с ЧПУ, управление
технологическим оборудованием и станочными роботами.
9.3. Структура, функции и порядок разработки
управляющих программ
Управляющая программа должна предусматривать разделение операции на
установы и позиции, выбор метода базирования и крепления заготовки, подго-
товку операционной технологической карты, определение нужной последова-
тельности переходов, выбор верных инструментальных наладок, разделение
111
переходов на проходы, расчет режимов резания, выдачу карт наладки станка и
инструмента.
Назначение плана обработки поверхности производится на основании под-
разделения обрабатываемых поверхностей детали на основные и неосновные
поверхности. Основными являются точные поверхности, габаритные, формооб-
разующие. В состав неосновных поверхностей включаются малые отверстия,
малые резьбовые отверстия, лыски, пазы, канавки, фаски и им подобные по-
верхности. Основные поверхности и планы их обработки составляют базу для
формирования последовательности обработки детали. Чтобы выявить весь план
обработки, необходимо определить последний переход, а именно: окончатель-
ный метод и вид обработки.
Назначение окончательного метода и вида обработки выполняется по нор-
мативным таблицам, учитывающим экономические критерии применения ме-
тодов и видов обработки. Перед этим проверяется правильность задания на
чертеже характеристик поверхности: точность размера, точность формы, шеро-
ховатость. Одна из этих характеристик (чаще всего — точность размера) долж-
на быть принята в качестве основной, тогда другие характеристики должны
быть приведены в полное соответствие с ней.
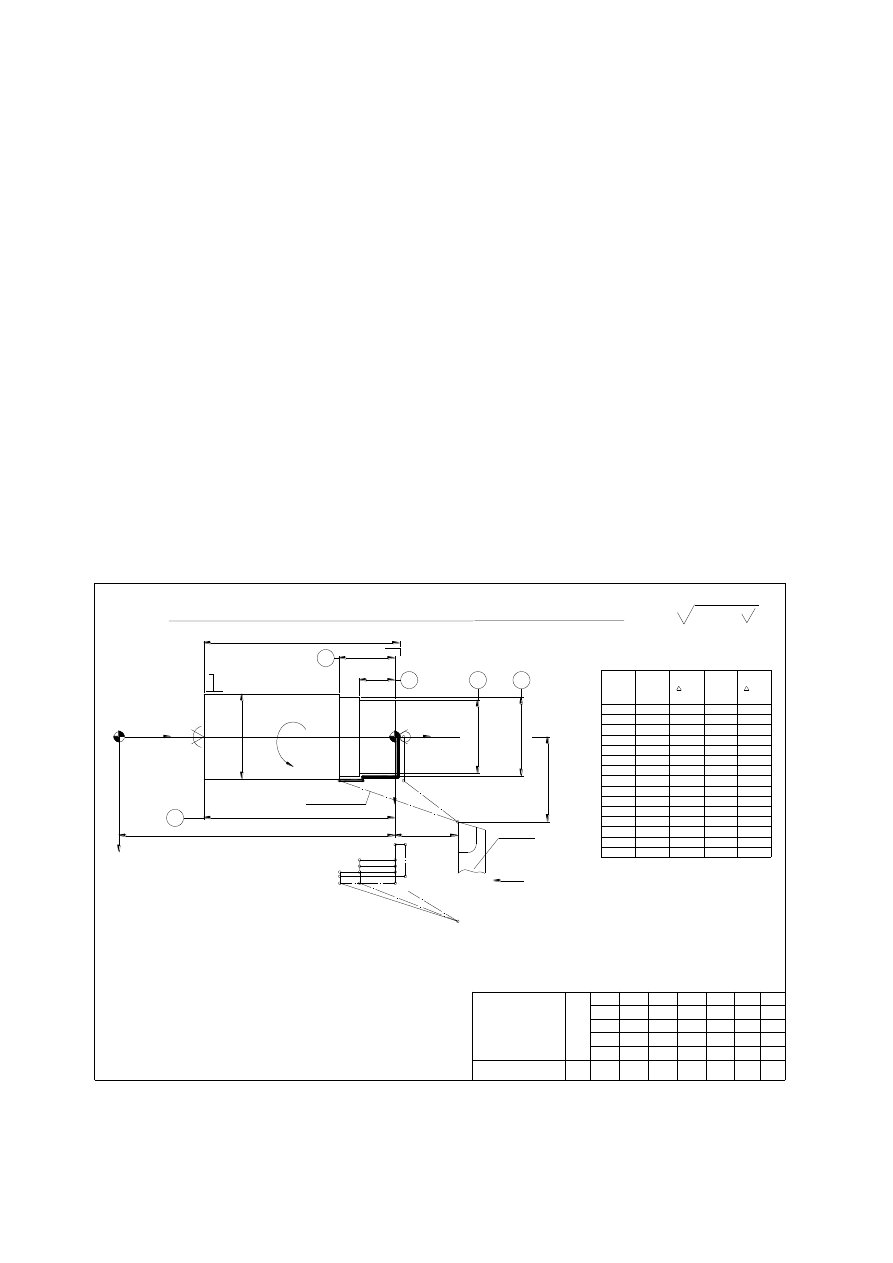
Для описания операций на станках с ЧПУ разрабатывают технологические
эскизы, пример которого приведен на рис. 43.
Êî î ðäèí àòû ðàáî ÷èõ òî ÷åê
X
0
1
2
3
4
50
24
5
23,5
¹
î ï î ðí û õ
òî ÷åê
6
7
0
23,15
50
5
23,5
Î ï åðàöèÿ 015-òî êàðí àÿ ñ ×Ï Ó. Óñòàí î â À.
X
Z
Z
-
35
-
-26
0
-35
-19
0
0
0
2
18,5
2
0
2
93
-
-20
93
+0,65
-
150
+26,85
+57
0
-
Ra6,3 ( )
V
O4
0
h
12
(-
0
,2
5
)
O
45Í
1
2
(
-0,25
)
33
-0,25
20
-0,21
4
2
S
1
170
0,19
4, 8
16
17
13
5
6,10
Ì àñø òàá ï î î ñè Õ 4:1
5
26
8
23,15
80
-13
9
25
+1,85
80
-
10
113
+33
25
11
21,6
-4,4
113
-
12
93
-20
13
23,15
+1,55
93
-
21,6
-
-
-
W
Xä
Zä
M
Zc
Xc
50
Ò15Ê6
1
5
1
¹
èí ñòð.
Òî êàðí û é
ï àòðî í í î -öåí òðî âî é ñ ×Ï Ó
16À20Ô3
Í àèì åí î âàí èå
è ì î äåëü ñòàí êà
1
91,6
630
126
n,
î á/ì èí
V,
ì /ì èí
t,
ì ì
S,
ì ì /ì èí
0,36
33
Òî ,
ì èí
Lð,
ì ì
òðàåê-
òî ðèÿ
1-2
4 - 5
8 -9
12 -13
1,5
163,3
710
103,2
20
0,13
1
13
1,5
184
800
108,5
20
0,14
163,3
710
103,2
0,13
Ï î çèöèÿ I. Ý÷ð
1,7,
35
Ñì . í èæå
11
8
9
50
*
* Ðàçì åðû çàãî òî âêè
130
3
2
3
11,
12
14,18
15
0,14
20
108,5
800
184
1
12 -13
-33
131*
43.
Технологический эскиз обработки детали на токарном станке
112
На эскизе представлена заготовка детали в рабочем положении после об-
работки в указанной операции или ее части, система координат, элементы
крепления и исполнительные размеры. Поверхности, выполненные на данном
переходе, выделяются жирными линиями, а их размеры нумеруются. Эскиз
включает в себя графическое изображение траектории движения инструмента.
Траектория разбивается рабочими точками на элементарные отрезки переме-
щения. Рабочие точки подразделяются на опорные и технологические, характе-
ризующие соответственно изменения параметров траектории и режимов обра-
ботки.
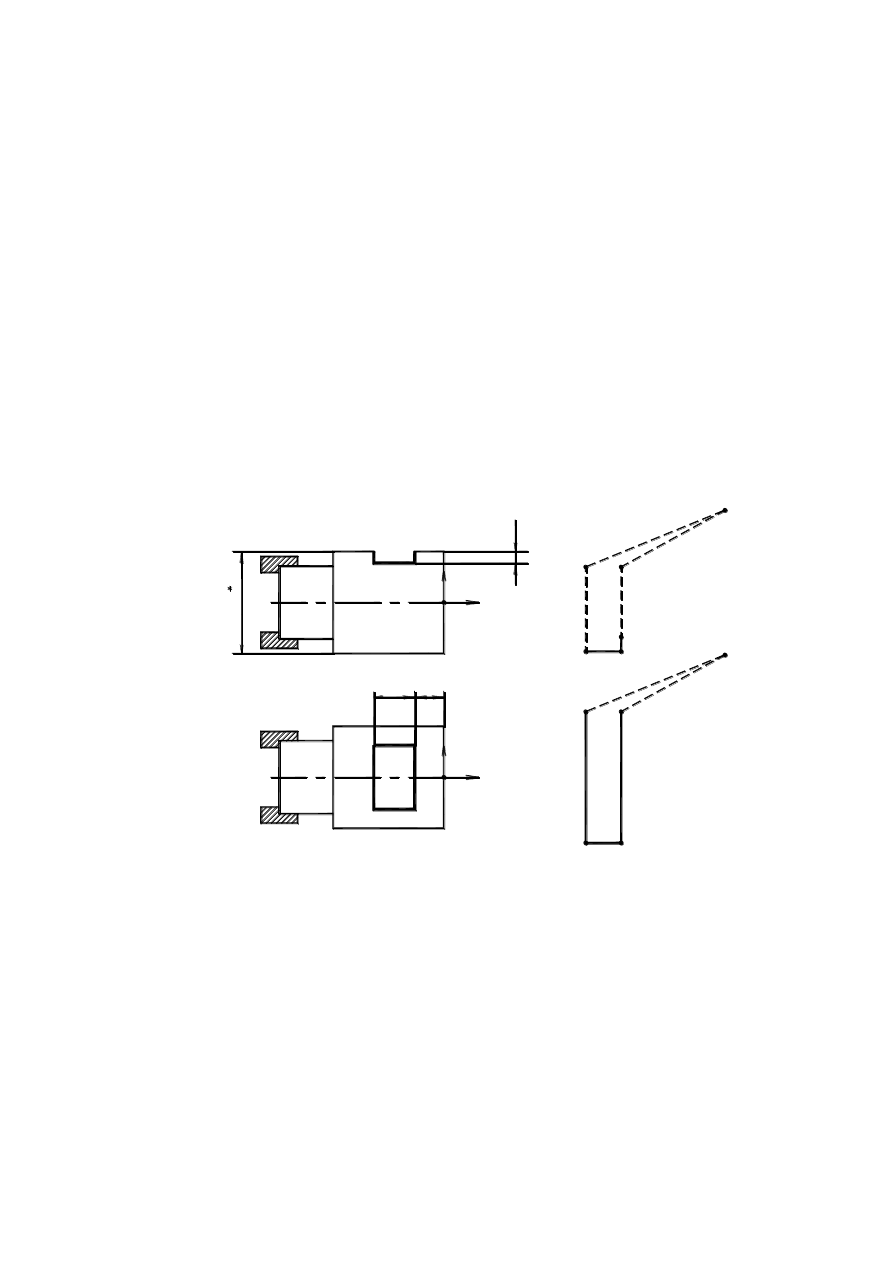
Вспомогательные перемещения рабочих органов станка, во время которых
не производится непосредственно обработка, осуществляются, как правило, на
ускоренной подаче. На циклограмме они обозначаются пунктирными линиями;
рабочие перемещения, осуществляемые с заданной скоростью подачи инстру-
мента, обозначаются сплошными линиями.
Рассмотрим структуру управляющей программы на примере циклограммы
обработки детали на фрезерном станке (рис.44).
44. Циклограмма обработки детали на фрезерном станке
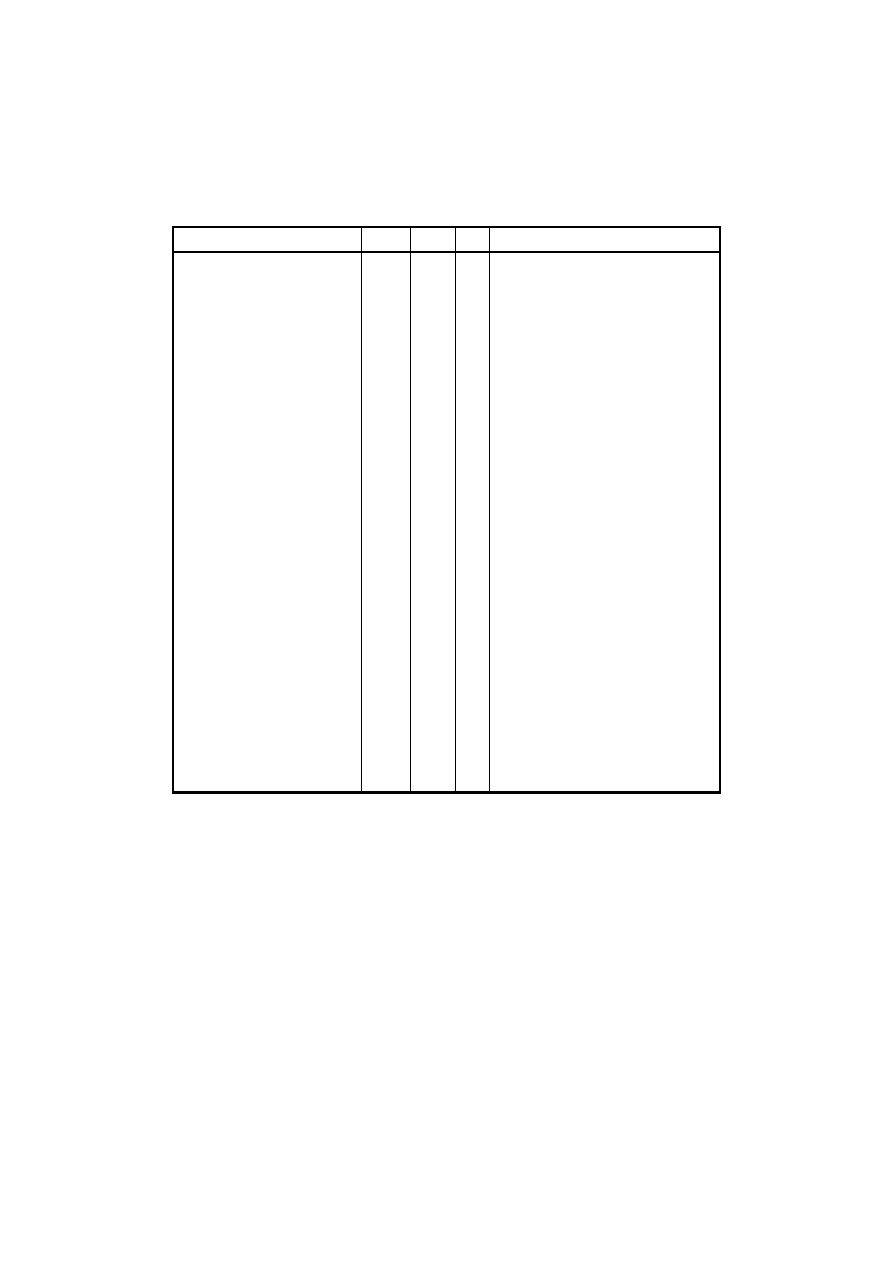
В табл. 22 приведены координаты рабочих точек в конце каждого отрезка
перемещений (Х, У, Z) фрезы диаметром 16 мм и соответствующий фрагмент
управляющей программы.
Начало управляющей программы станка с ЧПУ обозначается: «%», в сле-
дующем кадре записывается ее имя, включающее букву «о» и номер, состоя-
щий из четырех цифр. Имя программы, например, «о2354», как правило, соот-
ветствует имени чертежно-технологического CAD/CAM файла либо номеру ра-
бочего чертежа. В последующих кадрах обычно представлены параметры ин-
струментов, участвующих в обработке; вводится система отсчета. Отметим, что
z
x
x
y
d70
8
28
20
0
6,7
1,2,3
5
4
0
1
2
3,4
5,6
7
113
информация, записанная в скобках, не считывается системой управления станка
и предназначена только для информации оператора.
Т а б л и ц а 22
Фрагмент управляющей программы
Отрезок циклограммы
X
Y
Z
Управляющая программа
(0-1)
(1-2)
(2-3)
(3-4)
(4-5)
(5-6)
(6-7)
(7-0)
-
28
-
28
- 28
-
28
-
40
-
40
-
40
-
4
4
5
4
5
45
-
45
-
45
45
45
45
8
5
3
7
2
7
2
7
2
7
2
7
8
5
8
5
%
о4318;
(T1 end mill d20.0);
(T2 face mill d80.0);
G90;
G28 G0 X0 Y0 Z0;
M6 T1;
G55;
G43 X - 28 Y45 Z85
H1;
M8;
M3 S600;
Z37;
G1 Z27 F100;
Y – 45;
X – 40;
Y45;
G0 Z85;
M5 M9;
G28 X0 Y0 Z0;
M6 T2 (или М2);
Перед вызовом очередного инструмента рабочий стол и шпиндель обычно
отводятся в точку «0» системы координат станка, которая включается командой
G28. Вызов первого инструмента, как и его последующая замена, производится
по команде М6. Затем по одной из команд G54, G55,...,G59 осуществляется
вход в заданную ранее систему координат детали. Включение оборотов шпин-
деля с частотой вращения S, мм/мин (М3 – по часовой стрелке, М4 – против ча-
совой стрелки), а также подачи охлаждающей жидкости (по команде М8) осу-
ществляются, как правило, в исходной точке управляющей программы.
После окончания очередного технологического перехода и отвода инстру-
мента от детали производится остановка вращения шпинделя (по команде М5)
и отключение подачи охлаждающей жидкости (по команде М9). Затем осу-
ществляется выход программы из системы координат детали в систему коорди-
нат станка и отвод рабочего стола и шпинделя в точку начала координат станка.

114
Далее производится замена инструмента в шпинделе (М6 Т_) в случае продол-
жения обработки детали либо остановка станка по команде М2.
Основные этапы разработки управляющих программ для станков с ЧПУ
следующие: технологический (изучение станков и их выбор, подбор деталей,
проектирование технологического процесса); расcчётно-аналитический; коди-
рование; запись информации на носитель; контроль, отладка и внедрение. Ме-
тоды программирования и разработки управляющих программ подробно рас-
смотрены в [1].
Одной из актуальных проблем функционирования автоматизированного
производства является создание комплексных САПР ТП, обеспечивающих про-
ектирование технологических процессов для деталей всех классов в условиях
мелкосерийного и серийного производства с одновременной разработкой УП
для программно-управляемого оборудования. Насчитывается около 150 раз-
личных систем автоматизированного программирования. Наиболее применяе-
мые из них: ТЕХТРАН, МОДАПТ, САП-СМ4 и др.
В настоящее время находят все большее применение системы сквозного
проектирования CAD-CAM-CAE («cimatron», «UNIGRAFICS», и др.) позволя-
ющие осуществлять технологическую подготовку производства деталей на
станках с ЧПУ без разработки документации на бумаге.
ОПИСАНИЕ ЛАБОРАТОРНЫХ РАБОТ И ПРАКТИЧЕСКИХ ЗАНЯТИЙ
Аудиторные занятия по дисциплине «Автоматизация технологических
процессов и производств» включают семь лабораторных работ и шесть практи-
ческих занятий.
В состав задания включены рабочие чертежи деталей технологической
группы. Допускается применять чертежи, используемые при выполнении кур-
совых проектов по дисциплинам «Технология машиностроения», «Детали ма-
шин» и др.
Лабораторная работа № 1
Разработка группового технологического процесса
Трудоемкость: 4 часа
Цель работы: закрепление теоретического материала по теме «Производ-
ственный процесс как объект автоматизации» (см. раздел 2 опорного конспек-
та) с разработкой планов обработки поверхностей и маршрутного описания
группового технологического процесса.
Работа выполняется на персональном компьютере с использованием элек-
тронных таблиц Excel и текстового редактора Word.
Используемые материалы