Файл: Петровский. Автоматизация технологических процессов и производств.pdf
Добавлен: 15.11.2018
Просмотров: 10840
Скачиваний: 97

31
Рис.4. Комплексная деталь и одна из деталей группы
2.7. Комплекс признаков
Для деталей сложной конфигурации и деталей, образующих параметриче-
ские ряды, создание комплексной детали вызывает технические трудности.
Формальное наложение поверхностей приводит к утрате формы и признаков
базирования. В этом случае может быть рекомендован метод комплекса основ-
ных конструктивно-технологических признаков.
Комплекс признаков – размеры и характеристики поверхностей, системати-
зированные в таблице, с представлением форм деталей общим или отдельным
для каждого изделия эскизом. Для разработки таблицы все обрабатываемые по-
верхности деталей группы представляют в общей системе координат и после-
довательно нумеруют так же, как и у комплексной детали. Табличный метод
позволяет выявить дополнительные резервы типизации и унификации, а также
рационально отобрать поверхности для групповой обработки. Сделанная в
электронном виде (Excel), таблица становится расчетным массивом для после-
дующих матричных расчетов, что компенсирует трудоемкость ее составления.
В таблице рекомендуется оставлять свободные позиции для ее дополнения.
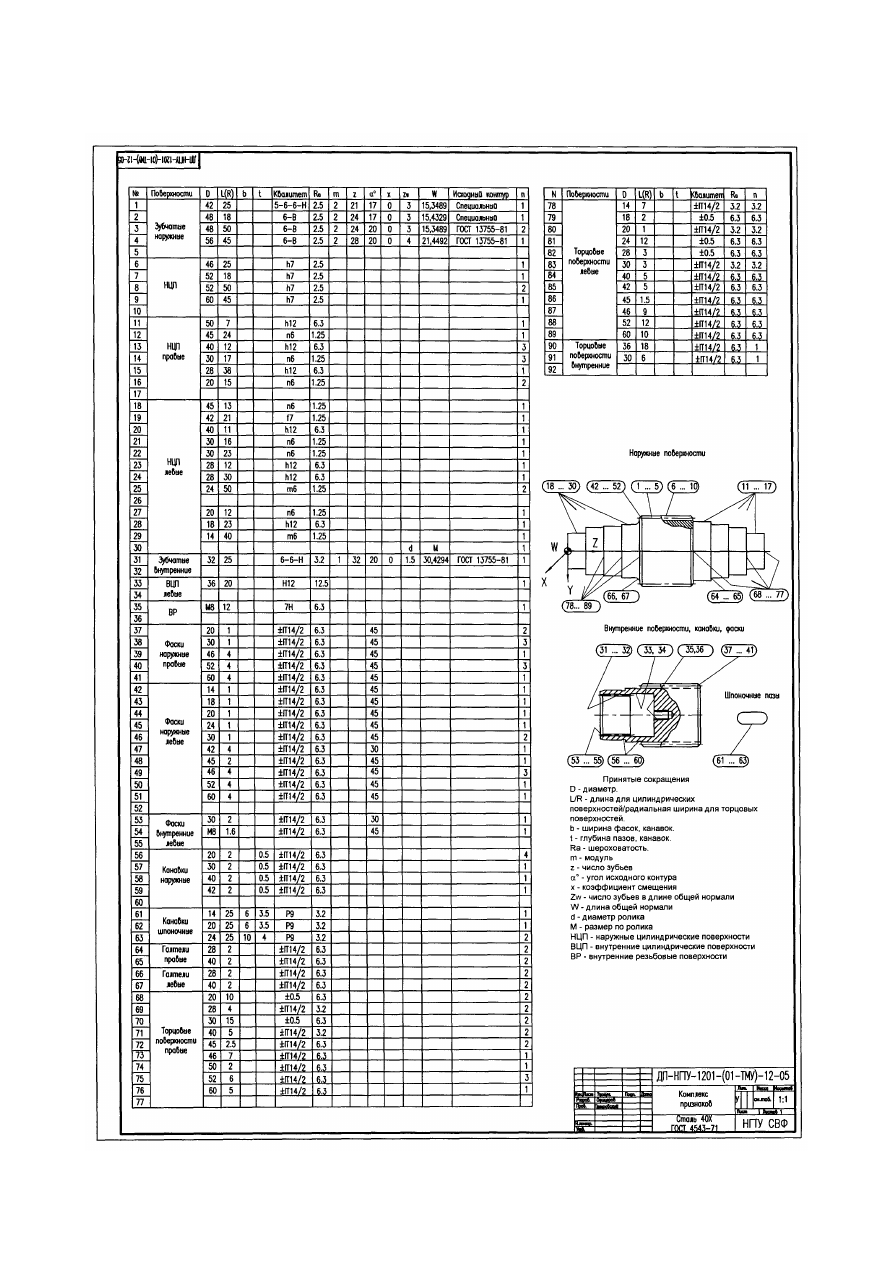
Пример графического оформления комплекса основных признаков для
рассмотренной выше группы валов-шестерен приведен на рис.5.
Анализ этого комплекса показывает, что у деталей группы достаточно ра-
ционально заданы номинальные размеры, точность и качество наружных по-
верхностей. Они однородны и могут быть обработаны на общем оборудовании.
Однако наличие у первой детали развитых внутренних поверхностей и ее не-
большая доля (20%) в программе выпуска указывают на то, что обработку
внутренних поверхностей не следует включать в групповой технологический
процесс.
Метод комплекса основных признаков позволяет с необходимой степенью
подробностей описать технологическую группу для разработки технологиче-
ских процессов с высокой степенью автоматизации.
2.8. Матрица поверхностей
Между комплексной деталью, комплексом признаков и отдельными дета-
лями группы устанавливают соответствие с помощью матрицы поверхностей:
[L] = (l
ji
), (2)
где l
ji
– наличие (1) или отсутствие (0) у j-й детали i-й поверхности.
Матрица поверхностей – математическая модель технологической груп-
пы. Описание деталей задается матрицей-столбцом (или матрицей-строкой) из
m элементов, где m – число элементарных поверхностей (признаков) в ком-
плексной детали. Для комплексной детали столбец заполнен единицами, а для
деталей группы – как единицами, так и 0.
Матрицы используются для решения самых различных задач групповой
обработки. Примером может служить проверка принадлежности детали к груп-
32
пе. Новая деталь относится к группе при условии, что все ее поверхности име-
ются у комплексной детали или входят в комплекс признаков.
33
Рис.5. Вариант графического оформления комплекса признаков
После описания и нумерации всех поверхностей для новой детали опреде-
ляется логическая функция вида:
r
i
= (a
di)
d
i
, (3)
где а – матрица-столбец для комплексной детали или комплекса;
d
i
– матрица-столбец для новой детали.
Логическая функция представлена последовательными операциями логического сло-
жения (
) и логического умножения (
).
Правила логического сложения: Правила логического умножения:
0
0=0 0
0=0
1
1=0 0
1=0
0
1=1 1
0=0
1
0=1 1
1=1
Значение функции r
i
отвечает на вопрос: имеет ли деталь поверхности, не
включенные в комплексную деталь. Если r
i
= 0 – такой поверхности нет; r
i
# 0 –
такие поверхности есть.
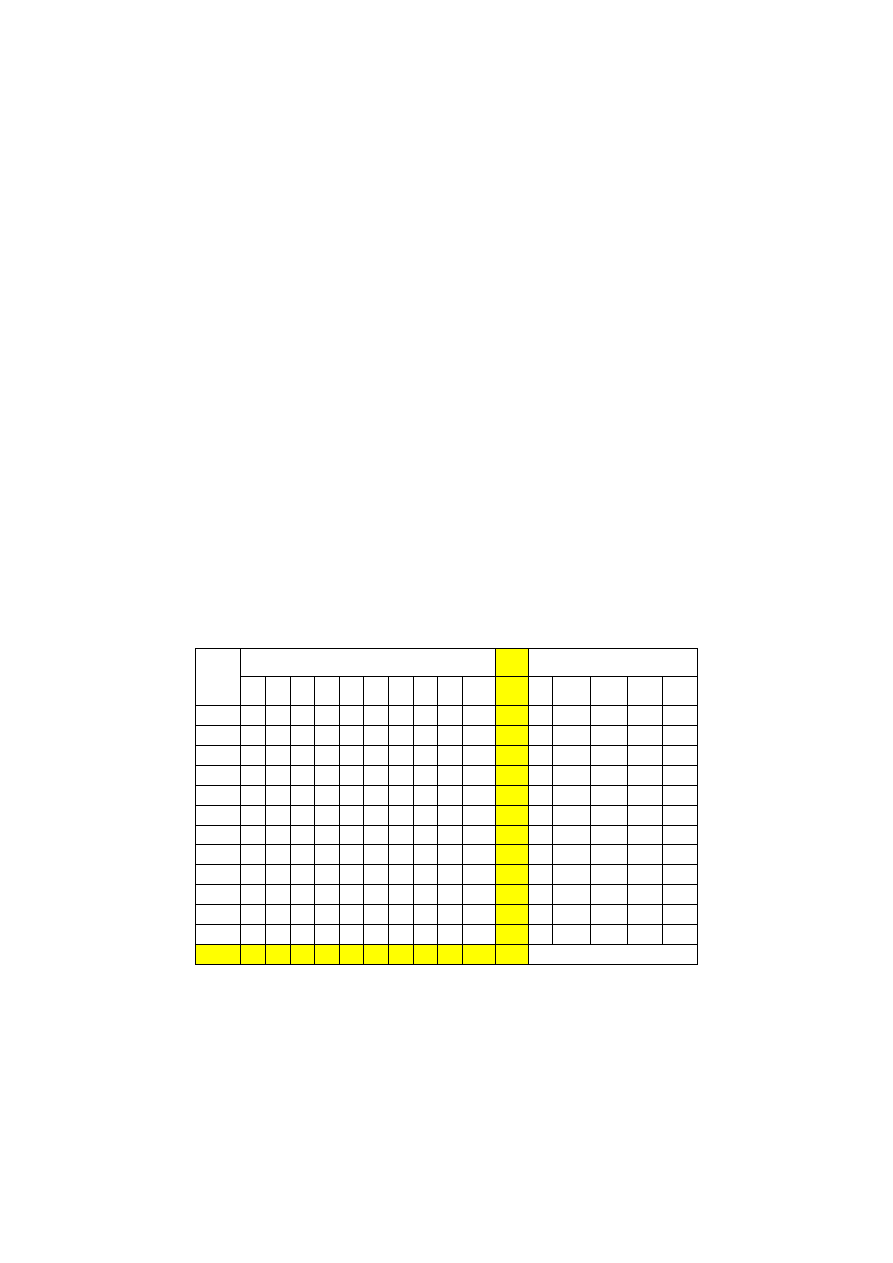
Примеры матрицы и решения задачи о принадлежности детали к группе
приведены в табл. 6, из которой следует, что деталь d
11
принадлежит к группе
комплексной детали а (r
11
=0), а деталь d
12
не входит в эту группу (r
12
#0).
Таблица 6
Матрица поверхностей
I \
j
Матрица поверхностей [L]=(l
ji
)
Матрицы-столбцы
1 2 3 4 5 6 7 8 9 10
a
d
11
d
12
r
11
r
12
1
1 1 0 1 1 0 1 1 1 1
8 1
0
1
0
0
2
1 0 1 1 1 1 0 1 1 0
7 1
1
0
0
0
3
1 1 1 0 1 0 1 1 1 1
8 1
1
1
0
0
4
0 0 1 1 1 1 1 1 1 0
7 1
1
1
0
0
5
1 1 1 1 0 1 1 1 1 1
9 1
1
1
0
0
6
1 1 0 1 0 1 0 1 1 1
7 1
0
1
0
0
7
1 0 1 1 1 0 0 1 1 0
6 1
1
1
0
0
8
1 0 1 1 1 1 1 0 1 0
7 1
0
0
0
0
9
1 1 1 1 0 1 1 1 0 0
7 1
1
1
0
0
10
0 0 0 0 0 0 0 0 0 0
0 0
0
0
0
0
11
0 0 0 0 0 0 0 0 0 0
0 0
0
1
0
1
12
0 0 0 0 0 0 0 0 0 0
0 0
0
1
0
1
8 5 7 8 6 6 6 8 8 4 66 Контрольная сумма
2.9. Групповой план обработки поверхностей
Обработка каждой поверхности производится поэтапно.
Этап – часть технологического процесса, характеризуемая определенной
точностью и качеством получаемой поверхности.
Экономически рациональным является этап, содержащий один переход.
Количество переходов одного этапа может быть увеличено при недостатке точ-
34
ности и жесткости применяемого оборудования. Содержание, последователь-
ность и количество этапов определяют планом обработки поверхностей.
Отличают типовые, индивидуальные и групповые планы обработки.
Типовой план обработки – план, начинающийся черновым этапом, вклю-
чающий последовательность основных этапов обработки и заканчивающийся
этапом особо высокой точности, см. табл. 7, [11].
В него не входят обдирочный этап и этапы специальной обработки. К эта-
пам специальной обработки относят полирование, хонингование, раскатывание
и т.п.
Таблица 7
Типовой план обработки
Этапы
Обозначение
Точность
IT
Класс точности
СТО
Черновой
Э чр
13 … 12
Н
Получистовой
Э пч
11
Н
Чистовой
Э ч
10 … 9
Н
Повышенной точности
Э п
8 … 7
П
Высокой точности
Э в
6
В
Особо высокой точности
Э ов
5
А
Индивидуальный план обработки – план обработки одной поверхности,
включающий часть или все этапы типового плана, а при необходимости об-
дирочный и специальные этапы. Объем использования типового плана для
каждой поверхности определяется требованиями к ее точности и качеству. В
частных случаях типовой и индивидуальный план обработки совпадают.
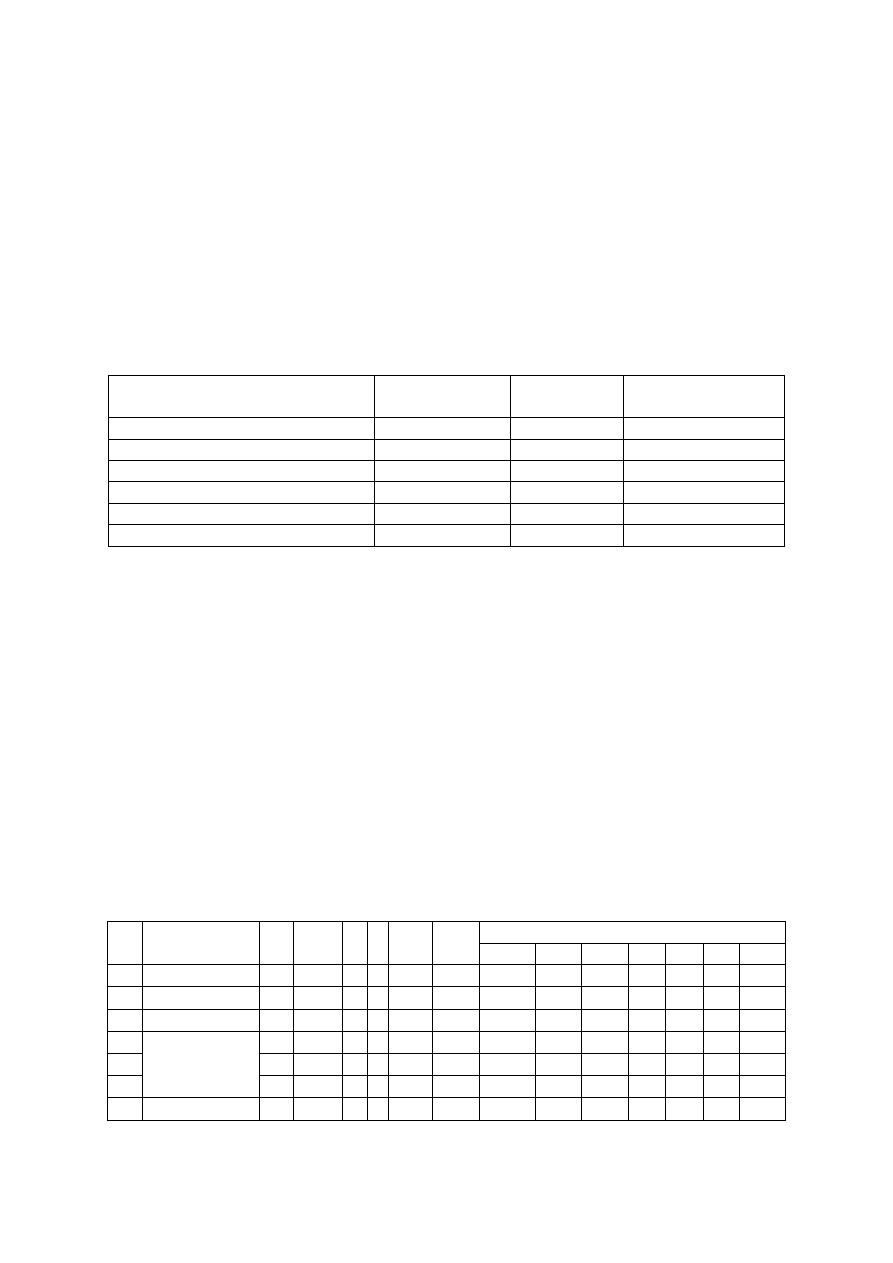
Групповой план обработки – таблица, содержащая индивидуальные планы
обработки всех поверхностей деталей, входящих в технологическую группу.
Групповой план представляют в столбцах, дополняющих справа таблицу
комплекса признаков. В них указывают этапы и методы обработки. Наличие
этапа обозначается сокращенным наименованием метода обработки. Фрагмент
таблицы комплекса признаков с групповым планом обработки представлен в
табл. 8.
Таблица 8
Фрагмент группового плана обработки
№ Поверхности D L(R) b t IT
Ra,
Планы обработки поверхностей
Эобд Эчр Эпч Эч Эп Эв Эов
...
...
...
...
...
...
...
...
...
...
...
...
9
НЦП
60
45
h9
2,5
Т
Т
Т
Т
-
-
-
10
11
НЦП
правые
50
7
h12
6,3
Т
Т
-
-
-
-
-
12
45
24
n6
0,63
Т
Т
Т
Т
Ш Ш
-
13
40
12
h12
6,3
Т
Т
-
-
-
-
-
...
...
...
...
...
...
...
...
...
...
...
...
2.10. Формирование маршрута группового технологического процесса

35
Групповой план обработки деталей служит основанием для назначения
операций, выбора оборудования и формирования маршрута группового техно-
логического процесса.
На основании выделенных этапов обработки формируются потенциальные
операции, представляющие собой совокупность переходов одного этапа обра-
ботки основных поверхностей. Потенциальные операции формируют последо-
вательной сортировкой строк группового плана: по методам обработки; в мето-
дах обработки – по этапам; в этапах – по операциям (станкам); в операциях – по
установам; в установах – по переходам.
Разработка потенциальной технологической операции для конкретного ме-
тода обработки включает выбор модели станка и структуры операции, обеспе-
чивающей получение заданной формы, точности и качества поверхностей. Ос-
новными критериями выбора рациональной структуры операции считают:
- максимальный объем обработки, соответствующий технологическим
возможностям оборудования;
- минимальное число установов, обеспечивающее заданную точность об-
работки в операции;
- минимальное число позиций, обеспечивающее качество обработки в
установе;
- минимальное количество переходов в позиции или установе.
В соответствии с требуемой производительностью выбирают типы стан-
ков. Модели станков выбирают по каталогам производителей и справочной ли-
тературе с учетом размеров деталей и точности обработки (см. табл. 7).
На станке определенной модели в соответствии с классом его точности
может быть выполнено несколько этапов обработки. Однако в целях сохране-
ния точности станков и рационального использования возможностей оборудо-
вания не следует концентрировать на одном станке более двух этапов. Если со-
вокупность основных этапов данного метода обработки не может быть выпол-
нена на станке одной модели, то подбираются другие модели станков. Это ха-
рактерно для фрезерно-центровых станков, многорезцовых токарных полуав-
томатов и автоматов, экономическая целесообразность которых ограничена
черновым этапом. Последующие этапы обработки поверхностей выполняются
на станках более точных моделей.
Перечень операций технологического процесса в последовательности их
исполнения с указанием применяемого оборудования представляет собой
маршрутное описание технологического процесса.
В табл. 9 представлен фрагмент маршрутного описания технологического
процесса, полученный как результат сортировки группового плана (табл. 8), по
методам обработки, этапам и операциям. Маршрутное описание группового
технологического процесса включает матрицу поверхностей, в которой удобно
вести последующие расчеты режимов резания, техническое нормирование, а
также анализ показателей загрузки и типов производства. Подобные матрицы
позволяют значительно ускорить проектирование групповых технологических
процессов и вести пооперационный производственный контроль.