Файл: Петровский. Автоматизация технологических процессов и производств.pdf
Добавлен: 15.11.2018
Просмотров: 10839
Скачиваний: 97
26
Параметризация – создание параметрических рядов изделий одинакового
назначения, с показателями и размерами, изменяющимися в соответствии за-
данным размерным или размерно-подобным рядом. Иногда диапазону ряда ста-
вят в соответствие изделия другого типа, тогда говорят о типоразмерных рядах:
подшипники, трубопроводная арматура, крепеж, редукторы, насосы, фильтры и
т.п.
Типизация, унификация и стандартизация – рассматриваются как кон-
структивно-технологические основы автоматизации так как обеспечивают
рост серийности производства, применяемости автоматизированных СТО и
сокращение удельных производственные затрат.
2.3. Классификация и кодирование деталей
Известное множество конструктивно-технологических признаков различ-
ных изделий описано в классификаторе ЕСКД и технологическом классифика-
торе деталей машиностроения и приборостроения. Каждому конструктивно-
технологическому признаку классификаторы ставят в соответствие коды клас-
сификационных группировок (коды признаков).
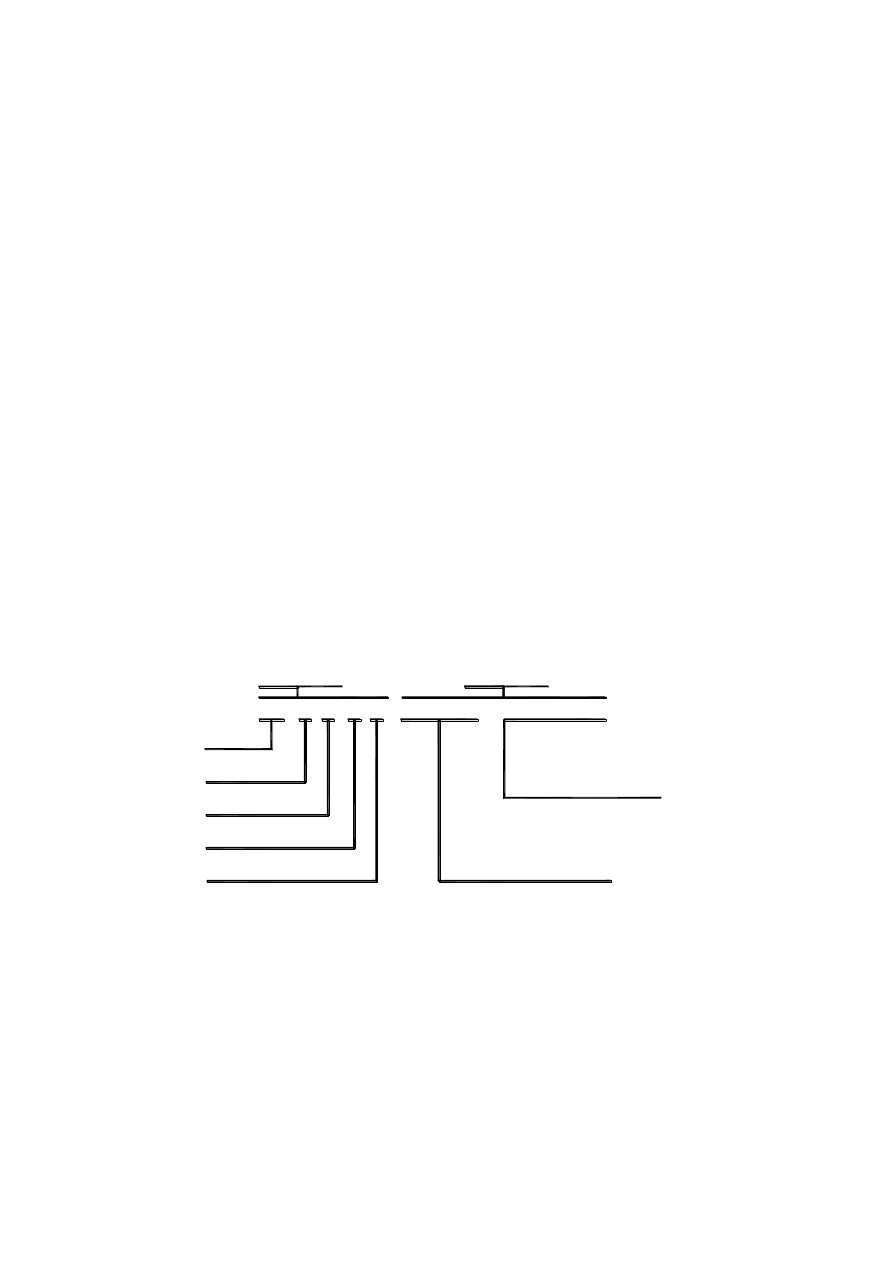
Конструкторско-технологический код (КТК) детали состоит из 20 знаков,
которые характеризуют основные признаки по форме, размерам, методу изго-
товления и виду деталей. Структура КТК детали, состоящая из кодов конструк-
тивных и технологических признаков, представлена на рис.2.
Коды признаков,
характеризующих
вид детали
Коды признаков,
характеризующих
метод изготовления
Вид
Подгруппа
Группа
Подкласс
Класс
Коды конструктивных
признаков
Коды технологических
признаков
XX X X X X XXXXXX XXXXXXXX
Рис.2. Структура конструктивно-технологического кода
Кодирование позволяет дать описание конструктивно-технологических
свойств деталей и формализовать их для последующей автоматизированной об-
работки. КТК используется для автоматизации решения следующих задач: си-
стематизация и учет конструктивно-технологических признаков; отработка де-
талей на технологичность; типизация, унификация и стандартизация изделий;
типизация технологических процессов; разработка групповых технологических
процессов; организация подетально-специализированных производств; учет
технической документации; автоматизация проектирования; автоматизация
управления проектами; автоматизация управления технологическими процес-
27
сами; автоматизация информационных потоков; автоматизация материальных
потоков.
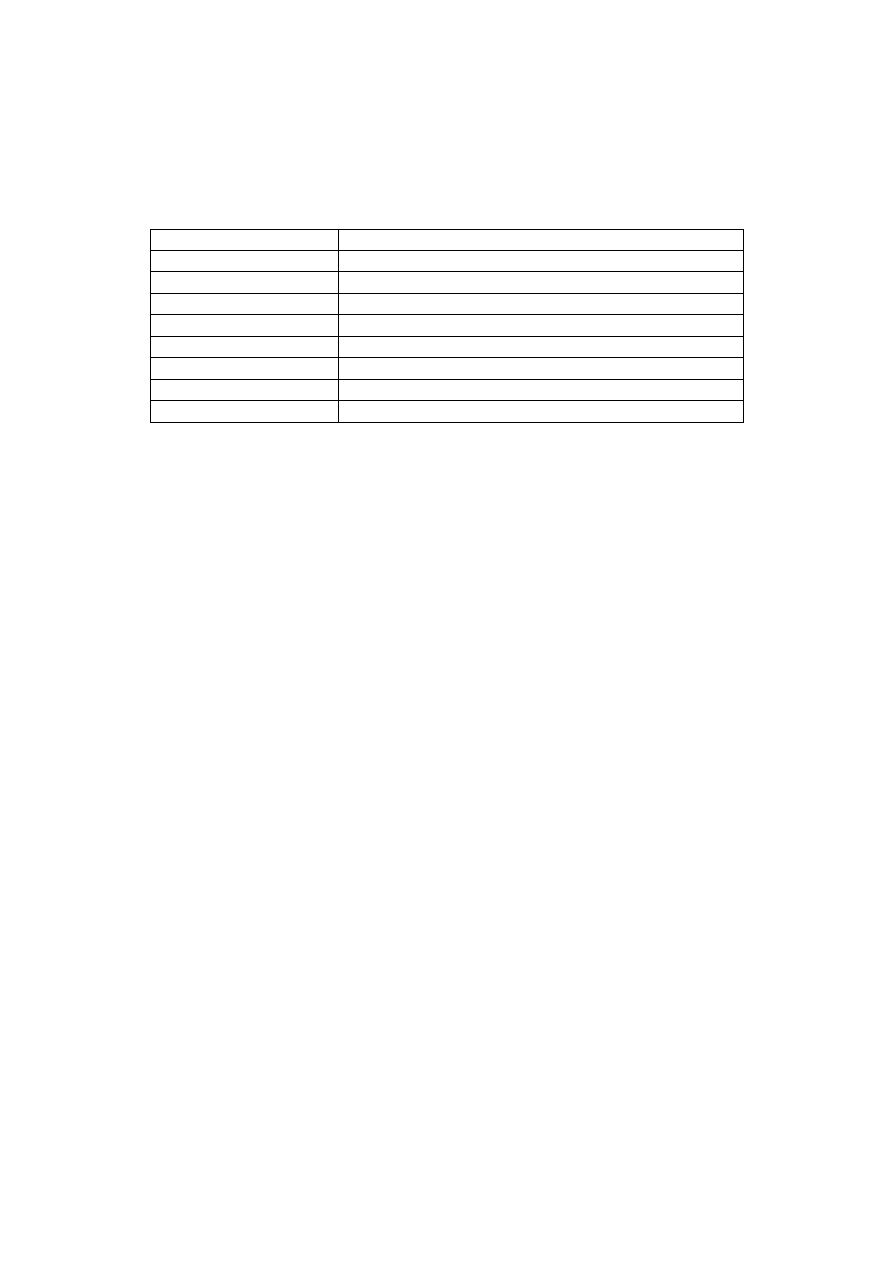
Распределение признаков по позициям кода представлено в табл. 4.
Таблица 4
Основные признаки группирования
Позиции кода
Признаки
1 - 6
Форма деталей
7, 8, 9
Размеры
10, 11
Материал
12
Метод изготовления
13, 14
Вид заготовки
15, 16, 17, 18
Точность изготовления
19
Дополнительная обработка
20
Масса
2.4. Отбор деталей в технологические группы
КТК позволяет группировать детали в технологические группы по различ-
ным признакам (кодам) классификации. Для целей группирования массив КТК
сводится в базу данных, которую последовательно сортируют по различным
позициям кода, формируя группы с общими конструктивно-технологическими
признаками. Для эффективного управления целесообразно сгруппировать изде-
лия по каждой позиции КТК. Это позволяет иметь полную систематизирован-
ную информацию о множестве используемых конструктивно-технологических
признаков и соответствующих им группах изделий.
Наиболее крупные технологические группы представляют собой наиболее
перспективные объекты автоматизации
Детали с общими конструктивно-технологическими признаками объеди-
няют для обработки в групповые технологические процессы.
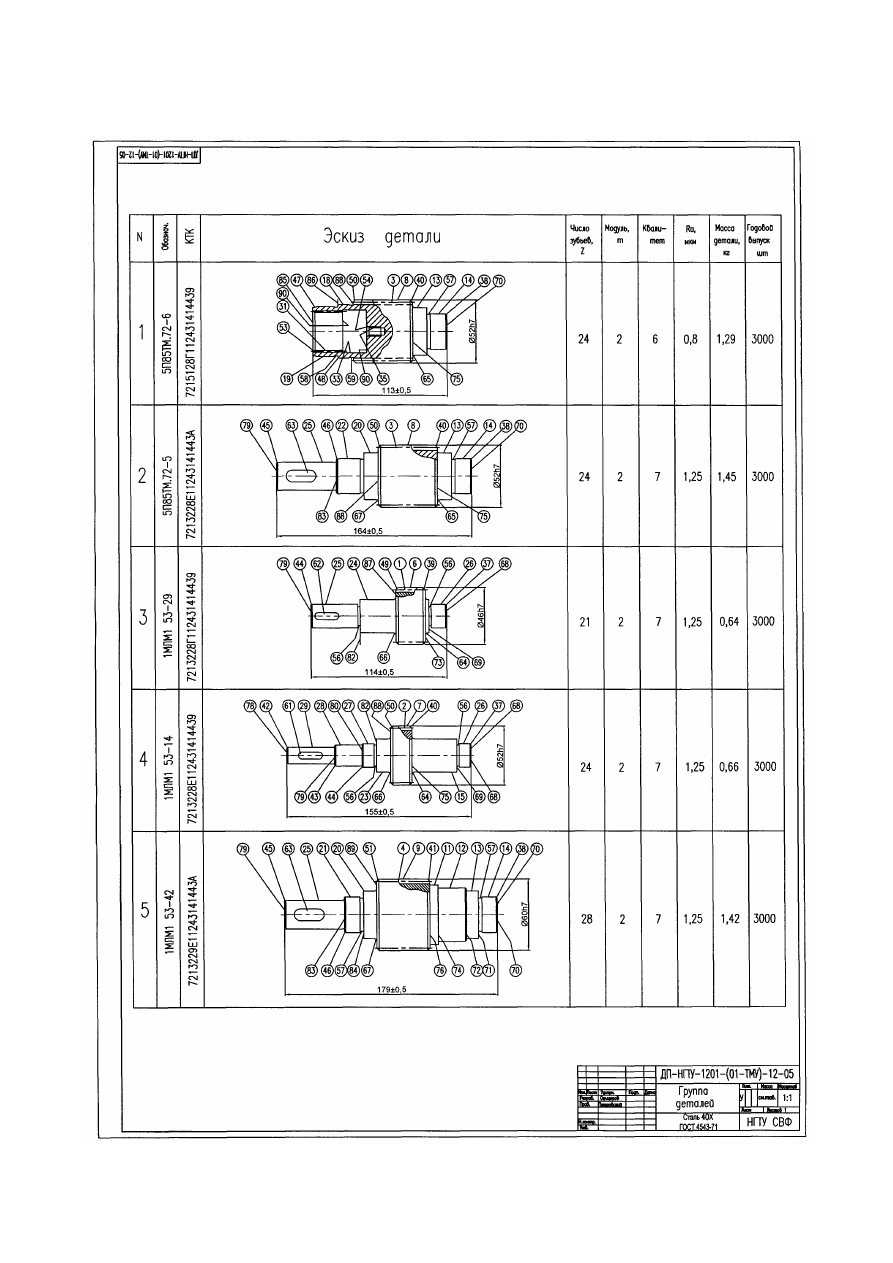
Групповой технологический процесс – изготовление группы изделий с раз-
ными конструктивными, но общими технологическими признаками на базе об-
щих СТО. Детали группы рекомендуется представлять таблицей, в колонках
которой показывают: 1) номер детали в группе; 2) номер чертежа; 3) техноло-
гический код детали; 4) эскиз детали с основными размерами; 5) квалитет
наиболее точной поверхности; 6) наименьшую шероховатость; 7) материал; 8)
массу; 9) программу производства. Если все детали группы выполняют из од-
ного материала и/или имеют одинаковую массу, то эти данные указывают в ос-
новной надписи. Пример таблицы с группой деталей приведен на рис. 3.
2.5. Отработка технологичности деталей
После группирования деталей производят их отработку на технологич-
ность, которую осуществляют в группах последовательно: от наиболее – к

28
наименее сложной детали, для группы деталей, для всех сформированных
групп.

29
Рис.3. Оформление чертежа группы деталей
При отработке технологичности деталей рекомендуется рассмотреть сле-
дующий перечень возможностей:
1. Сокращение номенклатуры материалов.
2. Сокращение видов заготовок и методов их получения.
3. Сокращение видов и режимов химико-термической обработки.
4. Сокращение типоразмеров деталей.
5. Сокращение близких размеров приведением их к одной величине.
6. Сокращение видов механической обработки.
7. Сокращение типоразмеров технологического оборудования.
8. Сокращение применяемой оснастки и инструмента.
9. Сокращение объемов слесарной обработки.
10. Минимизация припусков.
11. Обеспечение доступа и выхода инструмента для всех поверхностей.
12. Соответствие линий контура траекториям движения инструмента.
13. Применение односторонней обработки.
14. Применение симметричных конструкций.
15. Применение одинаковых галтелей, канавок, фасок, отверстий и т.п.
16. Применение многоместной и многоинструментальной обработки.
17. Применение разрезных деталей и заготовок.
18. Совмещение конструктивных и технологических баз.
19. Соответствие размеров рядам предпочтительных чисел.
20. Исключение имитации литейных и штамповочных уклонов, галтелей.
21. Исключение завышения точности размеров.
22. Исключение занижения шероховатости поверхностей.
23. Исключение лишней обработки за счет кантов, приливов, бобышек, и т. п.
24. Задание фасонных поверхностей математическими соотношениями.
25. Наличие технологических отверстий и канавок для выхода инструмента.
26. Обработка на проход.
27. Обеспечение безударной работы режущего инструмента.
28. Обеспечение соотношений экономически-целесообразной точности :
T
б
= 0.5T
p
; T
пар
= 0.6T
p
; T
ц
= 0.3T
p
; T
п
= 0.05T
пар
; R
a
= 0.05T
p
; R
a
= 0.1T
б
,
где T
p
– допуск на размер; T
б
– допуск на биение; T
пар
– допуск на парал-
лельность; T
ц
– допуск на цилиндричность; T
п
– допуск на плоскостность; R
a
–
шероховатость.
Повышение точности должно быть обосновано конструктором.
29. Рациональное применение совместной обработки и обработки в сборе.
30. Исключение повреждения заготовок, деталей и узлов при межоперационном
транспортировании и закреплении.
В результате отработки технологичности удается сократить нерациональ-
ные конструктивно-технологические решения и номенклатуру деталей, произ-
вести типизацию конструктивных элементов, параметризацию и унификацию
изделий. Следует стремиться к сокращению конструктивно-технологических
групп, особенно небольших и требующих дорогостоящего оборудования. Не
30
следует стараться делать все детали в собственном производстве. Непрофиль-
ные изделия следует размещать на специализированных предприятиях.
2.6. Комплексная деталь
Групповые технологических процессы разрабатывают на основе общего
множества признаков с использованием понятия комплексной детали.
Комплексная деталь – реальная или условная деталь, содержащая все при-
знаки, характерные для деталей группы, и являющаяся их конструктивно-
технологическим представителем.
Под основными признаками понимаются поверхности, определяющие
конфигурацию деталей и технологические процессы их обработки. Каждой по-
верхности ставится в соответствие множество объектов производства: СТО, их
наладки, режимы обработки, фрагменты управляющих программ и т.д. Это
множество является критерием выделения поверхностей комплексной детали –
изменение множества требует выделения отдельной поверхности.
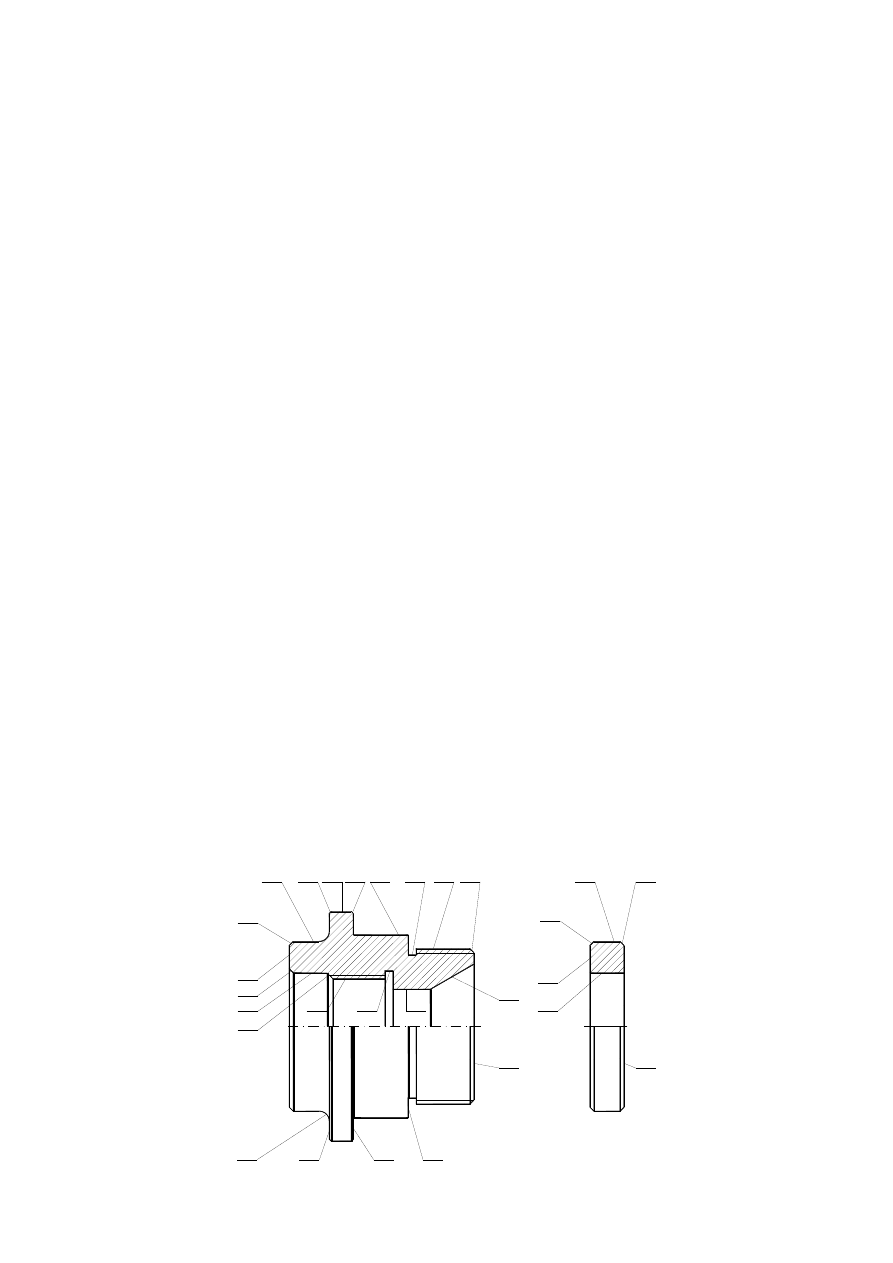
Конструирование условной комплексной детали производится методом
наложения. Из чертежей деталей группы выбирается деталь с наибольшим чис-
лом поверхностей – деталь представитель. Затем рассматриваются детали, от-
личающиеся от нее наличием оригинальных поверхностей, которые наносят на
чертеж детали-представителя. В результате рассмотрения всех чертежей полу-
чается условная комплексная деталь, содержащая все поверхности деталей
группы. Поверхности комплексной детали нумеруются.
Рекомендуется следующая последовательность нумерации: наружные и
внутренние поверхности, перпендикулярные каждой из осей координат, кони-
ческие и наклонные к осям координат поверхности, конструктивные элементы
(канавки, галтели, пазы и т. п.). Конструктивные элементы, формируемые ме-
тодом копирования, считают одной фасонной поверхностью.
Номера поверхностей комплексной детали переносятся на соответствую-
щие поверхности деталей группы. Так как детали группы содержат не все по-
верхности комплексной детали, номера отсутствующих поверхностей на эски-
зах деталей пропускаются. На рис. 4 представлена комплексная деталь и одна
из возможных деталей группы.
1
14
15
13
4
16
19
7
16
17
6
5
18
21
20
3
13
5
8
8
9
10
12
3
2
11
12
16