Файл: Петровский. Автоматизация технологических процессов и производств.pdf
Добавлен: 15.11.2018
Просмотров: 10835
Скачиваний: 97
21
Автоматизация – применение энергии неживой природы в производ-
ственных процессах, частично управляемых людьми.
Автоматический производственный процесс – это процесс, в котором для
управления и воздействия на предметы труда используется энергия неживой
природы и не требуется труд человека в течение длительного времени для вы-
полнения и повторения технологических операций.
Безлюдный производственный процесс – автоматический производствен-
ный процесс, продолжительность которого превышает одну рабочую смену.
Средства автоматизации – средства технологического оснащения (СТО),
управляемые логическими устройствами искусственного происхождения. К
ним относятся: полуавтоматические приспособления, автоматические приспо-
собления, полуавтоматы и автоматы, обслуживающие и транспортные роботы,
агрегатные станки, станки с числовым программным управлением (ЧПУ), ав-
томатизированные и автоматические линии, роторные линии, роботы, автома-
тические измерительные устройства, логические устройства и системы управ-
ления. По функциональному назначению автоматизированные СТО объединя-
ют в модули, комплексы и системы.
В учебной и специальной литературе распространены следующие сокра-
щения: РТК
робото-технологический комплекс; АТСС
автоматизированная
транспортно-складская система; АСИО
автоматизированная система инстру-
ментального обеспечения; АСУО
автоматизированная система удаления от-
ходов; САК
система автоматизированного контроля; АСУ
автоматизиро-
ванная система управления; САПР
система автоматизированного проектиро-
вания; АСТПП
автоматизированная система технологической подготовки
производства; АСНИ
автоматизированные системы научных исследований;
МПУ
местные посты управления; ЦПУ
центральный пост управления; ЦУ
центры управления.
1.4. Классификация автоматизированных СТО по логике управления
и уровню организации
Выделяют два вида систем управления технологическими процессами –
жесткие и гибкие (табл.2).
Таблица 2
Применение жестких и гибких систем управления в СТО
Жесткие системы управления
(постоянная логика управления)
Гибкие системы управления
(адаптируемая логика управления)
П/ автоматические приспособления
Автоматические приспособления
П/автоматы
Автоматы
П/ автоматические комплексы
Автоматические линии
Роторные линии
Станки с ЧПУ
Промышленные роботы
РТК
АТСС
АСИО
АСУО
САК
22
Жесткая система управления – не переналаживаемая или переналаживае-
мая в узких пределах система управления, создаваемая на базе кинематических
цепей машин и механизмов, обеспечивающих заданные законы движения ис-
полнительных звеньев.
Гибкая система управления – переналаживаемая в широком диапазоне си-
стема управления, создаваемая на базе электронно-вычислительных машин с
комплектом управляющих программ, адресующих сигналы управления при-
водным устройствам для обеспечения заданных законов движения исполни-
тельных звеньев.
Автоматизированные СТО объединяют в линии, участки, цехи и заводы
(табл.3).
Линия – расположение оборудования в порядке выполнения операций.
Участок – расположение оборудования по предметному и/или технологиче-
скому принципу.
Цех – объединение линий и участков по видам изделий и/или процессов.
Завод – объединение цехов и участков по совместно выпускаемой продукции.
Таблица 3
Уровни организации автоматизированных СТО
Организация производства
Вид управления Сокращение в литературе
Автоматические линии, в.т.ч. гибкие
МПУ
АЛ и ГАЛ
Автоматические участки, в.т.ч. гибкие
ЦПУ
АУ и ГАУ
Автоматические цехи, в.т.ч. гибкие
ЦУ цеха
АЦ и ГАЦ
Заводы-автоматы, в.т.ч. гибкие
ЦУ завода
АЗ и ГАЗ
2. ПРОИЗВОДСТВЕННЫЙ ПРОЦЕСС КАК ОБЪЕКТ АВТОМАТИЗАЦИИ
2.1. Производственные потоки и их взаимодействие
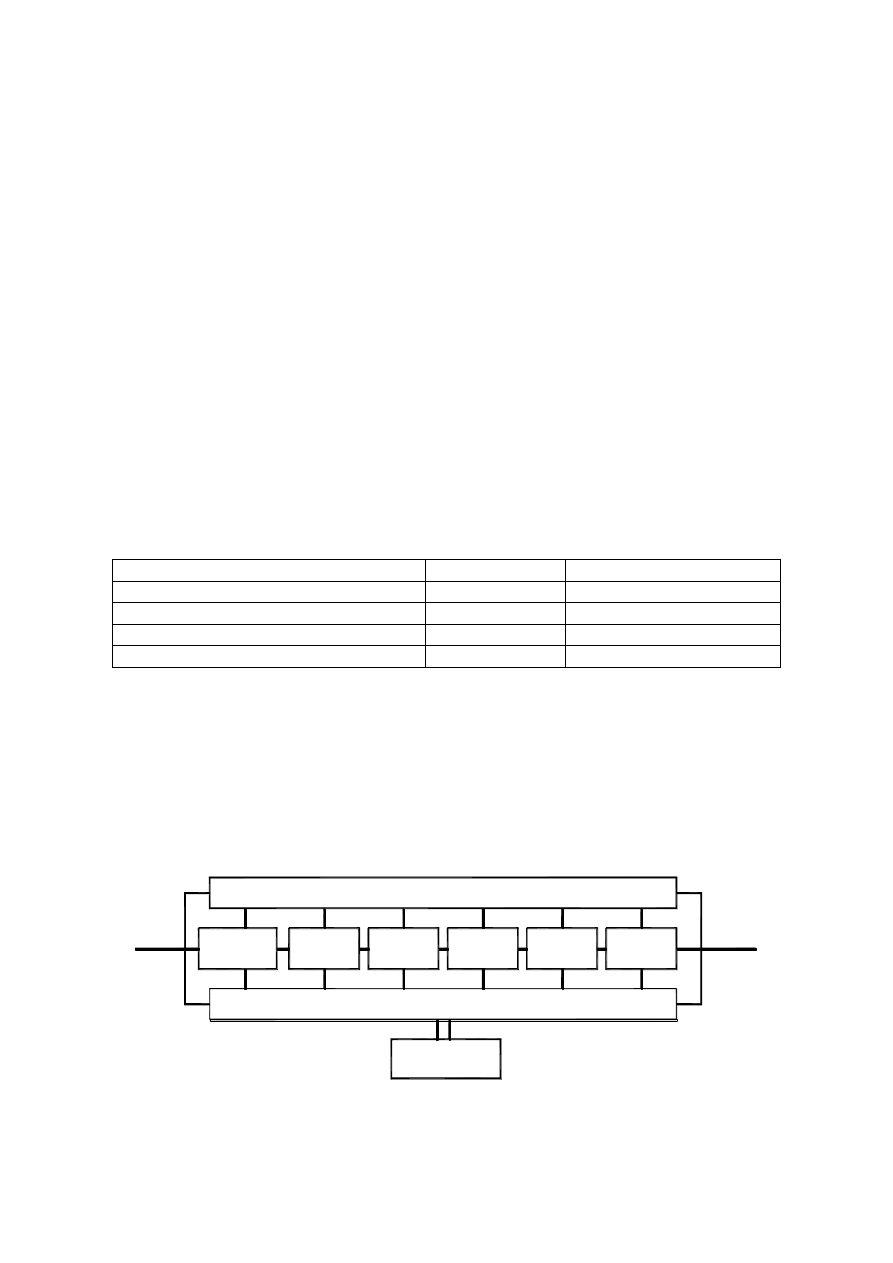
Производственные процессы характеризуются наличием, движением и
взаимодействием материальных и информационных потоков (рис.1).
Внешние
связи
Внешние
связи
Транспортная система - материальные потоки
Автоматизированная система управления - информационные потоки
Хранение
материалов
Обработка
Контроль
Сборка
Испытания
Хранение
изделий
Управление
производством
Рис. 1. Материальные и информационные потоки


23
Объекты материальных потоков – материалы, заготовки, детали, сбороч-
ные единицы, готовые изделия, комплекты, вспомогательные материалы, фор-
мообразующий, контрольный, измерительный инструмент, технологическая
оснастка и отходы производства.
Материалы и заготовки перемещаются в соответствии с предписанными
технологическими маршрутами. Поступая на предприятие, они хранятся на
складе, откуда следуют на заготовительные участки, проходят полный цикл об-
работки, становятся деталями и узлами, поступают на сборку.
Формообразующий, контрольный и измерительный инструмент приобре-
тается, готовится к применению, (собирается, настраивается, затачивается, кон-
тролируется), направляется в инструментальный склад, затем доставляется на
рабочие места, устанавливается в станках или приспособлениях. Рабочее состо-
яние инструмента контролируется. По истечении периода стойкости инстру-
мент демонтируется со станка, изымается с рабочего места, восстанавливается,
повторно поступает на склад, откуда цикл его применения повторяется.
Технологическая оснастка разрабатывается, модернизируется, изготавли-
вается, хранится, доставляется на станок или рабочее место, используется при
обработке, переналаживается или меняется, проходит аттестацию и ремонт, по-
вторно используется.
Изделия и комплекты собираются из деталей и узлов, упаковываются, хра-
нятся на складе готовой продукции и отгружаются потребителям.
Отходы производства – стружка, использованная упаковка, отработанные
масла, СОЖ, изношенное оборудование и инструмент, производственный му-
сор – утилизируются.
Объекты информационных потоков – конструкторская и технологическая
документация, программы обработки и испытаний, управляющие программы,
проекты планов, производственных заданий, сводки, отчеты и т. д.
Информация о деталях, сборочных единицах, изделиях и комплектах
оформляется в виде чертежей и спецификаций.
Информация о технологических процессах оформляется в виде описаний
технологических процессов, технологических карт, ведомостей, контрольных
карт, эскизов, управляющих программ, программ испытаний.
Управляющая информация об объемах, сроках и направлении движения
объектов материальных и информационных потоков, а также персонала
оформляется в виде приказов, распоряжений, нарядов, сводок, производствен-
ных отчетов и учетных документов.
Информация хранится и представляется на бумажных, магнитных и элек-
тронных носителях, а ее движение образует информационные потоки, которые
параллельны материальным потокам и управляют ими.
В неавтоматизированном производстве многие информационные процессы
оказываются скрытыми и неформальными, поскольку они осуществляются
людьми, которые могут дополнять недостающую информацию благодаря своим
знаниям, опыту и связям.
В автоматизированном производстве логические операции должны быть
формализованы и автоматизированы, а вмешательство человека ограничено.

24
Автоматизация современного производства заключается в автоматизации мате-
риальных и информационных потоков.
Автоматизация материальных потоков осуществляется применением ав-
томатизированных средств и их систем.
Автоматизация информационных потоков осуществляется применением
компьютеров и контроллеров, их программного обеспечения и каналов связи
(электрических, оптоволоконных, индуктивных, акустических, электромагнит-
ных и др.), датчиков, воспринимающих параметры процессов, преобразовате-
лей параметров в электрические сигналы, блоков управления, обрабатывающих
сигналы контроля и вырабатывающих сигналы управления, а также отчетные
формы.
Управляющие компьютеры и контроллеры образуют посты и центры
управления, которые объединены в единую сеть информации и управления.
Взаимодействие материальных и информационных потоков происходит в
пространстве и во времени с изменением свойств материалов, формы и разме-
ров предметов обработки. Поэтому для реализации автоматизированного про-
изводственного процесса необходимо согласовать размерные, временные и ин-
формационные связи, посредством автоматизированных систем аппаратных и
программных средств, управляющих единым производственным комплексом.
Автоматизированные средства технологического оснащения и системы
аппаратных и программных средств, используемые на всех стадиях создания и
производства изделия (исследования, конструкторская и технологическая
подготовка производства, организация и управление), совместно осуществля-
ющие автоматизированный производственный процесс, образуют интегриро-
ванный производственный комплекс (ИПК).
2.2. Конструктивно – технологические основы автоматизации
Известно, что использование в изделии одинаковых составных частей поз-
воляет в 1,5 – 2 раза сократить сроки разработки и объемы испытаний изделий,
а также в 2-3 раза уменьшить оборот технической документации. За счет со-
кращения общего числа типоразмеров выпускаемых изделий увеличивается се-
рийность производства, что позволяет применять более эффективные техноло-
гические процессы, специализировать производственные подразделения, со-
кращать номенклатуру оборудования, оснастки и всех видов инструмента.
Экономичность и эффективность автоматизированного производственного
процесса закладывается на ранних этапах подготовки производства за счет кон-
структивно - технологического анализа номенклатуры на предмет:
типизации – сокращения количества конструктивно-технологических при-
знаков относительно числа изделий и технологических объектов;
унификации – сокращения количества оригинальных изделий выпускаемой
номенклатуры, а также технологических объектов в производстве;
стандартизации – применения технических решений, изделий и техноло-
гических объектов, свойства и параметры которых прошли длительную провер-

25
ку практикой и приняты в качестве международных, государственных или от-
раслевых стандартов.
Задачи типизации, унификации и стандартизации решаются на стадии раз-
работки новых моделей и их опытных образцов. Разработку всех без исключе-
ния изделий технические службы должны начинать с анализа на предмет заим-
ствования стандартных, покупных и уже освоенных производством изделий.
Унификация представляет собой эффективный и экономичный способ со-
здания на базе исходной модели ряда производных изделий различного назна-
чения или с различными характеристиками. Основная цель унификации – по-
высить серийность производства.
Основные требования к унификации изделий определяются ГОСТ 23945.0-
80 «Унификация изделий. Основные требования». Стандарт рассматривает
процесс унификации как обязательный и регламентирует его контроль службой
стандартизации предприятия. Последовательность конструкторской унифика-
ции представляется следующим образом: комплекс – изделие – узел – деталь –
конструктивные элементы. (Комплекс – совокупность изделий, объединенных
общими функциями или применением.)
Существует несколько методов унификации, которые часто применяются
совместно.
Секционирование – разделение изделий на одинаковые секции и образова-
ние новых изделий набором унифицированных секций: цепи, конвейеры, теп-
лообменные аппараты, фильтры, двигатели и т.п.
Лонгирование - увеличение размера изделия в одном направлении при со-
хранении поперечного сечения: конвейеры, шестеренчатые насосы, зубчатые
передачи, вальцовочные машины и т. п.
Агрегатирование – создание изделий путем сочетания унифицированных
агрегатов, представляющих собой автономные узлы, устанавливаемые в раз-
личных комбинациях и количестве на общей станине или в общем корпусе: ди-
зель-генераторы, агрегатные станки, электронасосы и т. п.
Базовое агрегатирование – применение унифицированной базовой маши-
ны для установки на нем специального оборудования различного назначения:
тракторы и автомобили специального назначения.
Компаундирование (многопоточность) – параллельная установка машин,
механизмов и их узлов для совместной эксплуатации: несколько двигателей на
летающем аппарате, несколько насосов на одну напорную сеть, несколько оди-
наковых приводных механизмов в одной машине, многоместные технологиче-
ские приспособления, многошпиндельные станки, многорукие роботы и т.п.
Конвертирование – применение базовой модели изделия в новых услови-
ях, с новым рабочим телом или по новому назначению: переоснащение двига-
телей внутреннего сгорания для работы с различными видами топлива или
применения в качестве автотракторного, судового, авиационного и т.п.
Модифицирование – приспособление изделия к новым условиям работы
без изменения конструкции: хладостойкие материалы, антикоррозионные мате-
риалы, дополнительные системы подготовки рабочего тела, специальные по-
крытия, уплотнения и т.п.