Файл: Технология сборки и сварки коптильни из листового металла.docx
ВУЗ: Не указан
Категория: Не указан
Дисциплина: Не указана
Добавлен: 26.10.2023
Просмотров: 327
Скачиваний: 7
ВНИМАНИЕ! Если данный файл нарушает Ваши авторские права, то обязательно сообщите нам.
; маску сварщика, сделанную из негорючего пластика с наголовником; рабочую обувь с высокими бортами. Также рекомендуется надевать респиратор. Все эти меры придуманы не случайно, и не стоит ими пренебрегать. Например, может возникнуть ситуация, когда толстый металл сразу не продуется, и расплавленные брызги будут попадать на вас.


Рисунок 1
РРисунок 1
Сборка – струбцины прижимы рубцина обычно состоит из двух частей — основной рамы и подвижного элемента с зажимом, перемещение которого позволяет менять расстояние между губками инструмента. На подвижной части также располагается зажимное устройство — винт или рычаг, используемый для фиксации подвижной части, а также регулирования силы сжатия. Также есть разновидность струбцин, так называемых рычажных, в основе которых используется система осей и рычагов. Другое название такой струбцины — прижим, зажим, быстрозажимное устройство, устройство быстрой фиксации. При достаточно малом усилии создаётся относительно большая сила зажима. Для быстрого фиксирования детали необходимо одним движением руки переместить рукоять зажима. Обычно для установки струбцины необходимо использовать обе руки, однако есть модификации (например, левая нижняя на правой картинке), позволяющие обходиться только одной.

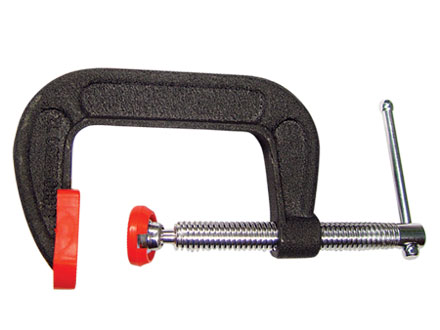
Рисунок 1 Рисунок1
Сварка – выпрямитель(ТДМ-401У2) выпрямитель дуговой универсальный, номенальный сварочный ток 500А. Полуавтомат «Ресанта», защитный газ (углекислота)


Рисунок 1 Рисунок 1
1.4 Выборы сварочных материалов
Электроды СЗМ-46.00 Основные характеристики металла шва и наплавленного металла
Химический состав наплавленного металла, %
Механические свойства металла шва и наплавленного металла
Технологические особенности сварки: сварку производят только на короткой длине дуги по очищенным кромкам. Прокалка перед сваркой: 380 °С, 1 час

Рисунок 14
Э46А-СЗМ-46.00-УС
Р 46 3(2)-Р11
Э46А-тип электрода
СЗМ-46.00-марка
Диаметр 3,4мм
Назначение углеродистые
Толщина покрытия среднее
Р 46 3(2)- индекс характеризующий металл
Вид покрытия рутиловое
Пространственное положение во всех
Постоянный ток любая полярность
Для того чтобы сварочный шов имел высокую прочность и надежность, был пластичным, в нем должно быть минимальное количество продуктов раскисления и кислорода. Чтобы этого достичь, применяются раскислители, они помогают снизить количество кислорода в расплавленном металле перед тем, как он начнет кристаллизоваться.
Такими электродами можно варить шов в любом пространственном положении, металл проваривается хорошо, с обратной стороны формируется плавный валик, скорость проведения работ высокая. Часто такие электроды применяют при соединении магистральных трубопроводов.
Преимуществом электродов, имеющих данную оболочку, является то, что по сравнению с кислым покрытием получаются лучшие характеристики сварочного шва. Это достигается за счет меньшего количество в нем включений и того, что в сварочном шве мало кислорода
Сварочная проволока 1,02- св- 08Г2С

Рисунок15
Диаметр-1,02
СВ – назначение сварочная
Углерода 0,09%(низкоуглеродистая)
Марганец-2% Кремня до1%
Проволока для сварки СВ08Г2С используется в промышленности для сварки углеродистых сталей на сварочных полуавтоматах и автоматах. Она обеспечивает надёжное сварное соединение высокого качества. Шов при сварке получается ровным и чистым. Сварочная проволока СВ08Г2С омеденная используется для заполнения зазора между краями металла, который подлежит сварке, а так же, для формирования валика на сварном шве.
Сварочная проволока СВ08Г2С может называться так же присадочным материалом. Сварка с помощью сварочной проволоки на автоматах и полуавтоматах является одним из главных технологических процессов в судостроении, самолётостроении, машиностроении и строительстве.
Защитный газ (углекислота)
Углекислый газ CO2 (углекислота, двуокись углерода, диоксид углерода, угольный ангидрид) в зависимости от давления и температуры может находиться в газообразном, жидком или твердом состоянии.. В газообразном состоянии диоксид углерода представляет собой бесцветный газ с немного кисловатым вкусом и запахом. В атмосфере Земли содержится около 0,04% углекислого газа. При нормальных условиях его плотность составляет 1,98 г/л – примерно в 1,5 раза больше плотности воздуха

Рисунок 16
Под режимом сварки понимают совокупность условий, создающих устойчивое протекание процесса сварки. Параметры режима сварки подразделяют на основные и дополнительные. К основным параметрам режима сварки при ручной сварке относят величину, род и полярность тока, диаметр электрода, напряжение, скорость сварки и величину поперечного колебания конца электрода, а дополнительным - величину вылета электрода, состав и толщину покрытия электрода, начальную температуру основного металла, положение электрода в пространстве (вертикальное, наклонное) и положение изделия в процессе сварки. Глубина провара и ширина шва зависят от всех основных параметров режима сварки. При сварке постоянным током обратной полярности, глубина провара на 40-50% больше; чем при сварке постоянным током прямой полярности, что объясняется различным количеством теплоты, выделяющейся на аноде и катоде. При сварке переменным током глубина провара на 15-20% меньше, чем при сварке постоянным током обратной полярности. Напряжение при ручной дуговой сварке на глубину провара оказывает незначительное влияние, которым можно пренебречь. Ширина шва связана с напряжением на электродах прямой зависимостью, при увеличении напряжения ширина шва увеличивается. Величина поперечного колебания электрода позволяет существенно изменять глубину провара и ширину шва. Выбор диаметра электрода. Диаметр электрода выбирают в зависимости от толщины свариваемого металла, положения, в котором выполняется сварка, а также в зависимости от характера соединения и формы подготовленных кромок под сварку. Экспериментально установлена следующая зависимость:
При выполнении сварных швов в вертикальном и потолочном положениях применяют электроды диаметром 3-4 мм. Если имеется разделка кромок, то корневой слой шва выполняется электродами диаметром 2-4 мм. Выбор силы сварочного тока. Для сварки в нижнем положении силу сварочного тока подбирают по формуле I=К∙d, где I - сила сварочного тока, А; К - коэффициент, А/мм; d - диаметр электрода, мм. При сварке в вертикальном положении в вышеприведенную формулу вводится коэффициент 0,9, учитывающий снижение силы сварочного тока I=0,9∙К∙d. При сварке в потолочном положении в связи с трудностью формирования шва вводят коэффициент 0,8 для получения меньшего объема расплавленного металла сварочной ванны, что способствует быстрой кристаллизации металла и нормальному формированию сварного шва в потолочном положении I=0,8∙К∙d. Коэффициент К выбирают в зависимости от диаметра электрода:
Рисунок 1
РРисунок 1
Сборка – струбцины прижимы рубцина обычно состоит из двух частей — основной рамы и подвижного элемента с зажимом, перемещение которого позволяет менять расстояние между губками инструмента. На подвижной части также располагается зажимное устройство — винт или рычаг, используемый для фиксации подвижной части, а также регулирования силы сжатия. Также есть разновидность струбцин, так называемых рычажных, в основе которых используется система осей и рычагов. Другое название такой струбцины — прижим, зажим, быстрозажимное устройство, устройство быстрой фиксации. При достаточно малом усилии создаётся относительно большая сила зажима. Для быстрого фиксирования детали необходимо одним движением руки переместить рукоять зажима. Обычно для установки струбцины необходимо использовать обе руки, однако есть модификации (например, левая нижняя на правой картинке), позволяющие обходиться только одной.
Рисунок 1 Рисунок1
Сварка – выпрямитель(ТДМ-401У2) выпрямитель дуговой универсальный, номенальный сварочный ток 500А. Полуавтомат «Ресанта», защитный газ (углекислота)
Рисунок 1 Рисунок 1
1.4 Выборы сварочных материалов
Электроды СЗМ-46.00 Основные характеристики металла шва и наплавленного металла
Химический состав наплавленного металла, %
| Массовая доля элементов, % | ||||
| углерод | марганец | кремний | сера | фосфор |
| не более | ||||
| 0,04 – 0,10 | 1,1-1,5 | 0,30-0,60 | 0,035 | |
Механические свойства металла шва и наплавленного металла
| Временное сопротивление разрыву, Мпа | Предел текучести, Мпа | Относительное удлинение, % | Температура испытаний, °С | Тип образца | Ударная вязкость, Дж/см2 |
| не менее | |||||
| 510 | 420 | 26 | 20 -20 -60 | KCV KCV KCV | 120 50 34 |
Технологические особенности сварки: сварку производят только на короткой длине дуги по очищенным кромкам. Прокалка перед сваркой: 380 °С, 1 час
Рисунок 14
Э46А-СЗМ-46.00-УС
Р 46 3(2)-Р11
Э46А-тип электрода
СЗМ-46.00-марка
Диаметр 3,4мм
Назначение углеродистые
Толщина покрытия среднее
Р 46 3(2)- индекс характеризующий металл
Вид покрытия рутиловое
Пространственное положение во всех
Постоянный ток любая полярность
Для того чтобы сварочный шов имел высокую прочность и надежность, был пластичным, в нем должно быть минимальное количество продуктов раскисления и кислорода. Чтобы этого достичь, применяются раскислители, они помогают снизить количество кислорода в расплавленном металле перед тем, как он начнет кристаллизоваться.
Такими электродами можно варить шов в любом пространственном положении, металл проваривается хорошо, с обратной стороны формируется плавный валик, скорость проведения работ высокая. Часто такие электроды применяют при соединении магистральных трубопроводов.
Преимуществом электродов, имеющих данную оболочку, является то, что по сравнению с кислым покрытием получаются лучшие характеристики сварочного шва. Это достигается за счет меньшего количество в нем включений и того, что в сварочном шве мало кислорода
Сварочная проволока 1,02- св- 08Г2С
Рисунок15
Диаметр-1,02
СВ – назначение сварочная
Углерода 0,09%(низкоуглеродистая)
Марганец-2% Кремня до1%
Проволока для сварки СВ08Г2С используется в промышленности для сварки углеродистых сталей на сварочных полуавтоматах и автоматах. Она обеспечивает надёжное сварное соединение высокого качества. Шов при сварке получается ровным и чистым. Сварочная проволока СВ08Г2С омеденная используется для заполнения зазора между краями металла, который подлежит сварке, а так же, для формирования валика на сварном шве.
Сварочная проволока СВ08Г2С может называться так же присадочным материалом. Сварка с помощью сварочной проволоки на автоматах и полуавтоматах является одним из главных технологических процессов в судостроении, самолётостроении, машиностроении и строительстве.
Защитный газ (углекислота)
Углекислый газ CO2 (углекислота, двуокись углерода, диоксид углерода, угольный ангидрид) в зависимости от давления и температуры может находиться в газообразном, жидком или твердом состоянии.. В газообразном состоянии диоксид углерода представляет собой бесцветный газ с немного кисловатым вкусом и запахом. В атмосфере Земли содержится около 0,04% углекислого газа. При нормальных условиях его плотность составляет 1,98 г/л – примерно в 1,5 раза больше плотности воздуха
Рисунок 16
- 1 2 3 4 5 6
1.5 Выбор режима сварки
Под режимом сварки понимают совокупность условий, создающих устойчивое протекание процесса сварки. Параметры режима сварки подразделяют на основные и дополнительные. К основным параметрам режима сварки при ручной сварке относят величину, род и полярность тока, диаметр электрода, напряжение, скорость сварки и величину поперечного колебания конца электрода, а дополнительным - величину вылета электрода, состав и толщину покрытия электрода, начальную температуру основного металла, положение электрода в пространстве (вертикальное, наклонное) и положение изделия в процессе сварки. Глубина провара и ширина шва зависят от всех основных параметров режима сварки. При сварке постоянным током обратной полярности, глубина провара на 40-50% больше; чем при сварке постоянным током прямой полярности, что объясняется различным количеством теплоты, выделяющейся на аноде и катоде. При сварке переменным током глубина провара на 15-20% меньше, чем при сварке постоянным током обратной полярности. Напряжение при ручной дуговой сварке на глубину провара оказывает незначительное влияние, которым можно пренебречь. Ширина шва связана с напряжением на электродах прямой зависимостью, при увеличении напряжения ширина шва увеличивается. Величина поперечного колебания электрода позволяет существенно изменять глубину провара и ширину шва. Выбор диаметра электрода. Диаметр электрода выбирают в зависимости от толщины свариваемого металла, положения, в котором выполняется сварка, а также в зависимости от характера соединения и формы подготовленных кромок под сварку. Экспериментально установлена следующая зависимость:
| Толщина Створяемого металла. мм | 1.5 | 2 | 3 | 4-5 | 6-8 | 9-12 | 13-15 | 16-20 |
| Диаметр электрода. мм | 1.6 | 2 | 3 | 3-4 | 4 | 4-5 | 5 | 5 и более |
При выполнении сварных швов в вертикальном и потолочном положениях применяют электроды диаметром 3-4 мм. Если имеется разделка кромок, то корневой слой шва выполняется электродами диаметром 2-4 мм. Выбор силы сварочного тока. Для сварки в нижнем положении силу сварочного тока подбирают по формуле I=К∙d, где I - сила сварочного тока, А; К - коэффициент, А/мм; d - диаметр электрода, мм. При сварке в вертикальном положении в вышеприведенную формулу вводится коэффициент 0,9, учитывающий снижение силы сварочного тока I=0,9∙К∙d. При сварке в потолочном положении в связи с трудностью формирования шва вводят коэффициент 0,8 для получения меньшего объема расплавленного металла сварочной ванны, что способствует быстрой кристаллизации металла и нормальному формированию сварного шва в потолочном положении I=0,8∙К∙d. Коэффициент К выбирают в зависимости от диаметра электрода:
| Деаметр электрода | Сила тока А | Скорость сварки | U хх | Uд | Lд | Колебательные движения | Род и полярность тока |
| 5,0 | 250-275 | 6-7 | 60-80 | 25-30 | 2,5-5,5 | Полумесецем | Постоянка |